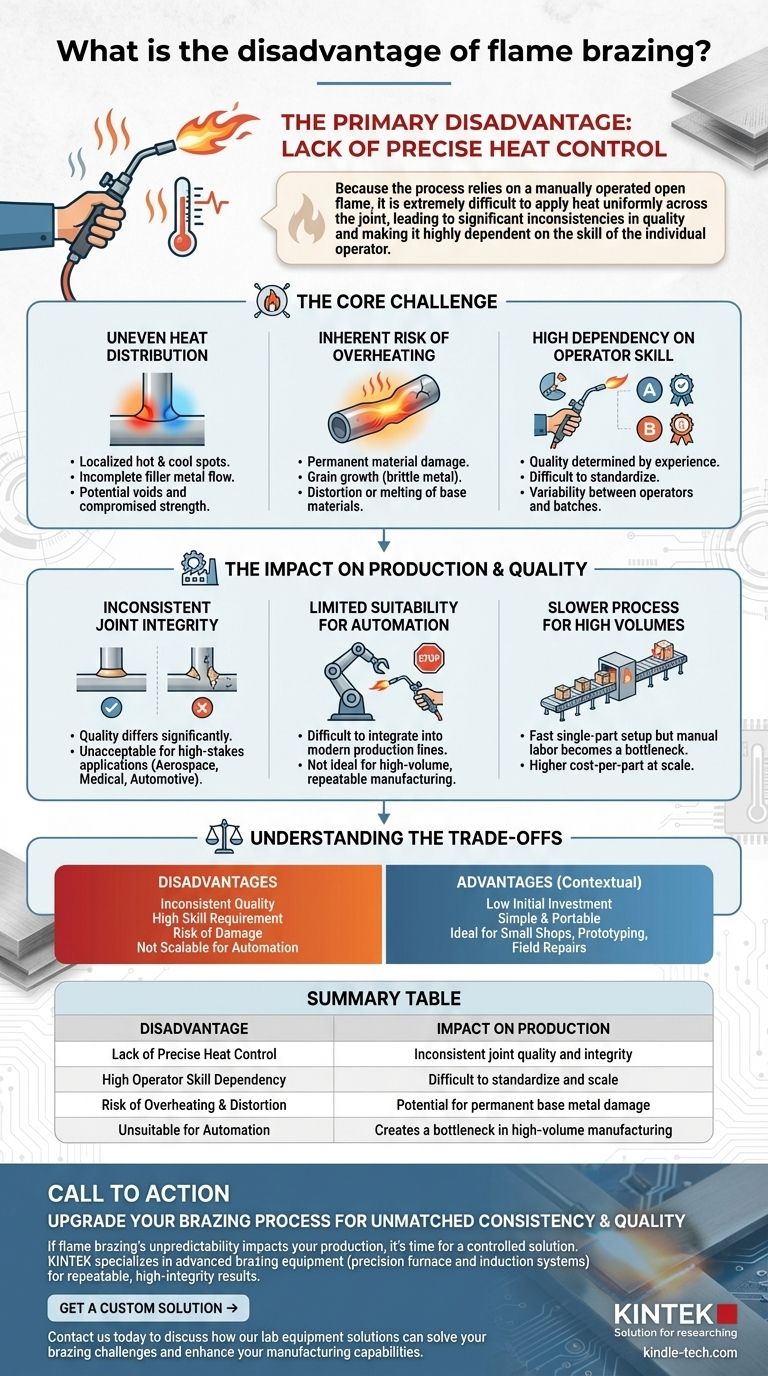
العيب الأساسي للحام بالنحاس باللهب هو افتقاره المتأصل إلى التحكم الدقيق في الحرارة. نظرًا لأن العملية تعتمد على لهب مفتوح يعمل يدويًا، فمن الصعب للغاية تطبيق الحرارة بشكل موحد عبر الوصلة، مما يؤدي إلى تناقضات كبيرة في الجودة ويجعلها تعتمد بشكل كبير على مهارة المشغل الفردي.
المشكلة الأساسية في اللحام بالنحاس باللهب هي طبيعته اليدوية. هذا يدخل مستوى من التباين غالبًا ما يكون غير مقبول للتصنيع عالي الدقة أو الآلي، مما يجعل البدائل مثل اللحام بالفرن أو اللحام بالحث متفوقة عندما تكون الاتساق والتكرارية أمرًا بالغ الأهمية.

