تحديد درجة حرارة اللحام بالنحاس الصحيحة هو مسألة ملاحظة، وليس تخمينًا. المؤشر البصري الأكثر موثوقية هو فلاكس اللحام. عندما يتوقف الفلاكس المطبق على قطعة العمل الخاصة بك عن الفقاعات ويصبح صافيًا وسائلاً تمامًا، مثل الماء، يكون المعدن الأساسي قد وصل إلى درجة الحرارة المناسبة لقبول معدن الحشو.
المبدأ الأساسي للحام بالنحاس هو تسخين المعادن الأساسية، وليس قضيب الحشو. يجب أن تكون الوصلة نفسها ساخنة بما يكفي لإذابة معدن الحشو عند التلامس، مما يسمح للخاصية الشعرية بسحبه للداخل للحصول على رابطة قوية. الفلاكس الخاص بك هو أدق مقياس حرارة لديك.

المبدأ الأساسي: دع المعدن الأساسي يقوم بالعمل
يخلق اللحام بالنحاس رابطة معدنية قوية، ولكن فقط عندما تتم إدارة درجة الحرارة وعملية التسخين بشكل صحيح. فهم "السبب" وراء العملية أمر بالغ الأهمية.
لماذا درجة الحرارة هي كل شيء
يعتمد اللحام الناجح على الخاصية الشعرية، وهي القوة التي تسحب معدن الحشو المنصهر إلى الفراغ الضيق بين قطع العمل الخاصة بك. لا يمكن أن يحدث هذا إلا عندما تكون أسطح المعادن الأساسية أكثر سخونة من نقطة انصهار الحشو الخاص بك.
إذا كان المعدن الأساسي باردًا جدًا، فإن قضيب الحشو سيذوب ببساطة من حرارة الشعلة، ويتجمع، ويفشل في التدفق إلى الوصلة. ينتج عن هذا رابطة ضعيفة بدون اختراق.
دور الشعلة
الغرض من الشعلة هو تسخين المعادن الأساسية بالتساوي وبشكل كامل. يجب ألا توجه اللهب أبدًا مباشرة إلى قضيب الحشو لإذابته.
فكر في المعدن الأساسي كالمقلاة ومعدن الحشو كالزبدة. تقوم بتسخين المقلاة، والمقلاة تذيب الزبدة بالتساوي على سطحها. لن توجه أبدًا شعلة لحام إلى قطعة زبدة في محاولة لتغطية مقلاة باردة.
