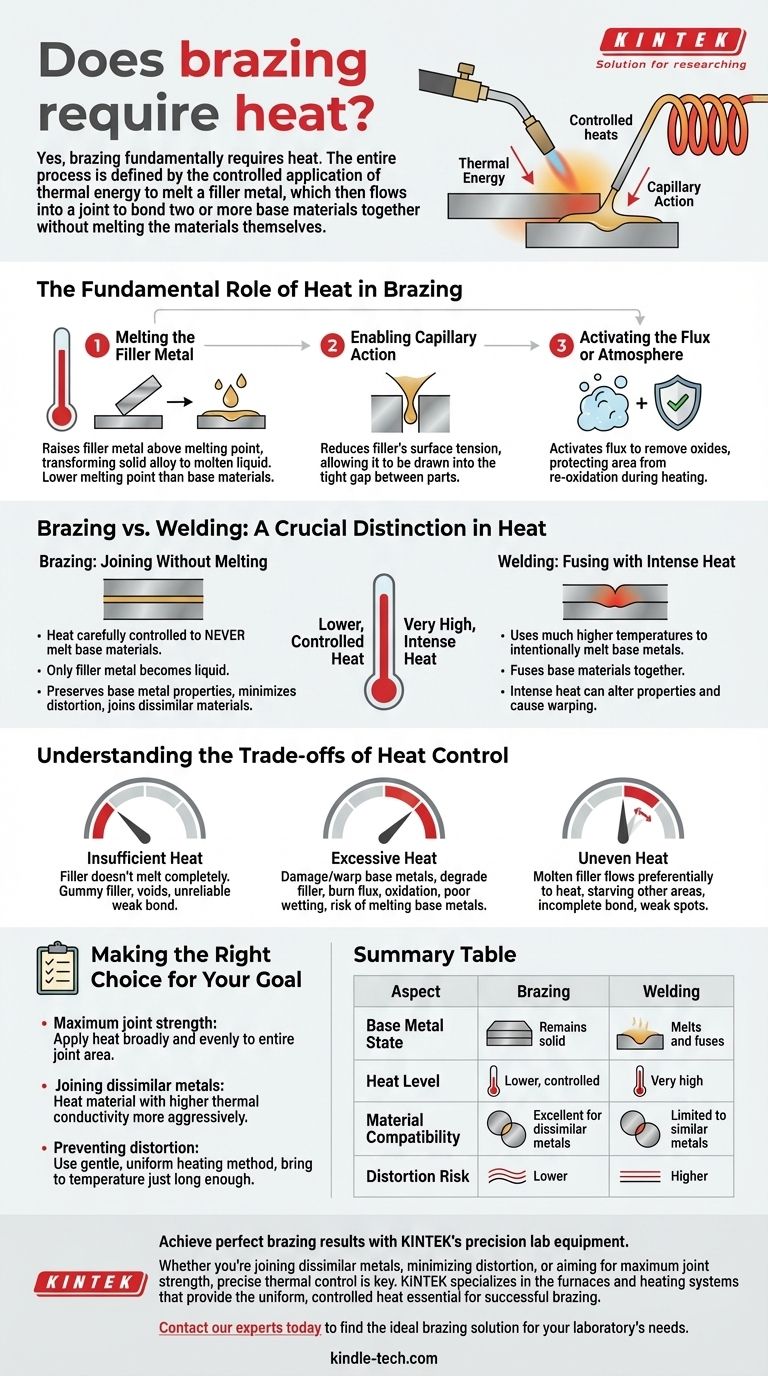
نعم، يتطلب اللحام بالنحاس (Brazing) الحرارة بشكل أساسي. تُعرّف العملية برمتها بالتطبيق المتحكم فيه للطاقة الحرارية لإذابة معدن حشو، والذي يتدفق بعد ذلك إلى وصلة لربط مادتين أساسيتين أو أكثر معًا دون إذابة المواد نفسها.
اللحام بالنحاس ليس مجرد تطبيق للحرارة؛ إنه يتعلق بالإدارة الحرارية الدقيقة. الهدف هو تسخين التجميع إلى درجة حرارة محددة - ساخنة بما يكفي لإذابة سبيكة الحشو ولكن باردة بما يكفي للحفاظ على المعادن الأساسية صلبة - مما يسمح للفيزياء بإنشاء رابطة قوية ودائمة.

الدور الأساسي للحرارة في اللحام بالنحاس
الحرارة هي المحفز الذي يمكّن الإجراءات الثلاثة الحاسمة لعملية اللحام بالنحاس. بدونها، لا يمكن تشكيل وصلة ملحومة بالنحاس.
إذابة المعدن الحشو
الغرض الأساسي من الحرارة هو رفع معدن الحشو فوق درجة حرارة انصهاره المحددة (نقطة السيولة). هذا يحول السبيكة الصلبة إلى سائل منصهر.
وفقًا للمبادئ المعدنية، تم تصميم معدن الحشو هذا عمدًا ليكون له نقطة انصهار أقل من المواد الأساسية التي يتم ربطها.
تمكين الخاصية الشعرية
بمجرد أن يصبح منصهرًا، يجب أن "يبلل" معدن الحشو السائل ويتحرك عبر أسطح المعادن الأساسية. تقلل الحرارة من التوتر السطحي للحشو، مما يسمح بسحبه إلى الفجوة الضيقة بين الأجزاء من خلال قوة تُعرف باسم الخاصية الشعرية.
هذا التدفق الشعري هو السمة المميزة للحام بالنحاس المنفذ بشكل صحيح، مما يضمن توزيع معدن الحشو بالتساوي في جميع أنحاء الوصلة للحصول على أقصى قوة.
تنشيط التدفق أو الغلاف الجوي
في معظم عمليات اللحام بالنحاس، يتم تطبيق تدفق كيميائي على الوصلة قبل التسخين. تنشط الحرارة هذا التدفق، مما يتسبب في إزالة الأكاسيد من المعادن الأساسية وحماية المنطقة من إعادة الأكسدة أثناء دورة التسخين.
في اللحام بالنحاس بالفرن، تعمل الحرارة مع جو متحكم فيه (مثل الهيدروجين أو النيتروجين) لأداء نفس وظيفة التنظيف والحماية هذه.
اللحام بالنحاس مقابل اللحام: تمييز حاسم في الحرارة
يصبح فهم كيفية استخدام الحرارة في اللحام بالنحاس أوضح عند مقارنته باللحام. بينما يربط كلاهما المعادن، فإن نهجهما للطاقة الحرارية مختلف جوهريًا.
اللحام بالنحاس: الربط بدون إذابة
في اللحام بالنحاس، يتم التحكم في الحرارة بعناية لعدم إذابة المواد الأساسية أبدًا. فقط معدن الحشو يصبح سائلًا.
يحافظ هذا النهج ذو درجة الحرارة المنخفضة على الخصائص الأصلية للمعادن الأساسية، ويقلل من التشوه، ويسمح بربط المواد غير المتشابهة (مثل النحاس بالصلب).
اللحام: الصهر بالحرارة الشديدة
يستخدم اللحام درجات حرارة أعلى بكثير لإذابة حواف المعادن الأساسية نفسها عمدًا. يتم صهر تجمعات المعادن الأساسية المنصهرة معًا، غالبًا مع إضافة مادة حشو.
ينتج عن ذلك وصلة تعد جزءًا معدنيًا من المكونات الأصلية، ولكن الحرارة الشديدة يمكن أن تغير خصائص المادة وتسبب تشوهًا كبيرًا.
فهم المفاضلات في التحكم في الحرارة
يعتمد نجاح وصلة اللحام بالنحاس كليًا على التطبيق الدقيق للحرارة. سيؤدي كل من الحرارة غير الكافية والمفرطة إلى الفشل.
خطر الحرارة غير الكافية
إذا لم يتم رفع التجميع إلى درجة الحرارة الصحيحة، فلن يذوب معدن الحشو بالكامل أو يتدفق بشكل صحيح. وينتج عن ذلك حشو "لزج" يفشل في اختراق الوصلة، مما يخلق فراغات ورابطة غير موثوقة وضعيفة.
خطر الحرارة الزائدة
الارتفاع المفرط في درجة الحرارة ضار بنفس القدر. يمكن أن يتلف أو يشوه المعادن الأساسية، ويقلل من الخصائص المعدنية لسبيكة الحشو، ويحرق التدفق الواقي قبل الأوان، مما يؤدي إلى الأكسدة وضعف التبلل. في الحالات القصوى، تخاطر بإذابة المعادن الأساسية، مما يهزم الغرض من اللحام بالنحاس.
مشكلة الحرارة غير المتساوية
إذا كان جزء واحد من الوصلة أكثر سخونة من الآخر، فسوف يتدفق الحشو المنصهر بشكل تفضيلي نحو الحرارة. يمكن أن يؤدي ذلك إلى تجويع مناطق أخرى من الوصلة، مما يؤدي إلى رابطة غير مكتملة مع نقاط ضعف كبيرة.
اتخاذ الخيار الصحيح لهدفك
التحكم في الحرارة هو المهارة الأكثر أهمية في اللحام بالنحاس. يجب أن تتوافق استراتيجية التسخين الخاصة بك مباشرة مع النتيجة المرجوة للجزء النهائي.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة: طبق الحرارة على نطاق واسع وبشكل متساوٍ على منطقة الوصلة بأكملها، مما يشجع الحشو على السحب بشكل موحد عبر الفجوة الشعرية الكاملة.
- إذا كان تركيزك الأساسي هو ربط معادن غير متشابهة: سخّن المادة ذات الموصلية الحرارية الأعلى بقوة أكبر بحيث يصل جانبا الوصلة إلى درجة حرارة اللحام بالنحاس في وقت واحد.
- إذا كان تركيزك الأساسي هو منع التشوه: استخدم طريقة تسخين لطيفة وموحدة وارفع درجة حرارة التجميع لفترة كافية فقط لضمان تدفق الحشو بالكامل.
في النهاية، الحرارة هي الأداة الأساسية التي تطلق عملية الربط المعدني الفريدة للحام بالنحاس.
جدول الملخص:
| الجانب | اللحام بالنحاس (Brazing) | اللحام (Welding) |
|---|---|---|
| حالة المعدن الأساسي | يبقى صلبًا | ينصهر ويندمج |
| مستوى الحرارة | أقل، متحكم فيه | مرتفع جدًا |
| توافق المواد | ممتاز للمعادن غير المتشابهة | محدود بالمعادن المتشابهة |
| خطر التشوه | أقل | أعلى |
حقق نتائج لحام بالنحاس مثالية باستخدام معدات مختبر KINTEK الدقيقة.
سواء كنت تربط معادن غير متشابهة، أو تقلل من التشوه، أو تهدف إلى أقصى قوة للوصلة، فإن التحكم الحراري الدقيق هو المفتاح. تتخصص KINTEK في الأفران وأنظمة التسخين التي توفر الحرارة الموحدة والمتحكم فيها الضرورية لنجاح اللحام بالنحاس.
دع خبرتنا في معدات المختبرات تساعدك على تحقيق روابط أقوى وأكثر موثوقية. اتصل بخبرائنا اليوم للعثور على حل اللحام بالنحاس المثالي لاحتياجات مختبرك.
دليل مرئي