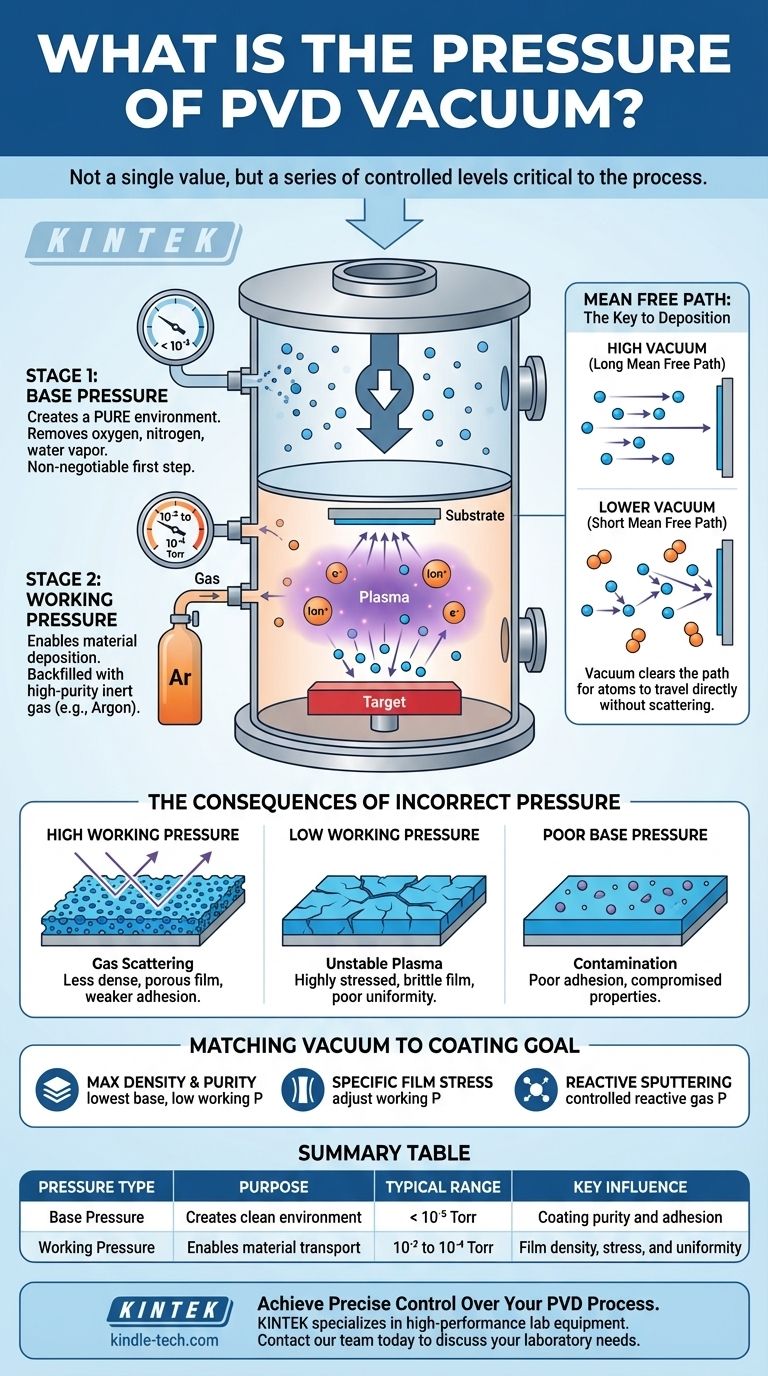
الضغط في نظام فراغ PVD ليس قيمة واحدة ثابتة، بل هو سلسلة من المستويات التي يتم التحكم فيها بعناية وتعتبر حاسمة للعملية. يحقق النظام أولاً فراغًا عاليًا يسمى الضغط الأساسي، وعادة ما يكون أقل من 10⁻⁵ تور، لضمان النقاء. بعد ذلك، لعملية الطلاء نفسها، يتم إدخال غاز خامل لخلق ضغط تشغيل في نطاق 10⁻² إلى 10⁻⁴ تور.
لا يتم تحديد جودة الطلاء بالترسيب الفيزيائي للبخار (PVD) من خلال نقطة ضغط واحدة، بل من خلال العلاقة الحاسمة بين الضغط الأساسي (الذي يضمن بيئة نظيفة) وضغط التشغيل (الذي يتيح نقل المواد والترسيب).
