نعم، يمكنك لحام الألمنيوم السميك، لكن العملية تختلف جوهريًا وتتطلب متطلبات أكبر من لحام الصفائح الرقيقة. تعمل كتلة المادة كمشتت حرارة قوي، مما يتطلب أساليب متخصصة مثل اللحام بالتفريغ أو اللحام في جو متحكم فيه لتوفير حرارة كافية وموحدة ولإدارة طبقة الأكسيد السطحية المستمرة التي تمنع الترابط الجيد.
التحدي الأساسي في لحام الألمنيوم السميك ليس عملية الربط نفسها، بل التغلب على الموصلية الحرارية العالية للمادة. يعتمد نجاحك كليًا على القدرة على تسخين منطقة المفصل بأكملها إلى درجة حرارة لحام موحدة قبل أن تتبدد الحرارة في بقية المكون.
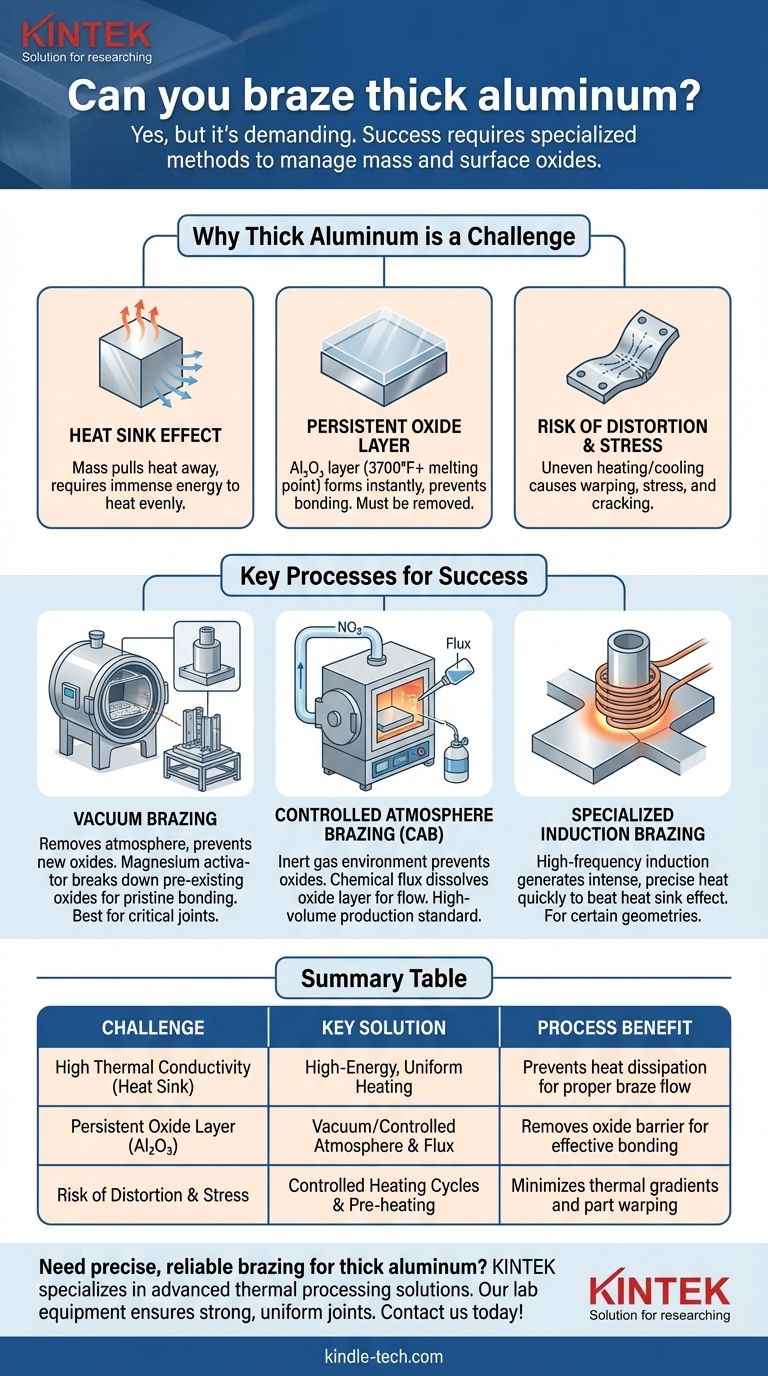
لماذا يمثل الألمنيوم السميك تحديًا فريدًا للحام
يتطلب الانضمام الناجح لأقسام الألمنيوم السميكة فهمًا عميقًا لخصائص مادته. إن الخصائص التي تجعل الألمنيوم مفيدًا - وزنه الخفيف وموصليته الحرارية - تصبح عقبات أثناء عملية اللحام.
