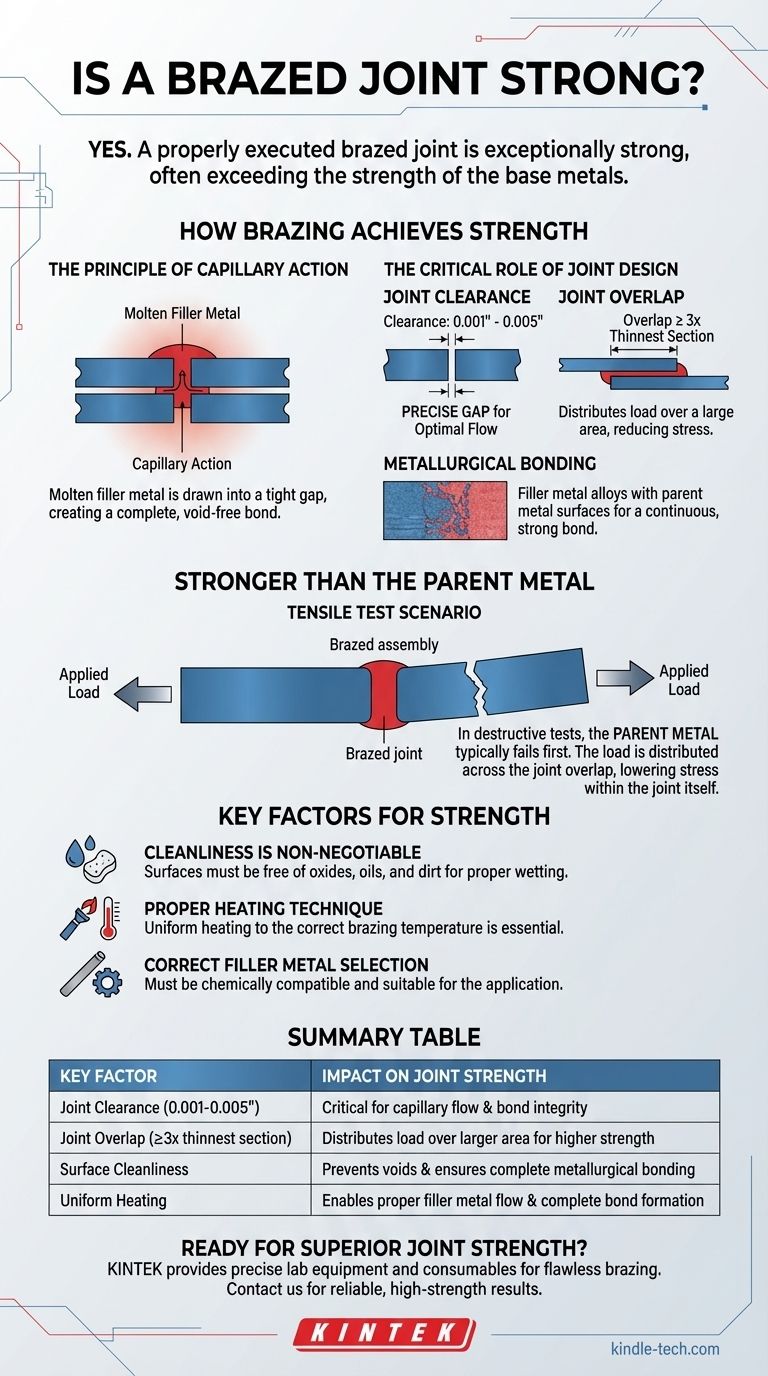
نعم، الوصلة الملحومة المنفذة بشكل صحيح قوية للغاية. في الواقع، عندما يتم تصميم الوصلة وإعدادها وتسخينها بشكل صحيح، فإن قوتها تتجاوز عادةً قوة المعادن الأساسية التي يتم ضمها. هذا يعني أنه في اختبار التدمير، غالبًا ما يفشل المعدن الأساسي قبل أن تنكسر الوصلة الملحومة نفسها.
قوة الوصلة الملحومة ليست نتيجة افتراضية؛ إنها نتيجة للهندسة الصحيحة. تعتمد العملية على ظاهرة تسمى الخاصية الشعرية لإنشاء رابطة كاملة وعالية القوة على مساحة سطح كبيرة، مما يجعل تصميم الوصلة بنفس أهمية عملية اللحام نفسها.
