الطريقة الأكثر شيوعًا وفعالية للحام الألومنيوم بالنحاس هي عملية خالية من التدفق تُعرف باسم اللحام بالنحاس في الفراغ. تُجرى هذه التقنية في غرفة تفريغ عالية وتستخدم نوعًا معينًا من معدن الحشو، عادةً سبيكة الألومنيوم والسيليكون (Al-Si). وهي مصممة خصيصًا للتغلب على التحدي الأكبر الوحيد في ربط الألومنيوم: طبقة أكسيد السطح المستقرة والوقائية.
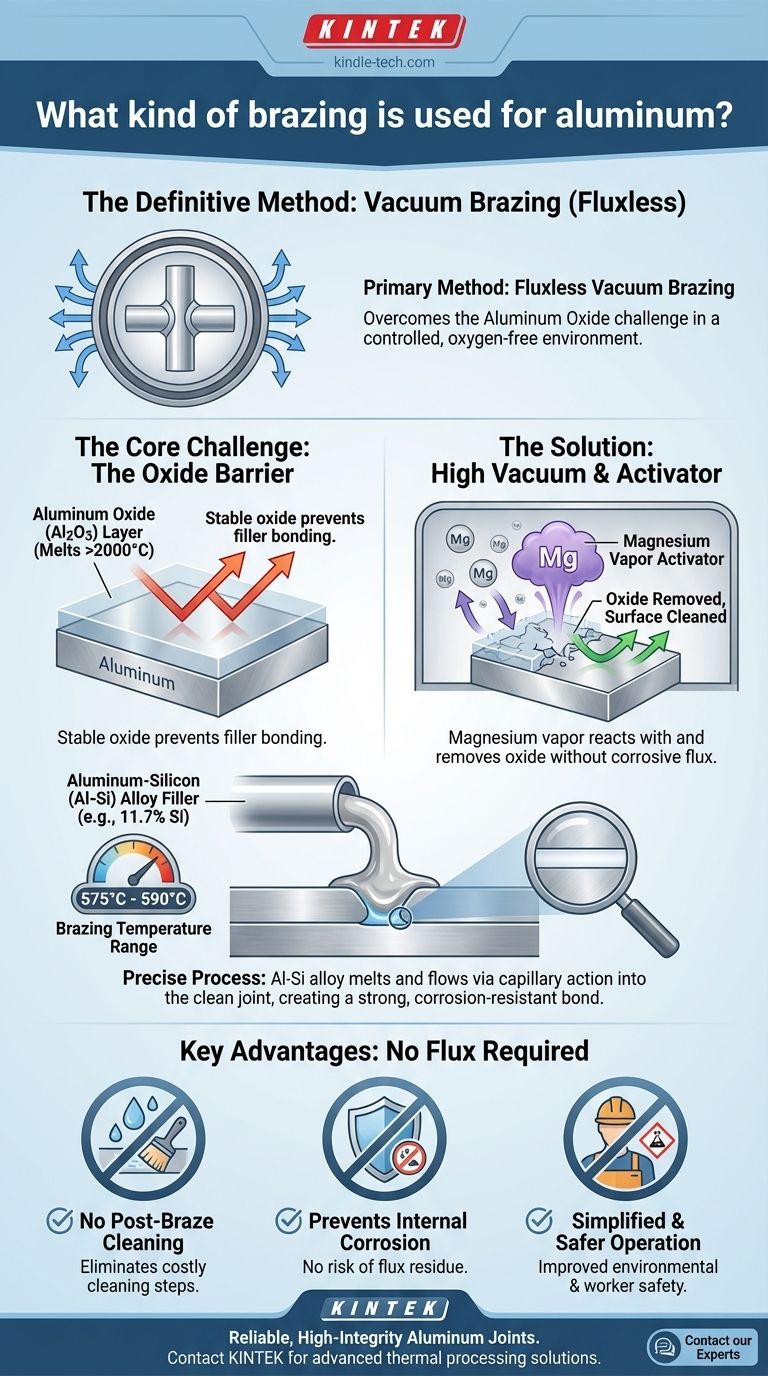
التحدي الأساسي في لحام الألومنيوم بالنحاس هو طبقة الأكسيد العنيدة (Al2O3)، التي تمنع معدن الحشو من الالتصاق. يحل اللحام بالنحاس في الفراغ هذه المشكلة باستخدام فراغ عالٍ ومنشط معدني، مثل المغنيسيوم، لإزالة طبقة الأكسيد، مما يتيح وصلة قوية ونظيفة دون الحاجة إلى تدفقات كيميائية مسببة للتآكل.

