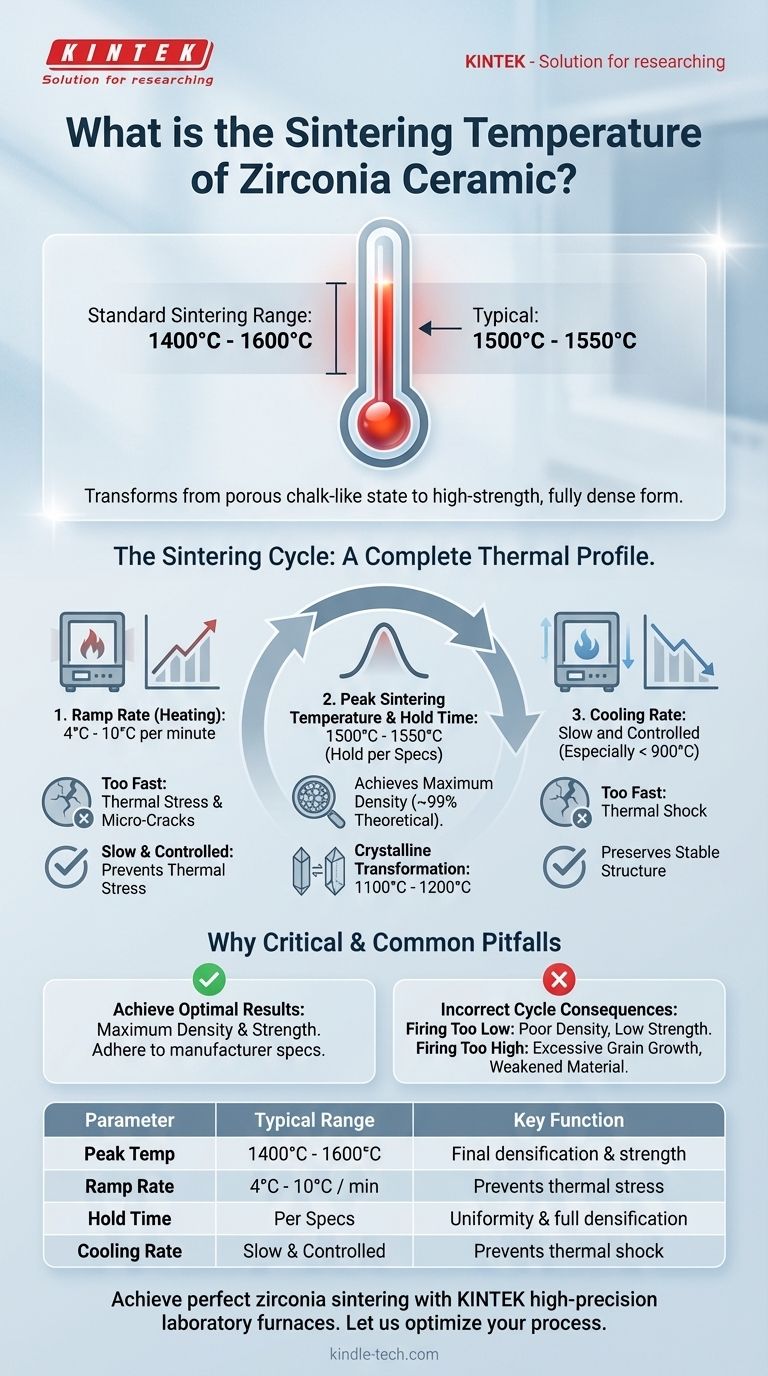
تتراوح درجة حرارة التلبيد القياسية لسيراميك الزركونيا ضمن نطاق يتراوح بين 1400 درجة مئوية و 1600 درجة مئوية، حيث يتم حرق معظم المواد عند حوالي 1500 درجة مئوية إلى 1550 درجة مئوية. هذه العملية الحرارية المحددة لا تتعلق فقط بالوصول إلى درجة حرارة الذروة؛ بل هي ضرورية لتحويل المادة من حالة مسامية تشبه الطباشير إلى شكلها النهائي عالي القوة والكثافة الكاملة.
درجة حرارة التلبيد النهائية هي جزء واحد فقط من عملية دقيقة. يعتمد تحقيق القوة والكثافة والجماليات المثلى في الزركونيا بشكل متساوٍ على التحكم في الدورة الحرارية بأكملها، بما في ذلك معدل التسخين والتبريد.

