في علم مساحيق المعادن، التلبيد ليس إجراءً واحدًا بل هو عملية حرارية دقيقة متعددة المراحل. إنها تحول الشكل المضغوط الهش لمسحوق المعدن - المعروف باسم "المكون الأخضر" - إلى مكون قوي وسليم هيكليًا عن طريق تسخينه في فرن ذي جو متحكم فيه إلى درجة حرارة أقل بقليل من درجة انصهار المعدن الأساسي. يتسبب هذا الحرارة في التحام جزيئات المسحوق الفردية معًا من الناحية المعدنية، مما يخلق كتلة صلبة.
الطريقة الأساسية للتلبيد هي رحلة يتم التحكم فيها بعناية عبر مناطق حرارة مميزة في الفرن. تخلق هذه العملية بشكل منهجي روابط ذرية بين جزيئات المسحوق، مما يزيد من كثافة الجزء وقوته دون أن ينصهر المعدن أبدًا.

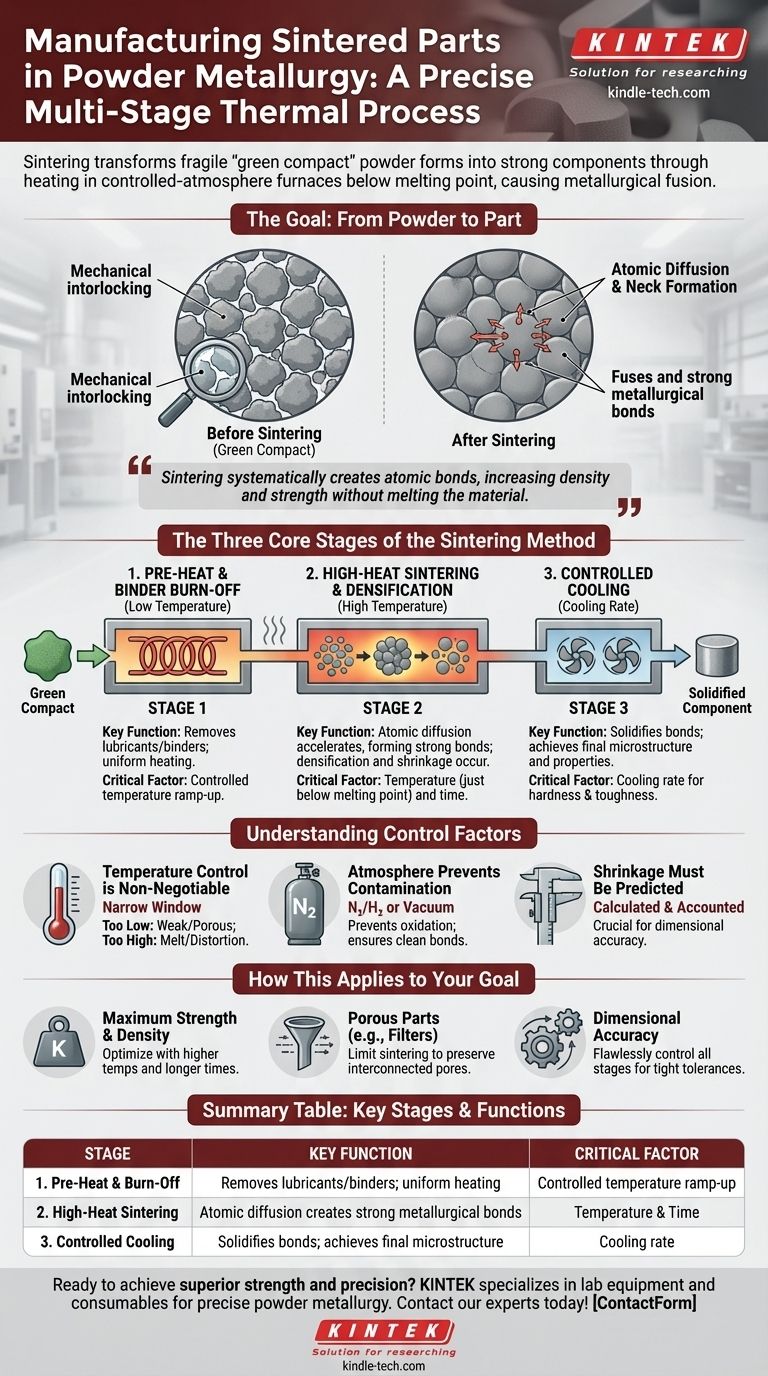
الهدف من التلبيد: من المسحوق إلى الجزء
الغرض الأساسي من التلبيد هو إضفاء القوة والنزاهة على الجزء المضغوط من المسحوق. قبل التلبيد، يتم تثبيت المكون معًا فقط عن طريق التشابك الميكانيكي للجزيئات المضغوطة ويكون هشًا للغاية.