قراءة الإشارات البصرية: الفلاكس واللون
عيناك هما أفضل أدوات لقياس درجة الحرارة. يجب أن تتعلم قراءة المؤشرين الأساسيين: حالة الفلاكس ولون المعدن الساخن.
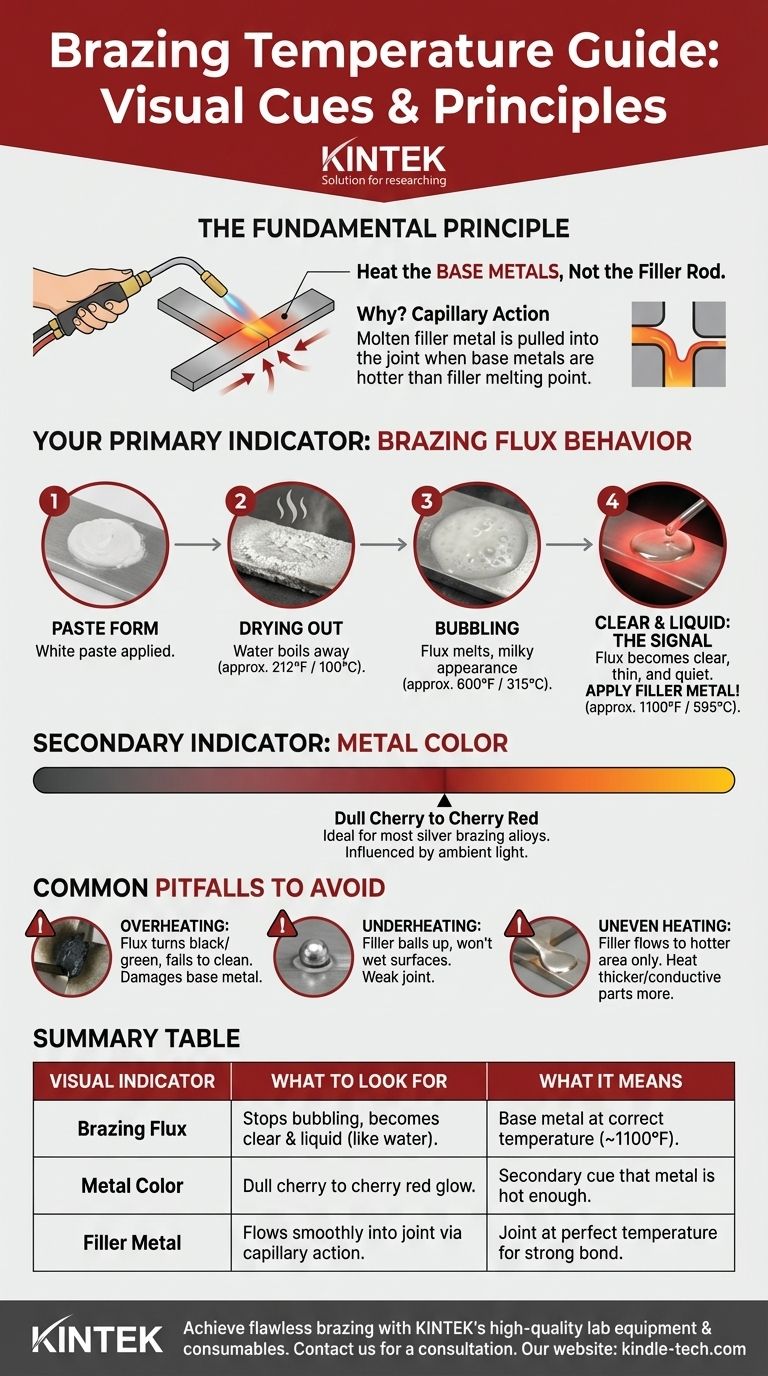
مؤشرك الأساسي: سلوك فلاكس اللحام بالنحاس
الفلاكس هو دليلك الأكثر موثوقية. يمر بعدة مراحل بصرية مميزة أثناء تسخينه، مما يوفر خريطة طريق واضحة لدرجة حرارة اللحام بالنحاس الصحيحة.
- شكل المعجون: يتم تطبيق الفلاكس كمعجون أبيض.
- الجفاف: مع تطبيق الحرارة، يغلي الماء في الفلاكس (حوالي 212 درجة فهرنهايت / 100 درجة مئوية)، تاركًا طبقة بيضاء جافة ومتقشرة.
- الفقاعات: مع ارتفاع درجة الحرارة أكثر (حوالي 600 درجة فهرنهايت / 315 درجة مئوية)، سيبدأ الفلاكس في الفقاعات والذوبان، ليأخذ مظهرًا حليبيًا.
- صافٍ وسائل: أخيرًا، عندما يقترب المعدن من درجة حرارة اللحام بالنحاس (حوالي 1100 درجة فهرنهايت / 595 درجة مئوية)، سيصبح الفلاكس صافيًا تمامًا ورقيقًا وهادئًا. سيبدو كطبقة من الماء على المعدن. هذه هي الإشارة لتطبيق معدن الحشو.
مؤشرك الثانوي: لون المعدن
اللون المرئي للمعدن الساخن هو أيضًا مؤشر مفيد، وإن كان أقل دقة. يمكن أن يتأثر مظهره بالإضاءة المحيطة في مساحة عملك.
بالنسبة لمعظم سبائك اللحام بالنحاس الفضي الشائعة، تبحث عن توهج أحمر كرزي باهت إلى أحمر كرزي في المعدن. إذا كان المعدن برتقاليًا أو أصفر ساطعًا، فمن المحتمل أنك تجاوزت درجة الحرارة اللازمة بكثير.
الأخطاء الشائعة التي يجب تجنبها
تحقيق درجة الحرارة الصحيحة هو عمل توازن. كل من السخونة الزائدة والبرودة الزائدة ستضر بسلامة وصلتك.
خطر السخونة الزائدة
تطبيق الكثير من الحرارة هو خطأ شائع يمكن أن يدمر عملك.