لماذا تعتبر درجة حرارة التلبيد حرجة
التلبيد هو عملية حرارية تدمج جزيئات السيراميك معًا، مما يقضي على الفراغات بينها لإنشاء كتلة صلبة ومتماسكة. بالنسبة للزركونيا، تعد هذه العملية أساسية لتطوير خصائصها الميكانيكية المشهورة.
الهدف: تحقيق أقصى كثافة
الهدف الأساسي من التلبيد هو تحقيق أقصى كثافة للمادة. تحقق الدورة المنفذة بشكل صحيح للزركونيا ما يقرب من 99٪ من كثافتها القصوى النظرية.
يرتبط هذا التكثيف مباشرة بالقوة والصلابة النهائية للمادة. يؤدي التلبيد غير المكتمل إلى بنية أضعف وأكثر مسامية غير مناسبة للتطبيق المقصود.
نقطة التحول البلوري
تخضع الزركونيا لتحول طوري حرج من حالة بلورية أحادية الميل إلى حالة بلورية رباعية الزوايا عند درجات حرارة تتراوح بين 1100 درجة مئوية و 1200 درجة مئوية.
ومع ذلك، فإن مجرد الوصول إلى درجة حرارة التحول هذه لا يكفي. درجات حرارة التلبيد الأعلى بكثير، 1500 درجة مئوية وما فوق، مطلوبة لإكمال عملية التكثيف وإنشاء بنية نهائية مستقرة وقوية.
تفكيك دورة التلبيد
التركيز فقط على درجة الحرارة القصوى هو خطأ شائع. منحنى درجة الحرارة بأكمله - الصعود، التثبيت، والتبريد - أمر بالغ الأهمية للنجاح.
معدل الصعود (معدل التسخين)
معدل زيادة درجة حرارة الفرن هو معلمة حاسمة. يوصي معظم مصنعي الزركونيا بزيادة حرارة بطيئة، تتراوح عادة بين 4 درجات مئوية و 10 درجات مئوية في الدقيقة.
قد يؤدي معدل الصعود السريع جدًا إلى إحداث إجهاد حراري في المادة، مما يؤدي إلى تشققات دقيقة ويضر بسلامة الجزء النهائي.
وقت التثبيت عند درجة الحرارة القصوى
بمجرد الوصول إلى درجة حرارة التلبيد المستهدفة، يجب الحفاظ عليها باستمرار لمدة محددة. يضمن "وقت التثبيت" هذا وصول المكون بأكمله إلى درجة حرارة موحدة وأن التكثيف الكامل يمكن أن يحدث في جميع أنحاء حجم المادة.
معدل التبريد
كما هو الحال مع التسخين، يتم التحكم في معدل التبريد أيضًا بعناية. تعد عملية التبريد البطيئة والمُدارة، خاصةً عندما تمر المادة مرة أخرى عبر نطاق 900 درجة مئوية، ضرورية لمنع الصدمة الحرارية والحفاظ على البنية البلورية المستقرة التي تم تحقيقها أثناء التلبيد.
فهم المتغيرات والمزالق
في حين أن هناك إرشادات عامة، فإن المعلمات الدقيقة لتلبيد الزركونيا ليست عالمية. يمكن لعدة عوامل أن تؤثر على العملية المثالية، ويمكن أن يؤدي الانحراف إلى نتائج دون المستوى الأمثل.
مواصفات الشركة المصنعة هي المفتاح
قد تتطلب التركيبات المختلفة للزركونيا، مثل تلك التي تتميز بشفافية متفاوتة للتطبيقات السنية، درجات حرارة ودورات تلبيد مختلفة قليلاً. ارجع دائمًا إلى تعليمات الشركة المصنعة المحددة للمادة التي تستخدمها.
تأثير الدورة غير الصحيحة
قد يؤدي حرق الزركونيا خارج المعلمات الموصى بها إلى عواقب وخيمة.
الحرق بدرجة حرارة منخفضة جدًا أو لفترة قصيرة جدًا يؤدي إلى تلبيد غير مكتمل، مما يؤدي إلى كثافة ضعيفة وقوة منخفضة ومسامية غير مقبولة.