تأثير بالوعة الحرارة
الألمنيوم السميك فعال بشكل استثنائي في سحب الحرارة بعيدًا عن المفصل. يعني تأثير "بالوعة الحرارة" هذا أن كمية هائلة من الطاقة مطلوبة للوصول إلى درجة حرارة اللحام اللازمة والحفاظ عليها عبر واجهة المفصل بأكملها. سيؤدي تطبيق الحرارة ببطء شديد أو بطاقة غير كافية إلى تبدد الحرارة في جسم الجزء بشكل أسرع مما يمكن أن يتراكم عند المفصل.
طبقة الأكسيد المستمرة
يشكل الألمنيوم على الفور طبقة صلبة وشفافة من أكسيد الألومنيوم (Al₂O₃) عند تعرضه للهواء. يبلغ الانصهار لهذه الأكسيد أكثر من 3700 درجة فهرنهايت (2072 درجة مئوية)، وهو أعلى بكثير من معدن الألومنيوم الأساسي نفسه. لكي ينجح اللحام، يجب إزالة طبقة الأكسيد هذه كيميائيًا أو ميكانيكيًا حتى يتمكن معدن الحشو من الترطيب والارتباط بالألمنيوم الخام الموجود تحته. تمنح أوقات التسخين الأطول المطلوبة للأقسام السميكة هذه الأكسيد فرصة أكبر للتكون وإعادة التكوين، مما يعقد العملية.
خطر التشوه والإجهاد
يؤدي ضخ حرارة هائلة في منطقة واحدة من مكون سميك وكبير بينما يظل الباقي باردًا إلى تكوين تدرجات حرارية كبيرة. يمكن أن يؤدي هذا التمدد والانكماش غير المتساوي إلى التواء وتشوه وإدخال إجهاد متبقي، مما قد يتسبب في تشقق الجزء عند تبريده.
العمليات الرئيسية للحام المقاطع السميكة
غالبًا ما يكون لحام الشعلة القياسي غير كافٍ للألمنيوم السميك. تتغلب العمليات الصناعية على هذه التحديات من خلال التحكم في كل من الحرارة والجو.
اللحام بالتفريغ
هذه طريقة فعالة للغاية للمكونات الحرجة. يتم تجميع الأجزاء باستخدام معدن الحشو ووضعها في فرن تفريغ. يمنع إزالة الجو تكوين أكاسيد جديدة. غالبًا ما يتم تضمين كميات صغيرة من منشط معدني، مثل المغنيسيوم (Mg)، في سبيكة الحشو. في التفريغ، يتبخر هذا المغنيسيوم ويفكك بقوة أي أكاسيد موجودة مسبقًا، مما يضمن سطحًا نقيًا ليرتبط به اللحام.
اللحام في جو متحكم فيه (CAB)
يعد CAB طريقة شائعة للإنتاج بكميات كبيرة. تمر الأجزاء عبر فرن مملوء بغاز خامل، عادة النيتروجين. يمنع هذا الجو الخالي من الأكسجين تكوين الأكسيد أثناء التسخين. يتم تطبيق صهارة كيميائية على المفصل قبل التسخين، والتي تذوب وتذيب بقوة طبقة الأكسيد، مما يسمح ل معدن الحشو المنصهر بالتدفق إلى المفصل عن طريق الخاصية الشعرية.
اللحام بالحث المتخصص
بالنسبة لبعض الأشكال الهندسية، يمكن أن يكون التسخين بالحث عالي التردد خيارًا قابلاً للتطبيق. تستخدم هذه الطريقة مجالًا مغناطيسيًا لتوليد حرارة شديدة بسرعة ودقة داخل المعدن نفسه. إذا كانت الطاقة كافية، فيمكنها تسخين منطقة المفصل بشكل أسرع من قدرة الحرارة على التوصيل بعيدًا، مما يسمح بإكمال اللحام في وقت قصير جدًا. يتطلب هذا تصميمًا دقيقًا للملف وتحكمًا دقيقًا في العملية.
فهم المفاضلات والمزالق الشائعة
حتى مع العملية الصحيحة، لا يضمن النجاح. الانتباه الدقيق للتفاصيل ضروري لمفصل سليم.