آلية الترابط
فكر في كيفية بدء مكعبات الثلج في كوب من الماء بالاندماج معًا عند نقاط التلامس. يعمل التلبيد على مبدأ مماثل، ولكن على مستوى مجهري من خلال عملية تسمى الانتشار الذري.
عند درجات الحرارة العالية، تهاجر الذرات من الجزيئات المجاورة عبر الحدود، مكونة "رقابًا" عند نقاط التلامس. تنمو هذه الرقاب بمرور الوقت، وتسحب الجزيئات إلى بعضها البعض، وتقلل من مساحة المسام، وتخلق روابط معدنية قوية.
رحلة، وليست حدثًا
تتم عملية التلبيد في فرن طويل ومستمر به مناطق حرارة مختلفة. يتيح ذلك تحكمًا دقيقًا في دورة التسخين والتبريد، وهو أمر ضروري لتحقيق الخصائص النهائية المرغوبة للمكون.
المراحل الأساسية الثلاث لطريقة التلبيد
يمكن تقسيم طريقة التصنيع إلى ثلاث مراحل حرجة تحدث أثناء مرور الجزء عبر الفرن.
المرحلة 1: التسخين المسبق وحرق المادة الرابطة
عندما يدخل المكون الأخضر إلى الفرن، فإنه يمر أولاً عبر منطقة تسخين مسبق ذات درجة حرارة منخفضة. الهدف الأساسي هنا هو رفع درجة حرارة الجزء ببطء وبشكل موحد.
تخدم هذه المرحلة الأولية أيضًا حرق أي مواد تشحيم أو مواد رابطة تم خلطها بالمسحوق للمساعدة في عملية الضغط. يعد إزالة هذه المواد المتطايرة بشكل صحيح أمرًا بالغ الأهمية لمنع العيوب في الجزء النهائي.
المرحلة 2: التلبيد بالحرارة العالية والتكثيف
بعد ذلك، ينتقل الجزء إلى منطقة الحرارة العالية، حيث يحدث التلبيد الفعلي. يتم الحفاظ على درجة الحرارة أقل بقليل من درجة انصهار المكون المعدني الرئيسي.
خلال هذه المرحلة، يتسارع الانتشار الذري بشكل كبير. تنمو "الرقاب" بين الجزيئات بشكل كبير، مما يؤدي إلى تكثيف الجزء وانكماشه مع تقلص المسام بين الجزيئات. مدة ودرجة الحرارة في هذه المنطقة هي العوامل الأكثر أهمية التي تحدد القوة والكثافة النهائية.
المرحلة 3: التبريد المتحكم فيه
أخيرًا، ينتقل الجزء إلى منطقة التبريد. يتم التحكم في معدل التبريد بعناية لتصلب الروابط المعدنية التي تشكلت حديثًا وتحقيق البنية المجهرية النهائية المرغوبة، والتي تحدد خصائص مثل الصلابة والمتانة. قد يؤدي التبريد السريع جدًا أو البطيء جدًا إلى إدخال إجهادات داخلية أو ينتج عنه جزء هش.
فهم المفاضلات وعوامل التحكم
يتطلب تحقيق نتيجة ناجحة بالتلبيد موازنة بين عدة عوامل متنافسة. قد يؤدي سوء إدارة أي متغير إلى المساس بالعملية بأكملها.
التحكم في درجة الحرارة غير قابل للتفاوض
غالبًا ما يكون "نطاق" درجة حرارة التلبيد ضيقًا جدًا. إذا كانت درجة الحرارة منخفضة جدًا، فسيكون الترابط غير مكتمل، مما يؤدي إلى جزء ضعيف ومسامي. إذا كانت مرتفعة جدًا، فقد يبدأ المعدن في الذوبان، مما يتسبب في تشوه الجزء وفقدان شكله وأبعاده الدقيقة.
الجو يمنع التلوث
يتم التلبيد دائمًا تقريبًا في جو محكم التحكم، مثل مزيج من النيتروجين/الهيدروجين أو الفراغ. عند درجات الحرارة العالية، ستتأكسد معظم المعادن بسرعة إذا تعرضت للأكسجين. يمنع الجو المتحكم فيه هذا الأكسدة ويزيل الأكاسيد الموجودة، مما يضمن روابط نظيفة وقوية بين الجزيئات.
يجب التنبؤ بالانكماش
تترافق زيادة الكثافة أثناء التلبيد مع قدر من الانكماش يمكن التنبؤ به. يجب حساب هذا بدقة وأخذه في الاعتبار عند تصميم الأدوات الأولية والمكون الأخضر. سيؤدي الفشل في القيام بذلك إلى جزء نهائي خارج نطاق التفاوتات الأبعاد.
كيف ينطبق هذا على هدفك
يتيح فهم طريقة التلبيد للمهندسين تحديد المواد والعمليات لتلبية متطلبات المكونات المحددة.
- إذا كان تركيزك الأساسي هو أقصى قدر من القوة والكثافة: يجب تحسين العملية باستخدام درجات حرارة أعلى وأوقات أطول في منطقة الحرارة العالية لتقليل المسامية.
- إذا كان تركيزك الأساسي هو إنشاء جزء مسامي (على سبيل المثال، للمرشحات أو المحامل ذاتية التشحيم): يتم تقييد عملية التلبيد عمدًا لإنشاء روابط قوية مع الحفاظ على شبكة من المسام المتصلة.
- إذا كان تركيزك الأساسي هو الدقة الأبعاد: يجب التحكم في كل مرحلة، من خلط المسحوق إلى التبريد، بشكل لا تشوبه شائبة لإدارة الانكماش وضمان تلبية الجزء النهائي للتفاوتات الضيقة.
في نهاية المطاف، يفتح إتقان طريقة التلبيد القدرات الفريدة لعلم مساحيق المعادن لإنشاء أجزاء معقدة وشكل نهائي بكفاءة.
جدول ملخص:
| المرحلة | الوظيفة الرئيسية | العامل الحاسم |
|---|---|---|
| 1. التسخين المسبق وحرق المادة الرابطة | يزيل مواد التشحيم/المواد الرابطة؛ تسخين موحد. | زيادة درجة الحرارة المتحكم فيها. |
| 2. التلبيد بالحرارة العالية | الانتشار الذري يخلق روابط معدنية قوية. | درجة الحرارة (أقل بقليل من درجة الانصهار) والوقت. |
| 3. التبريد المتحكم فيه | يصلب الروابط؛ يحقق البنية المجهرية النهائية. | معدل التبريد للتحكم في خصائص مثل الصلابة. |
هل أنت مستعد لتحقيق قوة ودقة فائقة في مكوناتك الملبدة؟ عملية التلبيد حاسمة لأداء الجزء النهائي الخاص بك. تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية التي تدعم علم مساحيق المعادن الدقيق، بدءًا من أجواء الأفران وحتى التحكم في درجة الحرارة. دع خبرائنا يساعدونك في تحسين طريقة التلبيد الخاصة بك لتحقيق أقصى قدر من الكثافة أو القوة أو الدقة الأبعاد. اتصل بفريقنا اليوم لمناقشة الاحتياجات المحددة لمختبرك!
دليل مرئي
المنتجات ذات الصلة
- فرن التلبيد بالبلازما الشرارية فرن SPS
- فرن تلدين الأسلاك الموليبدينوم بالتفريغ للمعالجة الحرارية بالتفريغ
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن سيراميك تلبيد الزركونيوم البورسلين السني بجانب الكرسي مع محول
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
يسأل الناس أيضًا
- ما هي آلية عملية التلبيد بالبلازما الشرارية؟ نظرة متعمقة على التلبيد السريع في درجات الحرارة المنخفضة
- ما هي طريقة التلبيد بالتفريغ الكهربائي (SPS)؟ دليل لتصنيع المواد عالية السرعة وعالية الأداء
- ما هي نظرية التلبيد بالبلازما الشرارية؟ دليل للتكثيف السريع والمنخفض الحرارة
- ما هي مزايا CAMI/SPS لتحضير مركبات W-Cu؟ تقليل الدورات من ساعات إلى ثوانٍ.
- ما هي المزايا التقنية التي يوفرها فرن التلبيد بالبلازما الشرارية (SPS) لإنتاج سيراميك LiZr2(PO4)3 (LZP) مقارنة بطرق التلبيد التقليدية؟



