قد يؤدي الحرق بدرجة حرارة عالية جدًا أو بمعدلات صعود غير صحيحة إلى نمو مفرط للحبوب، مما قد يضعف المادة بشكل مفارق أو يؤثر سلبًا على خصائصها الجمالية.
كيفية تحقيق تلبيد مثالي للزركونيا
لضمان نتائج متسقة وموثوقة، تعامل مع التلبيد كعملية كاملة ومتحكم فيها بدلاً من مجرد إعداد درجة حرارة واحدة.
- إذا كان تركيزك الأساسي هو أقصى قوة وكثافة: التزم بدقة بدرجة الحرارة القصوى الموصى بها من الشركة المصنعة، وعادة ما تكون حوالي 1500-1550 درجة مئوية، وتأكد من معدل صعود بطيء ومتحكم فيه.
- إذا كنت تقوم باستكشاف أخطاء النتائج الضعيفة (على سبيل المثال، الكسور أو القوة المنخفضة): تحقق ليس فقط من درجة الحرارة القصوى ولكن من دورة التسخين والتبريد بأكملها، حيث أن معدلات الصعود غير الصحيحة هي مصدر شائع للخطأ.
- إذا كنت تعمل بمادة زركونيا جديدة: لا تفترض أبدًا أن الدورة القياسية ستكون كافية؛ ابدأ دائمًا بالتعليمات المحددة المقدمة لهذا التركيب المعين.
في نهاية المطاف، يتطلب إتقان تلبيد الزركونيا التعامل معه كملف تعريف حراري كامل، وليس مجرد رقم مستهدف.
جدول ملخص:
| المعلمة | النطاق النموذجي | الوظيفة الرئيسية |
|---|---|---|
| درجة حرارة التلبيد القصوى | 1400 درجة مئوية - 1600 درجة مئوية (عادة 1500 درجة مئوية - 1550 درجة مئوية) | يدفع التكثيف النهائي والقوة |
| معدل الصعود (التسخين) | 4 درجات مئوية - 10 درجات مئوية في الدقيقة | يمنع الإجهاد الحراري والتشققات الدقيقة |
| وقت التثبيت | حسب مواصفات الشركة المصنعة | يضمن درجة حرارة موحدة وتكثيفًا كاملاً |
| معدل التبريد | بطيء ومتحكم فيه، خاصة أقل من 900 درجة مئوية | يمنع الصدمة الحرارية ويحافظ على البنية |
احصل على نتائج تلبيد زركونيا مثالية في كل مرة مع KINTEK.
تم تصميم أفران المختبرات عالية الدقة لدينا لتوفير التحكم الدقيق في درجة الحرارة والتسخين الموحد المطلوب لدورة تلبيد الزركونيا الحرجة (1400 درجة مئوية - 1600 درجة مئوية). سواء كنت في مجال السيراميك السني، أو المكونات الصناعية، أو أبحاث المواد المتقدمة، فإن معدات KINTEK الموثوقة تضمن أقصى قدر من الكثافة والقوة لأجزاء الزركونيا الخاصة بك.
دعنا نساعدك في تحسين عمليتك. اتصل بخبراء التلبيد لدينا اليوم للحصول على استشارة شخصية واكتشف الفرق الذي تحدثه KINTEK في أداء المختبر.
دليل مرئي
المنتجات ذات الصلة
- فرن سيراميك تلبيد الزركونيوم البورسلين السني بجانب الكرسي مع محول
- فرن ضغط فراغ لتلبيد السيراميك البورسلين الزركونيوم لطب الأسنان
- فرن تفحيم الخزف السني بالشفط
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
يسأل الناس أيضًا
- ماذا يفعل التلبيد (Sintering) للزركونيا؟ إطلاق العنان لإمكاناتها الكاملة من حيث القوة والجماليات
- ما هي عملية التلبيد في طب الأسنان؟ تحويل "الطباشير" المطحون إلى ترميمات أسنان متينة
- ما هي خصائص أجزاء الزركونيا السنية التي تتأثر بدرجة حرارة التلبيد؟ الدقة الحرارية الرئيسية
- ما هي عملية تكليس الزركونيا؟ المفتاح للترميمات السنية المتينة والدقيقة
- ما هو انكماش الزركونيا أثناء التلبيد؟ إتقان التغير البعدي بنسبة 20-25٪



