التحدي الأساسي: نقص التحكم الدقيق
الضعف الأساسي للحام بالنحاس باللهب هو صعوبة إدارة الطاقة الحرارية من الشعلة. هذه المشكلة الواحدة هي مصدر العديد من المشاكل المتتالية التي تؤثر على جودة الوصلة وموثوقية العملية.
توزيع غير متساوٍ للحرارة
لا تقوم الشعلة اليدوية أبدًا بتسخين الجزء بشكل موحد تقريبًا. هذا يخلق نقاط ساخنة ونقاط باردة موضعية عبر منطقة الوصلة.
التدفق غير الكامل للمعدن الحشو هو نتيجة شائعة. سينجذب سبيكة اللحام بالنحاس نحو المناطق الأكثر سخونة، مما قد يحرم أجزاء أخرى من الوصلة ويخلق فراغات تضعف قوتها.
الخطر المتأصل لارتفاع درجة الحرارة
يمكن للمشغل غير الماهر، أو حتى الماهر الذي يعمل على جزء معقد، أن يسخن المعادن الأساسية بسهولة.
يمكن أن يتسبب ارتفاع درجة الحرارة في تلف دائم للمادة، ونمو حبيبي يجعل المعدن هشًا، أو تشوه المواد الأصلية. في الحالات القصوى، يمكن أن يذيب المعدن الأساسي، مما يؤدي إلى فشل المكون.
اعتماد كبير على مهارة المشغل
تتحدد جودة الوصلة الملحومة بالنحاس باللهب بالكامل تقريبًا من خلال خبرة وتقنية الفني.
هذا الاعتماد على "الحرفي الماهر" يجعل العملية صعبة التوحيد والقياس. من شبه المؤكد أن مشغلين مختلفين سينتجان وصلات ذات خصائص معدنية مختلفة، حتى عند اتباع نفس الإجراء.
التأثير على الإنتاج والجودة
يؤثر نقص التحكم بشكل مباشر على كفاءة بيئة الإنتاج وموثوقية المنتج النهائي، خاصة عند مقارنته بالأساليب الأكثر آلية.
سلامة وصلة غير متناسقة
بسبب التسخين غير المتساوي وتباين المشغل، يمكن أن تختلف جودة الوصلة بشكل كبير من جزء إلى آخر.
هذا التناقض غير مقبول في التطبيقات التي لا يكون فيها الفشل خيارًا، مثل صناعات الطيران أو الطب أو السيارات.
ملاءمة محدودة للأتمتة
الطبيعة اليدوية للحام بالنحاس باللهب تجعله صعبًا للغاية للدمج في خط إنتاج حديث وآلي.
العمليات مثل اللحام بالحث (باستخدام المجالات الكهرومغناطيسية) أو اللحام بالفرن (باستخدام أفران ذات جو متحكم به) أكثر ملاءمة بكثير للتصنيع بكميات كبيرة وقابل للتكرار.
عملية أبطأ للكميات الكبيرة
بينما يتميز اللحام بالنحاس باللهب بوقت إعداد سريع لجزء واحد، فإن العمل اليدوي المتضمن يجعله عنق الزجاجة في الإنتاج الضخم.
يمكن للطرق الآلية معالجة مئات أو آلاف الأجزاء بأقل تدخل بشري، مما يوفر تكلفة أقل بكثير لكل جزء على نطاق واسع.
فهم المفاضلات
على الرغم من عيوبه، يظل اللحام بالنحاس باللهب عملية مستخدمة على نطاق واسع. نقاط ضعفه في سياق ما هي نقاط قوته في سياق آخر. يعد إدراك هذه المفاضلات أمرًا أساسيًا لاتخاذ قرار مستنير.
ميزة البساطة والتكلفة
السبب الرئيسي لشعبيته هو انخفاض التكلفة الأولية. المعدات — الشعلات، المنظمات، واسطوانات الغاز — غير مكلفة ومتوفرة على نطاق واسع.
هذا يجعله الخيار الأمثل للمتاجر الصغيرة، والنماذج الأولية، وأعمال الإصلاح لمرة واحدة حيث تكون تكلفة الفرن أو ملف الحث باهظة.