كيف يحقق اللحام قوته
تأتي القوة الملحوظة للوصلة الملحومة من التفاعل بين تصميم الوصلة، ومعدن الحشو، والمعادن الأساسية. الأمر لا يتعلق ببساطة بإذابة قضيب حشو بين قطعتين من المعدن.
مبدأ الخاصية الشعرية
يعمل اللحام عن طريق تسخين المعادن الأساسية (المعادن الأم) إلى درجة حرارة أعلى من درجة انصهار معدن الحشو المستخدم في اللحام.
يتم سحب معدن الحشو المنصهر بعد ذلك إلى الفراغ الضيق بين السطحين المتطابقين عن قرب عن طريق الخاصية الشعرية. يضمن هذا القوة الطبيعية توزيع معدن الحشو بالتساوي، مما يخلق رابطة كاملة وخالية من الفراغات.
الدور الحاسم لتصميم الوصلة
على عكس اللحام، فإن قوة اللحام تتناسب طرديًا مع مساحة سطح الرابطة. هناك عاملان بالغا الأهمية.
فجوة الوصلة (Joint Clearance): يجب أن تكون المسافة بين المعدنين الأم دقيقة. إذا كانت الفجوة واسعة جدًا، فإن الخاصية الشعرية ستكون ضعيفة أو غير موجودة. إذا كانت ضيقة جدًا، فلن يتمكن معدن الحشو من التدفق إلى الوصلة على الإطلاق. بالنسبة لمعظم معادن الحشو الشائعة، تتراوح هذه الفجوة عادةً بين 0.001 بوصة و 0.005 بوصة (0.025 مم إلى 0.127 مم).
تداخل الوصلة (Joint Overlap): قوة الوصلة هي دالة لمساحة القص الخاصة بها. قاعدة عامة جيدة هي تصميم الوصلة بتداخل يبلغ ثلاثة أضعاف سمك أرق جزء معدني على الأقل. يوزع هذا التداخل الحمل على مساحة كبيرة، مما يقلل الإجهاد على أي نقطة واحدة.
قوة الترابط المعدني
لا يعمل معدن الحشو كلاصق فحسب. أثناء عملية اللحام، يتحد معدن الحشو مع طبقة رقيقة من أسطح المعدن الأم. يؤدي هذا إلى إنشاء رابطة معدنية جديدة وقوية ومستمرة بين الأجزاء.
فهم ظاهرة "أقوى من المعدن الأم"
القول بأن الوصلة الملحومة يمكن أن تكون أقوى من المعادن التي يتم ضمها يتم إثباته باستمرار في الاختبارات المعملية والتطبيقات الواقعية.
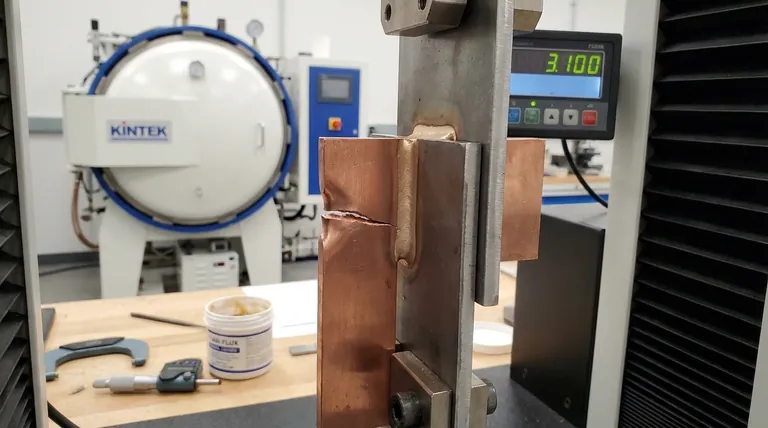
سيناريو اختبار الشد
عندما يتم وضع تجميع ملحوم بشكل صحيح تحت اختبار الشد (السحب)، نادرًا ما يحدث الفشل عند الوصلة الملحومة نفسها.
بدلاً من ذلك، فإن المعدن الأم المجاور للوصلة هو الذي يتمدد ويتشوه وينكسر أولاً. تظل الوصلة سليمة.
لماذا يحدث هذا
يتم توزيع الحمل المطبق على التجميع عبر مساحة السطح الكاملة لتداخل الوصلة. نظرًا لأن هذه المساحة كبيرة (بسبب قاعدة التداخل 3T)، فإن الإجهاد داخل الوصلة يكون أقل من الإجهاد في المقطع العرضي الأضيق للمعدن الأم.