التحدي الأساسي: التغلب على حاجز الأكسيد
لحام الألومنيوم بالنحاس ليس مثل لحام الفولاذ أو النحاس. تكمن الصعوبة بالكامل في كيمياء سطح المعدن.
مشكلة أكسيد الألومنيوم (Al2O3)
يتفاعل الألومنيوم فورًا مع الهواء لتشكيل طبقة كثيفة ومستقرة وشفافة من أكسيد الألومنيوم (Al2O3).
تتمتع طبقة الأكسيد هذه بنقطة انصهار تزيد عن 2000 درجة مئوية، وهي أعلى بكثير من معدن الألومنيوم الأساسي نفسه. تعمل هذه الطبقة كحاجز، مما يمنع معدن الحشو المنصهر من "الترطيب" والالتصاق بالألومنيوم الموجود تحته.
كيف يحل اللحام بالنحاس في الفراغ المشكلة
اللحام بالنحاس في الفراغ هو حل أنيق ومتعدد الجوانب مصمم خصيصًا للتغلب على طبقة أكسيد الألومنيوم دون اللجوء إلى المواد الكيميائية القاسية.
دور الفراغ العالي
تُجرى العملية في فرن تفريغ عند ضغوط ⁵⁻10 ملي بار أو أقل. تقلل هذه البيئة شديدة التحكم من وجود الأكسجين، مما يمنع أي أكسدة إضافية للأجزاء أثناء تسخينها إلى درجة حرارة اللحام بالنحاس.
وظيفة المنشط المعدني
للتعامل مع الأكسيد الموجود، يتم إدخال منشط معدني — غالبًا المغنيسيوم (Mg) — في العملية.
مع ارتفاع درجة حرارة الفرن، يتبخر المغنيسيوم. يتفاعل بخار المغنيسيوم هذا بنشاط مع طبقة أكسيد الألومنيوم، مما يؤدي إلى تكسيرها وتنظيف سطح المعدن الأساسي بشكل فعال.
معدن الحشو من الألومنيوم والسيليكون (Al-Si)
بعد إزالة حاجز الأكسيد، يمكن لمعدن الحشو أن يؤدي وظيفته. بالنسبة للألومنيوم، يكون هذا عادةً سبيكة الألومنيوم والسيليكون (Al-Si).
تتمتع هذه السبائك، التي تحتوي على 7% إلى 12% سيليكون، بنقطة انصهار أقل من الألومنيوم الأساسي. الخيار القياسي هو سبيكة Al-Si يوتكتيكية تحتوي على 11.7% سيليكون، والتي تنصهر عند 577 درجة مئوية بدقة.
بمجرد أن ينصهر، يتدفق هذا الحشو عن طريق الخاصية الشعرية إلى الوصلة، مما يخلق رابطة قوية ومتينة ومقاومة للتآكل عند التبريد.
فهم العملية ومزاياها
اللحام بالنحاس في الفراغ للألومنيوم (VAB) هو عملية صناعية دقيقة ذات فوائد مميزة على الطرق الأخرى.
التحكم الدقيق في درجة الحرارة
نافذة درجة حرارة اللحام بالنحاس ضيقة، تتراوح عادةً بين 575 درجة مئوية و 590 درجة مئوية. نقطة انصهار الحشو قريبة جدًا من نقطة انصهار المعدن الأساسي.
لذلك، تستخدم أفران التفريغ الحديثة مناطق تسخين متعددة للحفاظ على تجانس درجة الحرارة شديد الدقة، غالبًا ضمن ±5.5 درجة مئوية عبر حمولة العمل بأكملها.
الميزة الرئيسية: لا يتطلب تدفقًا
نظرًا لأن الفراغ ومنشط المغنيسيوم يتعاملان مع إزالة الأكسيد، فلا يلزم وجود تدفق لحام كيميائي. يوفر هذا العديد من الفوائد الرئيسية:
- لا حاجة للتنظيف بعد اللحام بالنحاس: يلغي الخطوة المعقدة والمكلفة لتنظيف بقايا التدفق المسببة للتآكل من الجزء النهائي.
- يمنع التآكل الداخلي: لا يوجد خطر من أن يتسبب التدفق المحبوس في تآكل خفي وفشل مبكر في التجميع النهائي.
