على الرغم من كونه طريقة ربط ممتازة، فإن اللحام بالنحاس ليس قابلاً للتطبيق عالميًا. تنبع عيوبه الأساسية من قيود القوة المتأصلة في معدن الحشو، والتحضير الدقيق المطلوب لإنشاء رابطة ناجحة، وقيود العملية التي يمكن أن تجعله غير مناسب لبعض بيئات الإنتاج عالية الحجم.
القيود الأساسية للحام بالنحاس هي أن خصائص الوصلة النهائية - قوتها ومقاومتها لدرجة الحرارة - تحددها مادة الحشو، وليس المواد الأصلية الأقوى. وهذا، بالإضافة إلى حساسيتها لنظافة السطح وتصميم الوصلة، يخلق مجموعة محددة من المفاضلات التشغيلية.

القيود 1: القوة المتأصلة ومقاومة درجة الحرارة
القيود الأساسية لوصلة اللحام بالنحاس هي أنها لا يمكن أن تكون أقوى من معدن الحشو المستخدم لإنشائها.
سقف معدن الحشو
على عكس اللحام، الذي يدمج المواد الأصلية، يستخدم اللحام بالنحاس سبيكة منفصلة ذات نقطة انصهار أقل لتعمل كمادة لاصقة. وهذا يعني أن قوة الشد للوصلة محدودة بقوة معدن الحشو هذا، والذي يكون دائمًا أقل من قوة المعادن الأساسية التي يتم ربطها.
غير مناسب للتطبيقات عالية الإجهاد
نظرًا لأن الحشو هو الحلقة الأضعف، فإن اللحام بالنحاس ليس هو الطريقة المفضلة بشكل عام للتطبيقات المعرضة لأحمال أو إجهادات عالية للغاية حيث يجب الحفاظ على القوة الكاملة للمادة الأصلية.
خدمة محدودة في درجات الحرارة العالية
تقتصر درجة حرارة خدمة المكون الملحوم بالنحاس على نقطة انصهار سبيكة الحشو. إذا كان المكون يعمل عند درجة حرارة تقترب من نقطة انصهار الحشو، فإن الوصلة ستفقد سلامتها وتفشل.
القيود 2: قيود العملية والإنتاج
تفرض عملية اللحام بالنحاس نفسها متطلبات صارمة يمكن أن تؤثر على سرعة الإنتاج وتعقيده.
الحاجة الماسة للنظافة
يعتمد اللحام بالنحاس على الخاصية الشعرية لسحب معدن الحشو المنصهر إلى الوصلة. يمكن أن يتم حظر هذا الإجراء تمامًا بواسطة الملوثات مثل الزيوت والشحوم والأكاسيد. لذلك، يجب تنظيف الأجزاء بدقة قبل اللحام بالنحاس، مما يضيف خطوة إلزامية وتستغرق وقتًا طويلاً إلى عملية التصنيع.
خلوص الوصلة الدقيق غير قابل للتفاوض
لكي تعمل الخاصية الشعرية بفعالية، يجب أن تكون الفجوة بين الجزأين المراد ربطهما دقيقة ومتسقة. الفجوة الواسعة جدًا ستمنع سحب الحشو، بينما الفجوة الضيقة جدًا يمكن أن تحد من تدفقه. وهذا يتطلب تفاوتات تصنيع صارمة.
دورات معالجة الدفعات البطيئة
كما هو مذكور في اللحام بالفرن والفراغ، غالبًا ما تتم العملية على دفعات. دورة تحميل الأجزاء، وإنشاء فراغ أو جو متحكم فيه، والتسخين، والتبريد، والتفريغ بطيئة بطبيعتها، مما يجعلها أقل ملاءمة للحفاظ على وتيرة خطوط الإنتاج عالية الحجم والمستمرة.
القيود 3: مشكلات المواد والتصميم المحتملة
بالإضافة إلى القوة والعملية، هناك اعتبارات مادية يجب وضعها في الاعتبار.
خطر التآكل الغلفاني
عند ربط معادن مختلفة، يمكن أن يؤدي الجمع بين مادتين أصليتين مختلفتين ومعدن حشو ثالث إلى إنشاء خلية غلفانية في وجود إلكتروليت (مثل الرطوبة). وهذا يمكن أن يؤدي إلى تآكل متسارع عند الوصلة، مما يضر بمتانتها على المدى الطويل.
الوصلات الكبيرة والمسطحة يمكن أن تكون إشكالية
يصعب تحقيق وصلة خالية من الفراغات على مساحة سطح كبيرة جدًا. من الصعب ضمان عمل التدفق أو الغلاف الجوي بشكل مثالي عبر المنطقة بأكملها وتدفق معدن الحشو بالتساوي إلى كل جزء من الوصلة.
فهم المفاضلات
من الأهمية بمكان النظر إلى هذه القيود ليس كإخفاقات، بل كمفاضلات متأصلة للمزايا الفريدة للحام بالنحاس.
حرارة أقل لتشوه أقل
تعد درجات حرارة العملية المنخفضة المستخدمة في اللحام بالنحاس (مقارنة باللحام) ميزة كبيرة. وهذا يقلل من التشوه الحراري والإجهاد المتبقي، مما يجعله مثاليًا لربط التجميعات الدقيقة أو ذات الجدران الرقيقة أو المعقدة التي قد تتلف بسبب الحرارة العالية.
ربط المواد غير المتشابهة
اللحام بالنحاس هو إحدى أفضل الطرق لربط المواد المختلفة جذريًا، مثل النحاس بالصلب أو السيراميك بالمعادن. قيود معدن الحشو هي الثمن المدفوع لهذه القدرة الفريدة.
إنشاء وصلات نظيفة ومقاومة للتسرب
ينتج عن التنظيف الدقيق والفجوات الدقيقة التي تتطلبها العملية وصلات عالية الجودة ونظيفة وغالبًا ما تكون محكمة الإغلاق مع القليل من الحاجة إلى التشطيب بعد المعالجة.
اتخاذ الخيار الصحيح لتطبيقك
في النهاية، "عيوب" اللحام بالنحاس هي عيوب فقط إذا تعارضت مع هدفك الأساسي.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة وأداء عالي الحرارة: يجب أن تفكر على الأرجح في عملية لحام تدمج المعادن الأساسية.
- إذا كان تركيزك الأساسي هو الإنتاج عالي السرعة وعالي الحجم: قد تكون عملية اللحام الآلي أو التثبيت الميكانيكي أكثر ملاءمة من دورات اللحام بالنحاس البطيئة.
- إذا كان تركيزك الأساسي هو ربط مواد مختلفة أو تجميعات معقدة بأقل تشوه حراري: فإن متطلبات العملية وقيود القوة للحام بالنحاس هي مفاضلات مقبولة لتحقيق هدفك.
يتطلب اختيار طريقة الربط الصحيحة فهم ليس فقط نقاط قوتها، ولكن أيضًا قيودها المتأصلة وكيف تتوافق مع متطلبات تطبيقك المحدد.
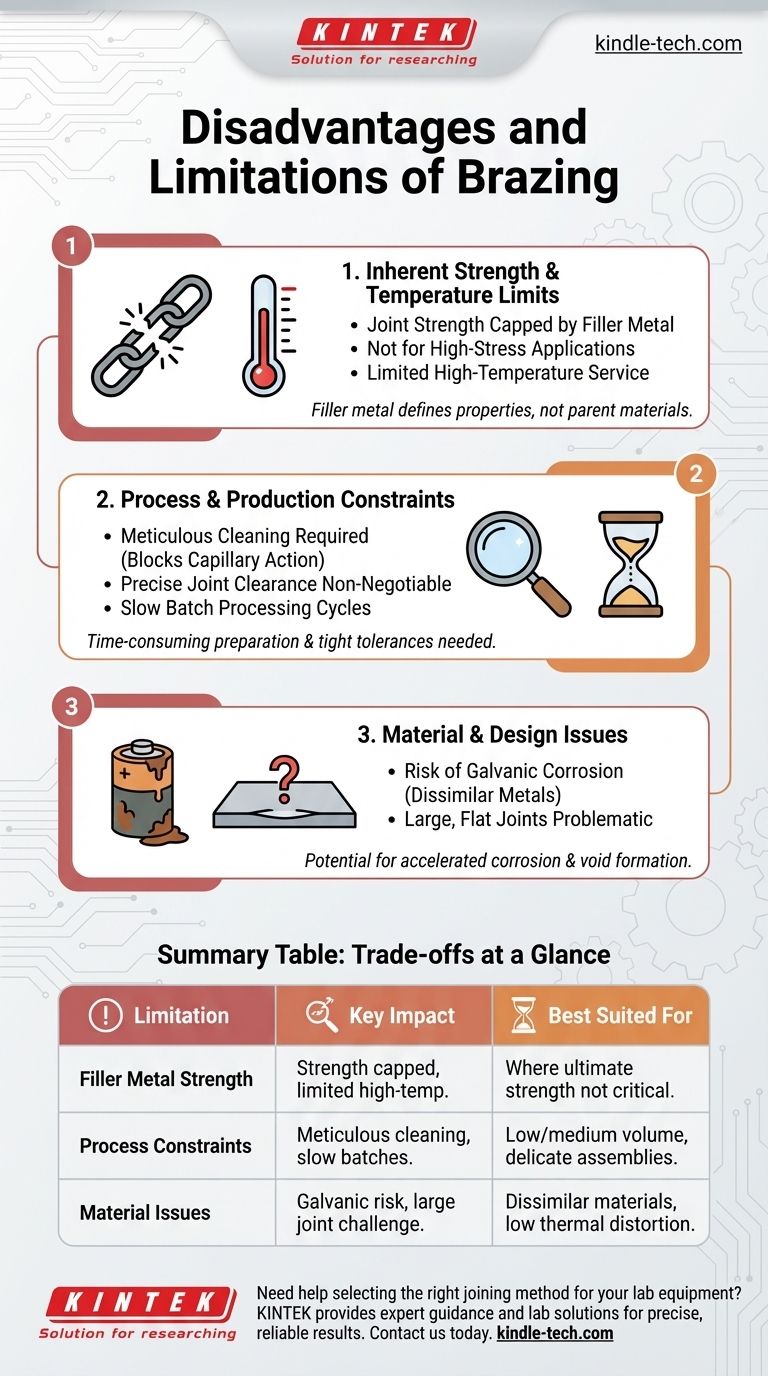
جدول الملخص:
| القيود | التأثير الرئيسي | الأكثر ملاءمة لـ |
|---|---|---|
| قوة معدن الحشو | قوة الوصلة محدودة بالحشو، وليس المعادن الأساسية. استخدام محدود في درجات الحرارة العالية. | التطبيقات التي لا تكون فيها القوة القصوى حرجة. |
| قيود العملية | تتطلب تنظيفًا دقيقًا، وفجوات وصلة دقيقة، ودورات دفعات بطيئة. | إنتاج منخفض إلى متوسط الحجم؛ تجميعات معقدة أو حساسة. |
| مشكلات المواد | خطر التآكل الغلفاني مع المعادن غير المتشابهة؛ تحدي للوصلات الكبيرة والمسطحة. | ربط المواد غير المتشابهة حيث يجب تقليل التشوه الحراري. |
هل تحتاج إلى مساعدة في اختيار طريقة الربط المناسبة لمعدات المختبرات الخاصة بك؟
يوفر اللحام بالنحاس فوائد فريدة للتجميعات الحساسة والمواد غير المتشابهة، ولكن فهم قيوده هو المفتاح لتطبيق ناجح. في KINTEK، نحن متخصصون في توفير معدات المختبرات والمواد الاستهلاكية المناسبة لدعم احتياجاتك الخاصة بالربط والتصنيع.
دع خبرائنا يرشدونك إلى الحل الأمثل لمشروعك.
اتصل بنا اليوم لمناقشة كيف يمكننا مساعدتك في تحقيق نتائج دقيقة وموثوقة.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- آلة ختم بطاريات الأزرار الكهربائية
- آلة التثبيت البارد بالفراغ لتحضير العينات
- أدوات قطع احترافية لورق الكربون، قماش الكربون، الحجاب الحاجز، رقائق النحاس والألومنيوم، والمزيد
يسأل الناس أيضًا
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟



