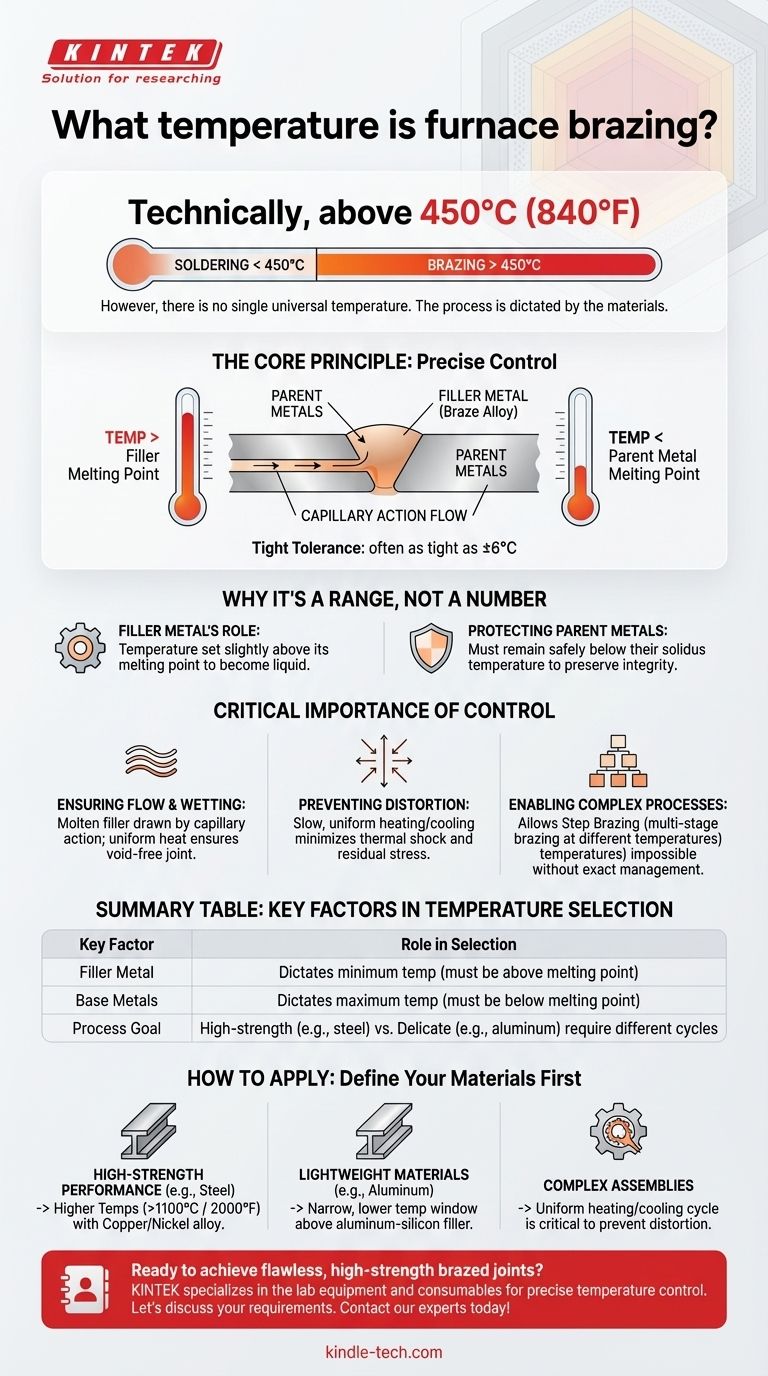
من الناحية الفنية، يحدث اللحام بالنحاس في الفرن عند أي درجة حرارة تزيد عن 450 درجة مئوية (840 درجة فهرنهايت). ومع ذلك، لا توجد درجة حرارة واحدة لهذه العملية. يتم تحديد درجة الحرارة الدقيقة بالكامل بواسطة معدن الحشو المحدد المستخدم ويجب أن تكون دائمًا أقل من نقطة انصهار المعادن الأساسية التي يتم ربطها. مفتاح النجاح في اللحام بالنحاس في الفرن ليس رقمًا محددًا، بل هو التحكم الدقيق في درجة الحرارة هذه، وغالبًا ما يكون ضمن تفاوت لا يتجاوز ±6 درجات مئوية.