في الأساس، أنت تسحب على رابطة عريضة وقوية، ويصبح أضعف رابط هو المادة الأساسية نفسها.
العوامل الرئيسية التي تحدد القوة
تحقيق هذا المستوى من القوة مشروط. تعتمد النتيجة النهائية كليًا على العملية.
النظافة أمر غير قابل للتفاوض
يجب أن تكون أسطح المعادن الأم نظيفة تمامًا. أي أكاسيد أو زيوت أو أوساخ ستمنع معدن الحشو من ترطيب السطح والتدفق بشكل صحيح، مما يؤدي إلى فراغات ووصلة ضعيفة بشكل كبير. يعد استخدام مادة صهر مناسبة أو جو متحكم فيه أمرًا ضروريًا لمنع الأكسدة أثناء التسخين.
تقنية التسخين الصحيحة
يجب تسخين كلا المعدنين الأم بشكل موحد إلى درجة حرارة اللحام الصحيحة. إذا كان أحد الأجزاء أسخن من الآخر، فإن معدن الحشو سوف يتدفق فقط نحو الجزء الأكثر سخونة، مما يخلق رابطة غير مكتملة.
اختيار معدن الحشو الصحيح
يجب أن يكون معدن الحشو متوافقًا كيميائيًا مع المعادن الأم ومناسبًا لتطبيق الاستخدام النهائي، مع الأخذ في الاعتبار عوامل مثل درجة حرارة الخدمة وإمكانية التآكل الجلفاني.
اتخاذ الخيار الصحيح لتطبيقك
استخدم هذه الإرشادات لتحديد ما إذا كان اللحام هو النهج الصحيح لمشروعك.
- إذا كان تركيزك الأساسي هو ضم معادن مختلفة أو أجزاء رقيقة الجدران وحساسة: اللحام خيار ممتاز بسبب درجة حرارة العملية المنخفضة، مما يقلل من التشوه والإجهاد الحراري.
- إذا كان تركيزك الأساسي هو أقصى قوة في وصلة يمكن تصميمها بشكل صحيح: توفر الوصلة الملحومة المنفذة بشكل صحيح قوة استثنائية تضاهي أو تتجاوز المواد الأساسية.
- إذا كنت بحاجة إلى ملء فجوات كبيرة وغير متجانسة أو تحتاج إلى أداء في درجات حرارة قصوى: من المرجح أن يكون اللحام عملية أكثر ملاءمة لاحتياجاتك، حيث يعتمد اللحام على خلوصات ضيقة وتضعف قوته مع اقتراب درجات الحرارة من درجة انصهار معدن الحشو.
في نهاية المطاف، يوفر اللحام طريقة ضم قوية وموثوقة عندما يتم احترام مبادئ تصميم الوصلة والتحكم في العملية.
جدول ملخص:
| العامل الرئيسي | التأثير على قوة الوصلة |
|---|---|
| فجوة الوصلة (0.001-0.005 بوصة) | حاسمة لتدفق الخاصية الشعرية وسلامة الرابطة |
| تداخل الوصلة (≥3x أرق جزء) | يوزع الحمل على مساحة أكبر لقوة أعلى |
| نظافة السطح | يمنع الفراغات ويضمن الترابط المعدني الكامل |
| التسخين الموحد | يمكّن تدفق معدن الحشو المناسب وتكوين رابطة كاملة |
هل أنت مستعد لتحقيق قوة وصلة فائقة في تطبيقاتك المعملية؟
في KINTEK، نحن متخصصون في توفير معدات المختبر والمواد الاستهلاكية الدقيقة اللازمة لعمليات اللحام الخالية من العيوب. تضمن خبرتنا حصولك على الأدوات المناسبة لتصميم الوصلة الصحيح، والتحكم في درجة الحرارة، وإعداد السطح - مما يساعدك على إنشاء وصلات ملحومة تتفوق باستمرار على المواد الأساسية.
اتصل بنا اليوم لمناقشة كيف يمكن لحلولنا أن تعزز تطبيقات الضم الخاصة بك وتقدم نتائج موثوقة وعالية القوة. تواصل مع خبرائنا للبدء!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- مواد الماس المطعمة بالبورون بتقنية الترسيب الكيميائي للبخار (CVD)
- قالب ضغط مختبر مربع للتطبيقات المعملية
- قطب مرجعي كالوميل كلوريد الفضة كبريتات الزئبق للاستخدام المخبري
- قالب ضغط دائري ثنائي الاتجاه للمختبر
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما



