لماذا يعد الفراغ أساسًا لعملية PVD
يعد تحقيق فراغ عميق الخطوة الأولى غير القابلة للتفاوض في أي عملية PVD عالية الجودة. لا يتعلق الأمر فقط بإزالة الهواء؛ بل يتعلق بإنشاء بيئة يتم التحكم فيها بدقة لبناء فيلم رقيق، ذرة تلو الأخرى.
القضاء على التلوث
الهواء من حولنا مليء بالغازات التفاعلية مثل الأكسجين والنيتروجين وبخار الماء. إذا كانت هذه الجزيئات موجودة أثناء الترسيب، فإنها ستندمج في الطلاء، مما يخلق شوائب تضر بسلامته والتصاقه وأدائه.
الفراغ العالي يزيل هذه الملوثات المحتملة ماديًا من الحجرة.
ضمان مسار واضح
المبدأ الأساسي لـ PVD هو نقل المادة من مصدر (الهدف) إلى وجهة (الركيزة). يقوم الفراغ بتنظيف المسار لهذه الذرات للسفر.
يتم تعريف هذا المفهوم من خلال متوسط المسار الحر: متوسط المسافة التي يمكن للجسيم أن يسافرها قبل أن يصطدم بجسيم آخر. في الفراغ العالي، يكون متوسط المسار الحر طويلاً جدًا، مما يسمح لذرات الطلاء بالسفر مباشرة إلى الركيزة دون أن تتشتت بسبب جزيئات الهواء.
مستويان حاسمان للضغط
يعد فهم التمييز بين الضغط الأساسي وضغط التشغيل أمرًا ضروريًا لفهم PVD. لكل منهما غرض مختلف تمامًا، ولكنه حيوي بنفس القدر.
الضغط الأساسي: خلق بيئة نقية
الضغط الأساسي هو أدنى ضغط يمكن لنظام الفراغ تحقيقه قبل بدء العملية وقبل إدخال أي غاز للعملية. إنه مقياس مباشر لنظافة الحجرة.
يشير الضغط الأساسي الأقل (على سبيل المثال، 10⁻⁷ تور مقابل 10⁻⁵ تور) إلى أنه تم إزالة المزيد من جزيئات الملوثات المتبقية. هذه البداية النظيفة ضرورية لضمان التصاق الطلاء النهائي جيدًا وامتلاكه للخصائص المرغوبة.
ضغط التشغيل: تمكين ترسيب المادة
ضغط التشغيل هو مستوى الضغط الذي يتم تحديده بعد تحقيق الضغط الأساسي، عن طريق إعادة ملء الحجرة عمدًا بكمية صغيرة ومضبوطة من غاز خامل عالي النقاء، وأكثرها شيوعًا هو الأرجون.
هذا الضغط أعلى من الضغط الأساسي، وعادة ما يكون بفارق عدة مراتب من حيث الحجم. في عملية القصف (Sputtering)، يكون هذا الأرجون ضروريًا لإنشاء البلازما التي تقصف الهدف وتطلق مادة الطلاء. يؤثر ضغط التشغيل بشكل مباشر على كثافة وإجهاد الفيلم النهائي.
عواقب الضغط غير الصحيح
يعد الانحراف عن نطاق الضغط الأمثل أحد أكثر مصادر فشل طلاء PVD شيوعًا. الآثار يمكن التنبؤ بها وترتبط مباشرة بفيزياء العملية.
ماذا يحدث إذا كان ضغط التشغيل مرتفعًا جدًا؟
ضغط التشغيل المرتفع جدًا يقلل من متوسط المسار الحر. تتعرض ذرات القصف (Sputtered atoms) للكثير من التصادمات مع غاز العملية في طريقها إلى الركيزة.
هذا "التشتت الغازي" يسلب الذرات طاقتها الحركية. والنتيجة هي فيلم أقل كثافة وأكثر مسامية وله التصاق أضعف بالركيزة.
ماذا يحدث إذا كان ضغط التشغيل منخفضًا جدًا؟
إذا كان ضغط التشغيل منخفضًا جدًا، فقد لا يكون هناك ما يكفي من ذرات الغاز للحفاظ على بلازما مستقرة (في القصف) أو لتعديل طاقة الجسيمات المترسبة.
قد يؤدي هذا إلى فيلم هش ومجهد للغاية قد يتشقق أو ينفصل. يمكن أن يسبب أيضًا ضعفًا في التجانس عبر الركيزة.