عندما تكون الدقة مبالغًا فيها
بالنسبة للعديد من التطبيقات، مثل السباكة العامة أو إصلاحات التدفئة والتهوية وتكييف الهواء، فإن الدقة العالية للحام بالفرن غير ضرورية.
في هذه الحالات، تكون قابلية النقل ومرونة الشعلة أكثر قيمة بكثير من التحكم المطلق في درجة الحرارة. متطلبات الوصلة ببساطة ليست متطلبة بما يكفي لتبرير عملية أكثر تقدمًا.
اتخاذ الخيار الصحيح لهدفك
يتطلب اختيار طريقة اللحام بالنحاس الصحيحة مطابقة قدرات العملية مع متطلبات مشروعك المحددة للجودة والحجم والتكلفة.
- إذا كان تركيزك الأساسي على العمل منخفض التكلفة ومنخفض الحجم أو الإصلاحات الميدانية: غالبًا ما يكون اللحام بالنحاس باللهب هو الخيار الأفضل نظرًا لقابليته للنقل ومرونته وتكلفة الإعداد الدنيا.
- إذا كان تركيزك الأساسي على الإنتاج بكميات كبيرة بجودة متسقة وقابلة للتحقق: يوفر اللحام بالحث أو اللحام بالفرن قدرات التحكم والأتمتة الفائقة المطلوبة.
- إذا كان تركيزك الأساسي على ربط التجميعات المعقدة أو المواد الرقيقة المعرضة للتشوه: التسخين الدقيق والموحد للحام بالفرن ضروري لضمان سلامة الوصلة دون إتلاف المكونات.
يمنحك فهم هذه المفاضلات الأساسية القدرة على اختيار عملية الربط التي تتوافق تمامًا مع متطلبات مشروعك من حيث التكلفة والجودة والحجم.
جدول الملخص:
| العيب | التأثير على الإنتاج |
|---|---|
| نقص التحكم الدقيق في الحرارة | جودة وسلامة وصلة غير متناسقة |
| اعتماد كبير على مهارة المشغل | صعب التوحيد والقياس |
| خطر ارتفاع درجة الحرارة والتشوه | احتمال حدوث تلف دائم للمعدن الأساسي |
| غير مناسب للأتمتة | يخلق عنق الزجاجة في التصنيع بكميات كبيرة |
قم بترقية عملية اللحام بالنحاس للحصول على اتساق وجودة لا مثيل لهما.
إذا كانت الطبيعة غير المتوقعة للحام بالنحاس باللهب تؤثر على جودة وكفاءة إنتاجك، فقد حان الوقت لحل متحكم به. تتخصص KINTEK في معدات اللحام بالنحاس المتقدمة، بما في ذلك أنظمة الأفران والتحريض الدقيقة، المصممة للمختبرات ومرافق التصنيع التي تتطلب نتائج قابلة للتكرار وعالية السلامة.
نحن نقدم المعدات والمواد الاستهلاكية الموثوقة التي تحتاجها للقضاء على تباين المشغل، وحماية المواد الأساسية الخاصة بك، والاندماج بسلاسة في الخطوط الآلية.
اتصل بنا اليوم لمناقشة كيف يمكن لحلول معدات المختبرات لدينا أن تحل تحديات اللحام بالنحاس لديك وتعزز قدرات التصنيع الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
- مجفف تجميد فراغي مختبري مكتبي
- مجفف تجميد مخبري مكتبي للاستخدام في المختبر
- مناخل ومكائن اختبار معملية
- نظام معدات آلة HFCVD لطلاء النانو الماسي لقوالب السحب
- معقم مختبر معقم بالبخار معقم بالشفط النبضي معقم بالرفع
يسأل الناس أيضًا
- لماذا يعتبر التجفيف بالتجميد طريقة جيدة لحفظ الفواكه والخضروات؟ اكتشف الحفظ الفائق للأغذية
- لماذا يعتبر التجفيف بالتجميد مهمًا لبعض المنتجات الكيميائية؟ الحفاظ على السلامة وإطالة العمر الافتراضي
- ما هي الخطوات الرئيسية في عملية التجفيف بالتجميد؟ دليل لإتقان التسامي
- ماذا يحدث خلال مرحلة التجفيف الثانوي؟ إتقان الخطوة النهائية لاستقرار المنتج
- ما هي الوظيفة الأساسية للمُجفف بالتجميد في المختبر؟ الحفاظ على المواد الحساسة عن طريق التسامي