- عملية مبسطة وأكثر أمانًا: يتجنب التعامل والتخلص من التدفقات الكيميائية العدوانية، مما يحسن السلامة البيئية وسلامة العمال.
جودة الوصلة الناتجة
تُعرف الوصلات الناتجة بجودتها العالية. فهي تظهر قوة ومتانة ومقاومة ممتازة للتآكل يمكن مقارنتها بالألومنيوم الأصلي. تطابق الألوان شبه مثالي أيضًا، مما يخلق مظهرًا نظيفًا وسلسًا.
اتخاذ الخيار الصحيح لتطبيقك
يعتمد اختيار طريقة الربط بالكامل على المتطلبات الفنية لمشروعك وحجمه وقيود التكلفة.
- إذا كان تركيزك الأساسي على الوصلات عالية التكامل والإنتاج الضخم: اللحام بالنحاس في الفراغ هو الخيار الأمثل للمكونات الحيوية مثل مبادلات الحرارة في السيارات، حيث يوفر اتساقًا وموثوقية لا مثيل لهما.
- إذا كان تركيزك الأساسي على تجنب الاستثمار الرأسمالي المرتفع: كن على دراية بأن اللحام بالنحاس في الفراغ يتطلب أفرانًا متخصصة، مما يجعله أقل ملاءمة للمهام الفردية أو النماذج الأولية حيث يمكن النظر في طرق أبسط تعتمد على التدفق.
- إذا كان تركيزك الأساسي على طول عمر المكون وأدائه: الطبيعة الخالية من التدفق للحام بالنحاس في الفراغ هي ميزة كبيرة، حيث إنها تقضي تمامًا على خطر الفشل المستقبلي الناجم عن التآكل الناتج عن التدفق.
من خلال فهم كيفية حل اللحام بالنحاس في الفراغ لمشكلة أكسيد الألومنيوم بشكل أساسي، يمكنك تحديد عملية تنتج تجميعات موثوقة وعالية الجودة بثقة.
جدول الملخص:
| الجانب الرئيسي | التفاصيل |
|---|---|
| الطريقة الأساسية | اللحام بالنحاس في الفراغ (بدون تدفق) |
| التحدي الأساسي | التغلب على طبقة أكسيد الألومنيوم (Al2O3) |
| آلية الحل | فراغ عالٍ + منشط المغنيسيوم (Mg) |
| معدن الحشو النموذجي | سبيكة الألومنيوم والسيليكون (Al-Si) (مثل 11.7% Si) |
| نطاق درجة حرارة اللحام بالنحاس | 575 درجة مئوية – 590 درجة مئوية |
| الميزة الرئيسية | لا يتطلب تدفقًا، مما يلغي التنظيف بعد اللحام بالنحاس وخطر التآكل |
هل تحتاج إلى وصلات ألومنيوم موثوقة وعالية التكامل لاحتياجات مختبرك أو إنتاجك؟
تتخصص KINTEK في حلول المعالجة الحرارية المتقدمة، بما في ذلك أنظمة ومواد اللحام بالنحاس في الفراغ. تضمن خبرتنا أن تحقق تجميعات الألومنيوم الخاصة بك أقصى قوة ومتانة ومقاومة للتآكل دون تعقيدات التدفق.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا دعم متطلبات اللحام بالنحاس المحددة لديك وتعزيز جودة منتجك.
دليل مرئي
المنتجات ذات الصلة
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن صغير لمعالجة الحرارة بالتفريغ وتلبيد أسلاك التنغستن
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن تفحيم بالغرافيت الفراغي IGBT فرن تجريبي للتفحيم
يسأل الناس أيضًا
- ما هي عيوب الأجزاء الملبدة؟ تجنب مشاكل الالتواء والتشقق والمسامية
- ما هي درجة حرارة تشغيل الفرن؟ من تدفئة المنزل إلى المعالجة الصناعية
- ما هي طرق تسخين اللحام الصلب؟ اختر الطريقة المناسبة لاحتياجات الإنتاج الخاصة بك
- ما هو التلبيد الفراغي؟ تحقيق نقاء وأداء لا مثيل لهما للمواد المتقدمة
- ما هو تفاعل التلبيد؟ تحويل المساحيق إلى مواد صلبة كثيفة دون صهر



















