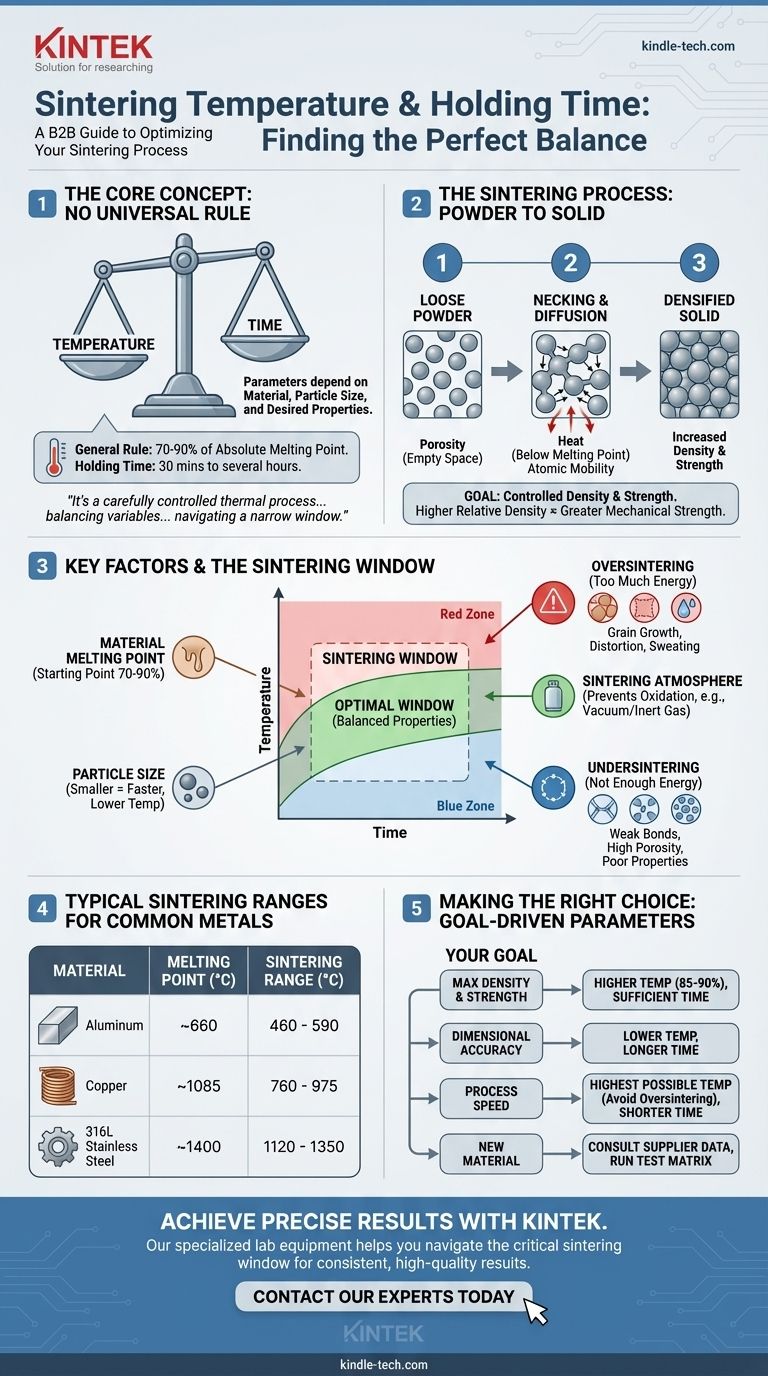
لا توجد درجة حرارة واحدة عالمية ووقت تثبيت للتلبيد. تعتمد هذه المعلمات بشكل حاسم على المادة المحددة التي تتم معالجتها، وحجم جزيئات المسحوق، والخصائص النهائية المطلوبة للمكون، مثل كثافته وقوته. كقاعدة عامة، تتراوح درجة حرارة التلبيد للمعدن عادةً بين 70% و 90% من نقطة انصهاره المطلقة، بينما يمكن أن يتراوح وقت التثبيت من 30 دقيقة إلى عدة ساعات.