السخونة الزائدة تدمر الفلاكس، مما يجعله يتحول إلى اللون الأسود أو الأخضر. عند هذه النقطة، يفقد قدرته على تنظيف المعدن وحمايته من الأكسدة، مما يمنع الحشو من التدفق. يمكن أن يتلف أيضًا المعادن الأساسية نفسها.
مشكلة البرودة الزائدة
إذا لم تكن الوصلة ساخنة بما يكفي، فإن معدن الحشو لن "يبلل" الأسطح. سيرفض التدفق إلى الوصلة، وبدلاً من ذلك سيتجمع على السطح حيث تقوم بتطبيقه. هذا يخلق وصلة ضعيفة تفتقر إلى قوة اللحام بالنحاس الحقيقي.
خطأ التسخين غير المتساوي
يجب أن تصل القطعتان المراد وصلهما إلى درجة الحرارة المستهدفة في نفس الوقت. إذا كان جزء واحد أكثر سخونة من الآخر، فإن معدن الحشو سيتدفق حصريًا نحو المنطقة الأكثر سخونة، مما يحرم الجانب الأكثر برودة من الوصلة.
عند وصل معادن مختلفة السماكة أو الأنواع (مثل النحاس بالصلب)، ركز دائمًا المزيد من الحرارة على القطعة الأكثر سمكًا أو الأكثر توصيلًا حراريًا.
قائمة مرجعية عملية للحامك بالنحاس التالي
استخدم هذه الإرشادات لتشخيص المشكلات وضمان نتيجة ناجحة.
- إذا تجمع معدن الحشو ولم يتدفق: المعدن الأساسي الخاص بك ليس ساخنًا بما يكفي. أزل قضيب الحشو، واستمر في تسخين المعدن الأساسي حتى يصبح الفلاكس صافيًا وسائلاً تمامًا، ثم أعد إدخال القضيب.
- إذا تحول الفلاكس إلى اللون الأسود قبل تطبيق الحشو: أنت تسخن الوصلة بشكل زائد. أزل الحرارة، دع الوصلة تبرد قليلاً، واقترب من درجة الحرارة المستهدفة ببطء أكبر وبلهب ألطف.
- إذا كنت تلحم معادن غير متشابهة (على سبيل المثال، النحاس بالصلب): ركز معظم حرارتك على المعدن ذي الموصلية الحرارية العالية (النحاس في هذه الحالة) لضمان وصول القطعتين إلى درجة الحرارة في وقت واحد.
ثق في الفلاكس، سخّن الجزء وليس القضيب، وستحقق لحامًا نحاسيًا مثاليًا.
جدول الملخص:
| المؤشر البصري | ماذا تبحث عنه | ماذا يعني |
|---|---|---|
| فلاكس اللحام بالنحاس | يتوقف عن الفقاعات، يصبح صافيًا وسائلاً كالماء. | المعدن الأساسي عند درجة حرارة اللحام بالنحاس الصحيحة (حوالي 1100 درجة فهرنهايت / 595 درجة مئوية). |
| لون المعدن | توهج أحمر كرزي باهت إلى أحمر كرزي. | مؤشر ثانوي على أن المعدن ساخن بما يكفي (للحام بالنحاس الفضي). |
| معدن الحشو | يتدفق بسلاسة إلى الوصلة عبر الخاصية الشعرية. | الوصلة عند درجة الحرارة المثالية لرابطة قوية. |
احصل على وصلات لحام نحاسي خالية من العيوب وعالية القوة في كل مرة باستخدام المعدات والخبرة المناسبة.
تتخصص KINTEK في توفير معدات ومواد استهلاكية مخبرية عالية الجودة لجميع احتياجات المعالجة الحرارية الخاصة بك. سواء كنت في مجال البحث والتطوير أو التصنيع أو الصيانة، فإن مشاعل اللحام بالنحاس والأفران وحلول التحكم في درجة الحرارة لدينا مصممة لتوفير الدقة والموثوقية.
دعنا نساعدك على تحسين عملية اللحام بالنحاس للحصول على نتائج ممتازة. اتصل بخبرائنا اليوم للحصول على استشارة شخصية واكتشف كيف يمكن لـ KINTEK دعم نجاح مختبرك.
دليل مرئي