المبدأ الأساسي للحام بالنحاس في الفرن لا يتعلق بالوصول إلى درجة حرارة عالمية، بل يتعلق باختيار معدن الحشو المناسب لموادك الأصلية ثم تنفيذ دورة تسخين وتبريد يتم التحكم فيها بدقة تنشط الحشو دون المساس بالأجزاء نفسها.

لماذا درجة الحرارة هي نطاق وليست رقمًا
فهم وظيفة درجة الحرارة أكثر أهمية من حفظ قيمة محددة. درجة حرارة اللحام بالنحاس هي متغير يتم اختياره بعناية في معادلة معقدة تتضمن مواد متعددة.
دور معدن الحشو
تعتمد العملية برمتها على معدن الحشو (أو سبيكة اللحام بالنحاس). يتم ضبط درجة حرارة الفرن لتكون أعلى قليلاً من نقطة انصهار هذه السبيكة المحددة. وهذا يسمح للحشو بأن يصبح سائلًا ويتدفق إلى المفصل.
حماية المعادن الأصلية
بشكل حاسم، يجب أن تظل درجة حرارة اللحام بالنحاس أقل بكثير من درجة حرارة التصلب (النقطة التي تبدأ عندها في الذوبان) للمعادن التي يتم ربطها. وهذا يضمن عدم تلف أو ذوبان المعادن الأصلية، مما يحافظ على سلامتها الهيكلية.
عتبة 450 درجة مئوية (840 درجة فهرنهايت)
علامة 450 درجة مئوية (840 درجة فهرنهايت) هي الخط الفاصل المعترف به دوليًا. تُعرّف عمليات ربط المعادن التي تستخدم معدن حشو أقل من هذه الدرجة بأنها لحام بالقصدير، بينما تُعرّف تلك التي تحدث فوقها بأنها لحام بالنحاس.
الأهمية الحاسمة للتحكم في درجة الحرارة
ترتبط مزايا اللحام بالنحاس في الفرن ارتباطًا مباشرًا بقدرته على إدارة الحرارة بدقة استثنائية. تعود الإشارات إلى التسخين الموحد، والحد الأدنى من التشوه، والجمع بين المعالجات الحرارية، كلها إلى هذا التحكم.
ضمان التدفق والترطيب المناسبين
بمجرد أن يصل الفرن إلى درجة الحرارة الصحيحة، يتم سحب معدن الحشو المنصهر عبر الفجوة الضيقة بين المعادن الأصلية بفعل الخاصية الشعرية. تضمن الحرارة المتسقة والموحدة أن يكون هذا التدفق كاملاً، مما يخلق مفصلًا قويًا وخاليًا من الفراغات.
منع التشوه والإجهاد
معدلات التسخين والتبريد البطيئة والموحدة هي سمات مميزة لعملية اللحام بالنحاس في الفرن. تقلل هذه الدورة الحرارية المتحكم فيها من خطر الصدمة الحرارية أو التشوه أو الإجهاد المتبقي في التجميع النهائي، وهو أمر بالغ الأهمية للمكونات عالية الدقة.
تمكين العمليات المعقدة
يسمح التحكم الدقيق في درجة الحرارة بتقنيات متقدمة. على سبيل المثال، يتضمن اللحام بالنحاس المتدرج ربط مكون بحشو عالي الحرارة، ثم إجراء لحام ثانٍ على نفس التجميع عند درجة حرارة أقل باستخدام سبيكة حشو مختلفة. سيكون هذا مستحيلًا بدون إدارة حرارية دقيقة.
فهم المفاضلات
على الرغم من فعاليته العالية، فإن اللحام بالنحاس في الفرن ليس حلاً عالميًا. تأتي مزاياه مع متطلبات وقيود محددة.
تكلفة المعدات الأولية العالية
تمثل الأفران الصناعية، وخاصة تلك التي تتمتع بقدرات التفريغ أو الأجواء المتحكم فيها، استثمارًا رأسماليًا كبيرًا. تم تصميم العملية لبيئات الإنتاج.