التلبيد لا يتعلق بتحقيق رقم سحري واحد لدرجة الحرارة والوقت. إنها عملية حرارية يتم التحكم فيها بعناية حيث توازن بين هذين المتغيرين مقابل مادتك المحددة لتحقيق كثافة وقوة مستهدفة، وتتنقل في نافذة ضيقة بين رابط غير مكتمل وجزء مشوه.
هدف التلبيد: إنشاء مادة صلبة من المسحوق
التلبيد هو عملية تصنيع دقيقة تحول مجموعة من جزيئات المسحوق السائبة إلى كتلة صلبة ومتماسكة. يتم تحقيق ذلك باستخدام الحرارة تحت نقطة انصهار المادة.
الآلية: الانتشار الذري و "التضييق"
في درجات الحرارة العالية، تصبح الذرات في جزيئات المسحوق شديدة الحركة. تهاجر عبر أسطح الجزيئات المتجاورة، مما يخلق جسورًا فيزيائية صغيرة أو "أعناقًا" عند نقاط التلامس.
مع استمرار العملية، تنمو هذه الأعناق أوسع. تتقارب الجزيئات، مما يقلل من المساحة الفارغة (المسامية) بينها ويزيد من الكثافة الكلية وقوة المكون.
النتيجة المرجوة: كثافة وقوة محكمة
الهدف الأساسي من التلبيد هو تحقيق كثافة نسبية محددة - كثافة الجزء النهائية مقارنة بالمادة الصلبة غير المسامية. ترتبط الكثافة النسبية الأعلى دائمًا تقريبًا بقوة ميكانيكية أكبر.
سيظل الجزء النهائي يحتوي على بعض المسامية المجهرية، ولكن أبعاده ستكون دقيقة جدًا ويمكن التنبؤ بها إذا تم التحكم في العملية بشكل صحيح.
العوامل الرئيسية التي تحدد معلمات التلبيد
درجة الحرارة والوقت "الصحيحان" هما نتيجة للموازنة بين عدة عوامل متفاعلة. فهم هذه المتغيرات هو المفتاح لتحقيق نتيجة ناجحة.
نقطة انصهار المادة
هذا هو العامل الأكثر أهمية. قاعدة 70-90% هي نقطة البداية لأي تطوير لعملية التلبيد.
- للألومنيوم (نقطة الانصهار ~660 درجة مئوية): يحدث التلبيد عادة بين 460 درجة مئوية و 590 درجة مئوية.
- للنحاس (نقطة الانصهار ~1085 درجة مئوية): يحدث التلبيد عادة بين 760 درجة مئوية و 975 درجة مئوية.
- للفولاذ المقاوم للصدأ 316L (نقطة الانصهار ~1400 درجة مئوية): يحدث التلبيد عادة بين 1120 درجة مئوية و 1350 درجة مئوية.
حجم وشكل الجسيمات
الجسيمات الأصغر لها نسبة مساحة سطح إلى حجم أعلى بكثير. وهذا يوفر المزيد من الطاقة لدفع عملية الانتشار، مما يسمح بحدوث التلبيد بشكل أسرع وعند درجة حرارة أقل مقارنة بالجسيمات الأكبر.
وقت التثبيت (وقت الإقامة)
وقت التثبيت هو المدة التي يتم فيها الاحتفاظ بالجزء عند ذروة درجة حرارة التلبيد. درجة الحرارة والوقت لهما علاقة عكسية.
يمكن لدرجة حرارة أقل غالبًا أن تحقق نفس الكثافة مثل درجة حرارة أعلى إذا زاد وقت التثبيت بشكل كبير. غالبًا ما تستخدم هذه المقايضة لمنع التشوه في الأجزاء الحساسة.
جو التلبيد
تتأكسد معظم المعادن بسرعة في درجات الحرارة العالية. لذلك يتم إجراء التلبيد في جو متحكم فيه، عادةً فراغ أو تدفق من غاز خامل (مثل الأرجون أو النيتروجين)، لمنع هذا الأكسدة وضمان الترابط النظيف بين الجسيمات.