مشكلة الضغط الأساسي الضعيف
يعد الفشل في الوصول إلى ضغط أساسي كافٍ خطأً حاسمًا. هذا يعني أنه لم تتم إزالة الملوثات بالكامل من الحجرة.
سيتم دمج هذه الملوثات (وخاصة بخار الماء) في الفيلم المتنامي، مما يؤدي إلى ضعف الالتصاق، وضعف مقاومة التآكل، وتغير الخصائص البصرية أو الكهربائية.
مطابقة الفراغ مع هدف الطلاء الخاص بك
تعتبر إعدادات الضغط المثالية دالة مباشرة للنتيجة المرجوة للفيلم الرقيق الخاص بك.
- إذا كان تركيزك الأساسي هو أقصى كثافة ونقاء للفيلم: إعطاء الأولوية لتحقيق أدنى ضغط أساسي ممكن والعمل عند الطرف الأدنى من نطاق ضغط التشغيل المستقر.
- إذا كان تركيزك الأساسي هو تحقيق إجهاد محدد للفيلم (انضغاطي مقابل شد): اضبط ضغط التشغيل بعناية، لأنه أحد الضوابط الرئيسية للتلاعب بالإجهاد الداخلي للفيلم.
- إذا كنت تقوم بإجراء قصف تفاعلي (مثل TiN): يصبح المعيار الأكثر أهمية هو الضغط الجزئي للغاز المتفاعل (النيتروجين)، والذي يجب التحكم فيه بدقة بالإضافة إلى ضغط التشغيل للغاز الخامل.
في نهاية المطاف، إتقان ضغط الفراغ هو إتقان التحكم والنقاء وأداء عملية PVD الخاصة بك.
جدول الملخص:
| نوع الضغط | الغرض | النطاق النموذجي | التأثير الرئيسي |
|---|---|---|---|
| الضغط الأساسي | إنشاء بيئة نظيفة وخالية من الملوثات | < 10⁻⁵ تور | نقاء الطلاء والالتصاق |
| ضغط التشغيل | تمكين نقل المادة والترسيب | 10⁻² إلى 10⁻⁴ تور | كثافة الفيلم وإجهاده وتجانسه |
حقق تحكمًا دقيقًا في عملية طلاء PVD الخاصة بك. تعتمد جودة أغشيتك الرقيقة على إتقان ضغط الفراغ. تتخصص KINTEK في معدات المختبرات عالية الأداء، بما في ذلك أنظمة الفراغ والمواد الاستهلاكية الأساسية لـ PVD الموثوق. دع خبرائنا يساعدونك في تحسين عمليتك للحصول على نتائج فائقة. اتصل بفريقنا اليوم لمناقشة احتياجات مختبرك المحددة.
دليل مرئي
المنتجات ذات الصلة
- نظام معدات آلة HFCVD لطلاء النانو الماسي لقوالب السحب
- آلة فرن الضغط الساخن الفراغي للتصفيح والتسخين
- 915MHz MPCVD Diamond Machine Microwave Plasma Chemical Vapor Deposition System Reactor
- فرن أنبوبي ترسيب بخار كيميائي ذو حجرة مقسمة مع نظام محطة تفريغ معدات آلة ترسيب بخار كيميائي
- مضخة تفريغ غشائية خالية من الزيت للاستخدام المخبري والصناعي
يسأل الناس أيضًا
- كيف يتم صنع طلاء الماس؟ دليل لطرق الترسيب الكيميائي للبخار (CVD) والترسيب الفيزيائي للبخار (PVD)
- هل التذرير (Sputtering) هو ترسيب فيزيائي للبخار (PVD)؟ اكتشف تقنية الطلاء الأساسية لمختبرك
- كيف تنمو الماسات المصنوعة بتقنية الترسيب الكيميائي للبخار (CVD)؟ دليل خطوة بخطوة لإنشاء الماس المصنوع في المختبر
- ما هي الآلة المستخدمة لصنع الماس المزروع في المختبر؟ اكتشف تقنيات الضغط العالي ودرجة الحرارة العالية (HPHT) وترسيب البخار الكيميائي (CVD)
- ما هي عملية ترسيب الطلاء؟ دليل خطوة بخطوة لهندسة الأغشية الرقيقة



