التحكم في الغلاف الجوي أمر لا غنى عنه
إحدى المزايا الرئيسية للعملية هي استخدام جو نظيف (مثل الفراغ أو الغاز الخامل) لمنع الأكسدة، مما يلغي الحاجة إلى التدفق. هذه فائدة قوية، ولكنها تعني أيضًا أن المعدات أكثر تعقيدًا وتتطلب مراقبة دقيقة.
الأكثر ملاءمة لأحجام الإنتاج
يتفوق اللحام بالنحاس في الفرن في إنتاج العديد من الأجزاء المتطابقة بنتائج قابلة للتكرار وعالية الجودة. وعادة ما لا تكون طريقة فعالة من حيث التكلفة أو عملية للإصلاحات الفردية أو أحجام الدفعات الصغيرة جدًا.
كيفية تطبيق هذا على مشروعك
بدلاً من طلب درجة حرارة واحدة، فإن النهج الفعال هو تحديد المواد والنتيجة المرجوة أولاً.
- إذا كان تركيزك الأساسي هو الأداء عالي القوة (مثل تجميعات الفولاذ): من المحتمل أن تتضمن عمليتك سبيكة حشو قائمة على النحاس أو النيكل، مما يتطلب درجات حرارة فرن يمكن أن تتجاوز 1100 درجة مئوية (2000 درجة فهرنهايت).
- إذا كان تركيزك الأساسي هو ربط المواد خفيفة الوزن (مثل الألومنيوم): ستعمل في نطاق درجة حرارة أقل وأضيق بكثير، يتم إدارته بعناية ليكون أعلى بقليل من نقطة انصهار حشو الألومنيوم والسيليكون.
- إذا كان تركيزك الأساسي هو تصنيع تجميعات معقدة: العامل الحاسم هو توحيد دورة التسخين والتبريد، مما يضمن وصول جميع الوصلات إلى درجة الحرارة المستهدفة دون ارتفاع درجة الحرارة أو تشويه المكونات الحساسة.
في النهاية، يعد اختيار درجة حرارة اللحام بالنحاس الصحيحة وظيفة هندسية دقيقة، مدفوعة بالمواد التي تنوي ربطها.
جدول الملخص:
| العامل الرئيسي | الدور في اختيار درجة الحرارة |
|---|---|
| معدن الحشو | يحدد الحد الأدنى لدرجة الحرارة (يجب أن يكون أعلى من نقطة انصهاره). |
| المعادن الأساسية | يحدد الحد الأقصى لدرجة الحرارة (يجب أن يكون أقل من نقطة انصهارها). |
| هدف العملية | تتطلب الوصلات عالية القوة (الفولاذ) مقابل المواد الحساسة (الألومنيوم) دورات حرارية مختلفة. |
هل أنت مستعد لتحقيق وصلات لحام بالنحاس خالية من العيوب وعالية القوة؟ التحكم الدقيق في درجة حرارة اللحام بالنحاس في الفرن هو مفتاح النجاح. في KINTEK، نحن متخصصون في معدات المختبرات والمواد الاستهلاكية التي تجعل هذه الدقة ممكنة. تساعد خبرتنا المختبرات والمصنعين على اختيار المواد والعمليات المناسبة لربط كل شيء من الفولاذ عالي الأداء إلى تجميعات الألومنيوم الحساسة. دعنا نناقش متطلبات مشروعك وكيف يمكننا دعم نجاحك في اللحام بالنحاس. اتصل بخبرائنا اليوم!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن معالجة حرارية بالفراغ من الجرافيت بدرجة حرارة 2200 درجة مئوية
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
يسأل الناس أيضًا
- ما هي عملية اللحام بالنحاس في المعالجة الحرارية؟ تحقيق جودة وصلات فائقة وكفاءة
- ما الفرق بين اللحام واللحام بالنحاس في الفراغ؟ اختر طريقة الربط الصحيحة لمشروعك
- ما هما معدنان مختلفان يمكن ربطهما معًا باللحام بالنحاس؟ شرح الفولاذ والنحاس
- ما هي عملية الفرن الفراغي؟ تحقيق النقاء والدقة في المعالجة ذات درجات الحرارة العالية
- ما هو أحد الأسباب التي تجعل اللحام بالنحاس (Brazing) مفضلاً على طرق الوصل الأخرى؟ وصل المواد المتباينة دون صهرها



