فهم المقايضات: نافذة التلبيد
يكمن النجاح في التلبيد في العمل ضمن نافذة معالجة مثالية. يؤدي الانحراف عن هذه النافذة إلى فشل يمكن التنبؤ به.
التلبيد الناقص: طاقة غير كافية
إذا كانت درجة الحرارة منخفضة جدًا أو الوقت قصيرًا جدًا، فسيكون الانتشار الذري غير مكتمل. ستكون الأعناق بين الجسيمات ضعيفة وغير متطورة.
ينتج عن ذلك جزء هش ومسامي للغاية ذو خصائص ميكانيكية ضعيفة. سيفشل المكون في تلبية مواصفات القوة المطلوبة.
التلبيد الزائد: طاقة مفرطة
إذا كانت درجة الحرارة مرتفعة جدًا أو الوقت طويلًا جدًا، تبدأ التأثيرات السلبية في السيطرة. يمكن أن تنمو حبيبات المادة بشكل مفرط، مما يقلل بشكل متناقض من قوتها ومتانتها.
في الحالات القصوى، قد ترى تشوهًا، أو تقرحًا، أو حتى انصهارًا جزئيًا، وهو عيب يُعرف باسم التعرق. هذا يدمر الدقة الأبعاد وسلامة الجزء.
اتخاذ الخيار الصحيح لهدفك
تُحدد المعلمات المثلى من خلال هدفك النهائي. استخدم هدفك لتوجيه عملية اتخاذ القرار عند تطوير دورة تلبيد.
- إذا كان تركيزك الأساسي هو أقصى كثافة وقوة: ستعمل عند الحد الأعلى من نطاق درجة حرارة التلبيد للمادة (مثل 85-90% من نقطة الانصهار) مع وقت كافٍ لتقليل المسامية.
- إذا كان تركيزك الأساسي هو الحفاظ على الميزات الدقيقة والدقة الأبعاد: يجب عليك استخدام درجة حرارة أقل لفترة أطول لتقليل خطر نمو الحبيبات، أو الترهل، أو التشوه.
- إذا كان تركيزك الأساسي هو سرعة العملية والإنتاجية: يجب عليك العمل عند أعلى درجة حرارة ممكنة تتجنب عيوب التلبيد الزائد لتقليل وقت التثبيت المطلوب.
- إذا كنت تبدأ بمادة جديدة: ابدأ دائمًا بالرجوع إلى ورقة بيانات مورد المسحوق، ثم قم بإجراء مصفوفة اختبار صغيرة لتقييم كيفية تصرف المادة في فرنك المحدد.
في النهاية، إتقان التلبيد يتعلق بضبط درجة الحرارة والوقت بشكل منهجي لتحقيق الخصائص المادية الدقيقة التي يتطلبها تطبيقك.
جدول الملخص:
| المادة | نقطة الانصهار (درجة مئوية) | نطاق التلبيد النموذجي (درجة مئوية) |
|---|---|---|
| الألومنيوم | ~660 | 460 - 590 |
| النحاس | ~1085 | 760 - 975 |
| الفولاذ المقاوم للصدأ 316L | ~1400 | 1120 - 1350 |
حقق كثافة وقوة دقيقة في مكوناتك الملبدة بخبرة KINTEK.
تم تصميم معداتنا ومستهلكاتنا المختبرية المتخصصة لمساعدتك على التنقل في نافذة التلبيد الحرجة - موازنة درجة الحرارة والوقت لتجنب التلبيد الناقص أو الزائد. سواء كنت تعمل مع معادن مثل الألومنيوم أو النحاس أو الفولاذ المقاوم للصدأ، توفر KINTEK الحلول والدعم الموثوقين الذي تحتاجه للحصول على نتائج متسقة وعالية الجودة.
اتصل بخبرائنا اليوم لمناقشة متطلبات التلبيد الخاصة بك واكتشاف كيف يمكننا تحسين عمليتك لتحقيق أقصى قدر من الكفاءة والأداء.
دليل مرئي