اختيار معدن الحشو المناسب
يجب أن تكون درجة انصهار معدن الحشو أقل من سبيكة الألومنيوم الأساسية. بالنسبة للمقاطع السميكة، يمكن أن يكون اختيار حشو ذي نطاق انصهار أوسع قليلاً (الفجوة بين بدء الذوبان وعندما يصبح سائلاً بالكامل) مفيدًا. يمكن أن تساعد هذه الحالة "الطينية" في ملء فجوات المفصل الأكبر التي قد تنتج عن التمدد الحراري للأجزاء الثقيلة.
أهمية تصميم المفصل
يعتمد اللحام على الخاصية الشعرية لسحب معدن الحشو المنصهر إلى الفراغ بين الجزأين. الفجوة، أو خلوص المفصل، أمر بالغ الأهمية. إذا كانت ضيقة جدًا، فلا يمكن للحشو أن يتغلغل. إذا كانت واسعة جدًا، يتم فقدان القوة الشعرية. بالنسبة للمقاطع السميكة، يجب تصميم هذه الخلوصات بدقة للحساب التمدد الحراري أثناء دورة التسخين.
الحاجة إلى التسخين المسبق
لتقليل الصدمة الحرارية والتشوه، غالبًا ما يكون تسخين التجميع بأكمله إلى درجة حرارة وسيطة ضروريًا. هذا يقلل من فرق درجة الحرارة بين المفصل وبقية الجزء، مما يسهل الوصول إلى درجة حرارة اللحام النهائية بشكل موحد ويمنع التشققات المتعلقة بالإجهاد أثناء التبريد.
اتخاذ الخيار الصحيح لتطبيقك
يجب أن يملي متطلبات مشروعك المحددة للجودة والحجم والتكلفة اختيارك لطريقة اللحام.
- إذا كان تركيزك الأساسي هو سلامة المفصل القصوى والأشكال المعقدة: اللحام بالتفريغ هو الخيار الأفضل، حيث يوفر أنظف وأقوى وأكثر الروابط موثوقية للتطبيقات الحرجة.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة وقابلية التكرار: يعتبر اللحام في جو متحكم فيه (CAB) هو المعيار الصناعي، حيث يوفر حلاً فعالاً وفعالاً من حيث التكلفة للتصنيع على نطاق واسع.
- إذا كان تركيزك الأساسي هو مفصل بسيط ومتاح على جزء سميك بشكل معتدل: قد يكون اللحام بالحث عالي الطاقة خيارًا سريعًا وفعالًا، بشرط أن تتمكن من تطوير عملية خاضعة للرقابة والتكرار بدرجة عالية.
من خلال إدارة الحرارة بشكل صحيح والتحكم في الجو، يمكنك إنشاء مفاصل لحام قوية وموثوقة حتى في مكونات الألمنيوم السميكة الأكثر تحديًا.
جدول الملخص:
| التحدي | الحل الرئيسي | فائدة العملية |
|---|---|---|
| الموصلية الحرارية العالية (بالوعة الحرارة) | تسخين عالي الطاقة وموحد | يمنع تبدد الحرارة من أجل تدفق اللحام المناسب |
| طبقة الأكسيد المستمرة (Al₂O₃) | التفريغ/الجو المتحكم فيه والصهارة | يزيل حاجز الأكسيد من أجل الترابط الفعال |
| خطر التشوه والإجهاد | دورات التسخين المتحكم فيها والتسخين المسبق | يقلل من التدرجات الحرارية والتواء الجزء |
هل تحتاج إلى لحام مكونات الألمنيوم السميكة بدقة وموثوقية؟ تتخصص KINTEK في حلول المعالجة الحرارية المتقدمة، بما في ذلك أنظمة اللحام بالتفريغ واللحام في جو متحكم فيه. تم تصميم معدات المختبر والمواد الاستهلاكية لدينا لتلبية الاحتياجات الصعبة للتطبيقات المخبرية والصناعية، مما يضمن مفاصل قوية وموحدة في المواد الصعبة. دع خبرائنا يساعدونك في تحقيق نتائج فائقة - اتصل بنا اليوم لمناقشة متطلبات اللحام المحددة الخاصة بك!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن جو متحكم فيه بدرجة حرارة 1700 درجة مئوية فرن جو خامل نيتروجين
- آلة التثبيت البارد بالفراغ لتحضير العينات
- معقم المختبر معقم بالبخار فراغ نابض معقم بالبخار مكتبي
- آلة فرن الضغط الساخن الفراغي للتصفيح والتسخين
يسأل الناس أيضًا
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار







