يشار إلى الوصلة الملحومة بالنحاس مفرطة السخونة بأكثر وضوح من خلال مظهر المعدن الحشو وحالة المعدن الأساسي المحيط به. فبدلاً من وجود فيليه (fillet) لامع وناعم ونظيف، سترى سطحًا باهتًا ورماديًا ومساميًا وخشنًا. غالبًا ما يُظهر المعدن الأساسي نفسه علامات الأكسدة المفرطة، مثل القشور الداكنة والتقشر، مما يشير إلى تضرر سلامة الوصلة بشكل أساسي.
السخونة المفرطة ليست مشكلة تجميلية؛ بل هي علامة على فشل كيميائي ومعدني. إنها تشير إلى تدمير مادة التدفق (flux) وتضرر سبيكة الحشو، مما يؤدي إلى اتصال ضعيف وهش وغير موثوق به وعرضة للتسرب والفشل الهيكلي.

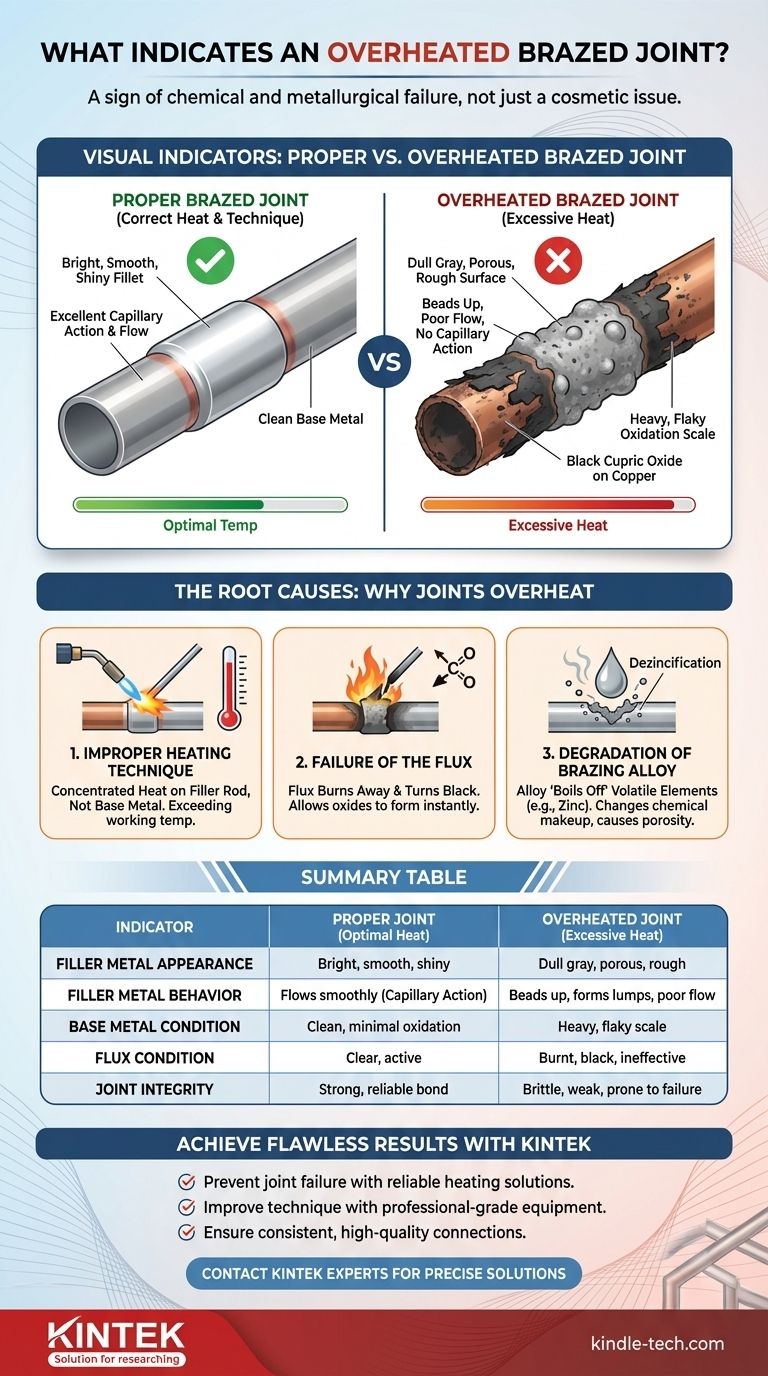
المؤشرات المرئية للوصلة مفرطة السخونة
يمكن التعرف بسهولة على اللحام المنفذ بشكل صحيح من خلال مظهره النظيف والناعم. تترك السخونة المفرطة مجموعة مميزة من الأدلة البصرية التي تشير إلى فشل الوصلة.
مظهر المعدن الحشو
العلامة الأكثر فورية هي سبيكة اللحام نفسها. ستحتوي الوصلة الجيدة على فيليه لامع وناصع وناعم يمتزج بدقة بين المعدنين الأساسيين.
الوصلة مفرطة السخونة ستتميز بمعدن حشو رمادي باهت أو حتى أسود. سيكون السطح خشنًا ومساميًا، وغالبًا ما يبدو متقشرًا أو بلوريًا بدلاً من أن يكون ناعمًا.
سلوك المعدن الحشو
يعتمد اللحام الصحيح على خاصية الشعيرات الدموية (capillary action)، حيث يتم سحب المعدن الحشو المنصهر بنظافة إلى الفراغ الضيق بين المعادن الأساسية.
عندما تكون الوصلة مفرطة السخونة، يفشل المعدن الحشو في التدفق بشكل صحيح. سيميل إلى التكتل أو تكوين كتل على السطح بدلاً من أن يُسحب إلى داخل الوصلة. يشير هذا إلى أن مادة التدفق قد تحللت ولم تعد تنظف أسطح المعدن.
حالة المعدن الأساسي
الضرر الناتج عن السخونة المفرطة يمتد إلى ما وراء الحشو. انتبه جيدًا للمعادن الأساسية المجاورة مباشرة للوصلة.
على أنابيب النحاس، على سبيل المثال، تخلق السخونة المفرطة قشرة سميكة ومتقشرة من أكسيد النحاسيك الأسود. يختلف هذا عن أكسيد النحاس الأحمر الرقيق للوصلة المسخنة بشكل صحيح. على الفولاذ، قد ترى تغيرًا لونيًا أزرق أو رماديًا كثيفًا بعيدًا عن منطقة الوصلة.
الأسباب الجذرية: لماذا تسخن الوصلات بشكل مفرط
يعد فهم ما يحدث على المستوى الكيميائي أمرًا أساسيًا لمنع نمط الفشل الشائع هذا. السخونة المفرطة هي نتيجة لتقنية سيئة، وليست مجرد مسألة وقت.
تقنية التسخين غير الصحيحة
السبب الأكثر شيوعًا هو سوء تطبيق الشعلة. يجب أن يكون التسخين واسعًا ومتساويًا ومركزًا على المعادن الأساسية، وليس على سبيكة اللحام نفسها.
عندما يتم تثبيت اللهب في مكان واحد لفترة طويلة جدًا أو يتم تركيزه مباشرة على قضيب اللحام، فإنك تتجاوز بسرعة نطاق درجة حرارة التشغيل لكل من مادة التدفق والسبيكة.
فشل مادة التدفق
مادة التدفق هي عامل كيميائي له نطاق محدد لدرجة حرارة التنشيط. وظيفتها هي تنظيف المعدن ومنع الأكسدة أثناء التسخين.
إذا قمت بتسخين الوصلة بشكل مفرط، فإنك تحرق مادة التدفق. سيتحول لون مادة التدفق إلى الأسود ويتوقف عن العمل، مما يسمح للأكاسيد بالتكون على الفور على المعدن الساخن. تخلق هذه الأكاسيد حاجزًا لا يمكن لسبيكة الحشو اختراقه، مما يمنع الترابط الصحيح.
تدهور سبيكة اللحام
سبائك اللحام هي خلطات معدنية مُعدة بعناية. يمكن للحرارة المفرطة أن تضر بهذا التركيب، غالبًا عن طريق "تبخير" العناصر الأكثر تطايرًا.
على سبيل المثال، في سبائك اللحام الشائعة القائمة على النحاس الأصفر، يمكن أن تتسبب السخونة المفرطة في تبخر الزنك من السبيكة (وهي عملية تُعرف باسم نزع الزنك (dezincification)). يغير هذا التركيب الكيميائي للسبيكة، ويقلل من قوتها، وغالبًا ما يخلق مسامية داخل الوصلة.
فهم المفاضلات: التحكم في الحرارة مقابل السرعة
قد يكون من المغري استخدام حرارة مفرطة لإكمال العمل بشكل أسرع. هذا خطأ حاسم يضحي بسلامة العمل.
إغراء "المزيد من الحرارة"
غالبًا ما يعتقد المبتدئون أن لهبًا أكثر سخونة أو وقت تسخين أطول سيضمن تدفق الحشو. إنهم يطبقون حرارة مكثفة ومباشرة، على أمل إجبار العملية على الحدوث بشكل أسرع.
العواقب: وصلة هشة وغير موثوقة
هذا النهج يحقق عكس النتيجة المرجوة. "السرعة" المكتسبة من السخونة المفرطة تأتي على حساب مباشر للقوة والموثوقية. تكون الوصلة الناتجة رديئة من الناحية الجمالية، وضعيفة هيكليًا، ومن شبه المؤكد أنها ستفشل تحت الضغط أو الاهتزاز.
التسخين الناقص: الجانب الآخر من العملة
على الرغم من أنه أقل تدميرًا، إلا أن التسخين الناقص يؤدي أيضًا إلى فشل الوصلة. إذا لم تكن المعادن الأساسية ساخنة بما فيه الكفاية، فلن تذوب سبيكة الحشو أو تتدفق بشكل صحيح، مما يخلق "وصلة باردة" تجلس ببساطة على السطح دون أي ترابط. الهدف هو نافذة درجة حرارة دقيقة، وليس مجرد "ساخن".
اتخاذ الخيار الصحيح لهدفك
تحقيق لحام مثالي يتعلق بالتحكم الدقيق في الحرارة. المؤشرات المرئية ليست مجرد علامات على وجود مشكلة؛ بل هي تغذية راجعة لمساعدتك في صقل تقنيتك.
- إذا كان تركيزك الأساسي هو القوة والموثوقية: إعطاء الأولوية للتسخين المتساوي للمعادن الأساسية والسماح لها بإذابة سبيكة الحشو، وعدم تسخين قضيب الحشو مباشرة باللهب.
- إذا كان تركيزك الأساسي هو مراقبة الجودة: درب عينيك على البحث عن فيليه لامع وناعم وشكل جيد، وارفض فورًا أي وصلة تبدو باهتة أو مسامية أو محاطة بقشور محترقة.
- إذا كان تركيزك الأساسي هو التعلم والممارسة: استخدم مادة التدفق كمؤشر لدرجة الحرارة؛ عندما تصبح صافية وسائلة مثل الماء، يكون المعدن الأساسي في درجة الحرارة المثالية لقبول سبيكة الحشو.
إتقان التحكم في الحرارة هو المهارة المحددة التي تفصل المبتدئ عن الخبير والوصلة الفاشلة عن الوصلة الناجحة.
جدول ملخص:
| المؤشر | وصلة ملحومة بالنحاس بشكل صحيح | وصلة ملحومة بالنحاس مفرطة السخونة |
|---|---|---|
| مظهر المعدن الحشو | فيليه لامع وناعم وناصع | سطح رمادي باهت، مسامي، خشن |
| سلوك المعدن الحشو | يتدفق بسلاسة عبر خاصية الشعيرات الدموية | يتكتل، يشكل كتلًا، تدفق ضعيف |
| حالة المعدن الأساسي | نظيف، أكسدة دنيا | قشور سميكة ومتقشرة (مثل أكسيد النحاسيك الأسود على النحاس) |
| حالة مادة التدفق | صافية، نشطة | محروقة، سوداء، غير فعالة |
| سلامة الوصلة | رابطة قوية وموثوقة | هشة، ضعيفة، عرضة للفشل |
حقق نتائج لحام مثالية مع KINTEK
لا تدع السخونة المفرطة تعرض مشاريع اللحام بالنحاس للخطر. التقنية المناسبة والمعدات الصحيحة ضرورية لإنشاء وصلات قوية وموثوقة. تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية عالية الجودة، حيث توفر الأدوات والخبرة اللازمة للتحكم الدقيق في درجة الحرارة وتحقيق نتائج متسقة.
نحن نساعدك على:
- منع فشل الوصلات باستخدام حلول تسخين موثوقة
- تحسين تقنية اللحام بالنحاس لديك باستخدام معدات احترافية
- ضمان اتصالات متسقة وعالية الجودة لتطبيقاتك الحيوية
هل أنت مستعد لإتقان عملية اللحام بالنحاس؟ اتصل بخبرائنا اليوم لمناقشة كيف يمكن لحلول KINTEK تلبية احتياجات مختبرك المحددة من اللحام والتسخين!
دليل مرئي