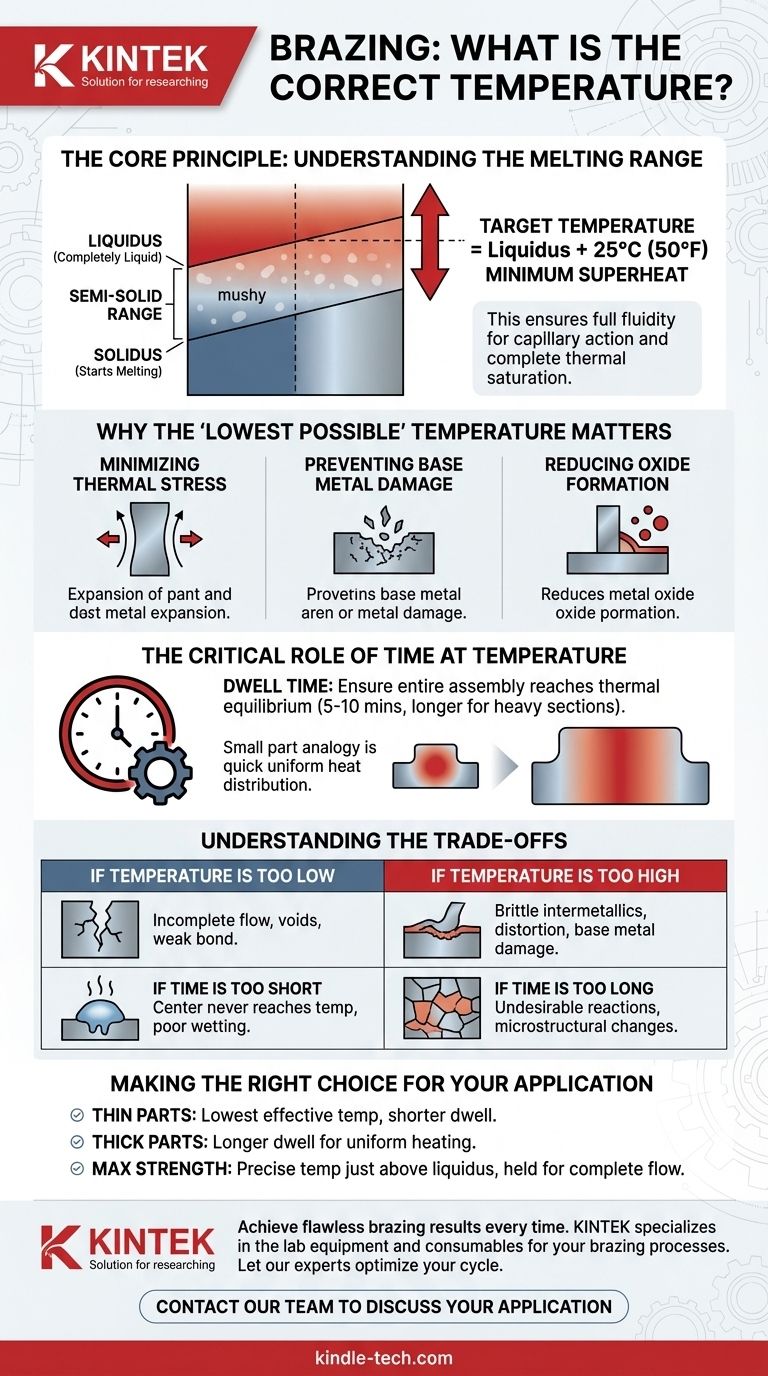
للحصول على وصلة ناجحة، فإن درجة حرارة اللحام الصحيحة ليست قيمة واحدة بل هدفًا محددًا ضمن نطاق. كقاعدة عامة، يجب أن تهدف إلى درجة حرارة تزيد بمقدار 25 درجة مئوية (50 درجة فهرنهايت) على الأقل عن نقطة الانصهار الكاملة (السيولة) لمعدن الحشو المستخدم في اللحام. يضمن هذا أن يصبح السبيكة سائلة بما يكفي للتدفق بالكامل في الوصلة عن طريق الخاصية الشعرية.
الهدف هو العثور على أدنى درجة حرارة ممكنة لا تزال تضمن سيولة كاملة لمعدن الحشو والتشبع الحراري الكامل للتجميع. يقلل هذا التحكم الدقيق من الإجهاد الحراري على الأجزاء مع ضمان رابطة قوية وموثوقة.
المبدأ الأساسي: فهم نطاق الانصهار
للتحكم في درجة حرارة اللحام، يجب عليك أولاً فهم كيفية انصهار سبائك اللحام. على عكس المعادن النقية، تنصهر السبائك على مدى درجات حرارة، وليس عند نقطة واحدة.
تحديد نقطة الصلابة (Solidus) ونقطة السيولة (Liquidus)
نقطة الصلابة (Solidus) هي درجة الحرارة التي يبدأ عندها معدن الحشو بالانصهار لأول مرة. تحت درجة الحرارة هذه، يكون السبيكة صلبًا تمامًا.
نقطة السيولة (Liquidus) هي درجة الحرارة التي يصبح عندها معدن الحشو سائلاً بالكامل. النطاق بين نقطة الصلابة ونقطة السيولة هو حالة "طينية" أو شبه صلبة.
القاعدة العامة لـ "التسخين الزائد"
يجب أن يحدث اللحام فوق درجة حرارة السيولة. الممارسة القياسية هي إضافة هامش، يسمى غالبًا "التسخين الزائد"، لا يقل عن 25 درجة مئوية (50 درجة فهرنهايت) إلى درجة حرارة السيولة.
يضمن هذا الهامش أن يكون معدن الحشو سائلاً بالكامل وقادرًا على التغلب على انخفاضات طفيفة في درجة الحرارة أثناء تدفقه إلى منطقة الوصلة الأكثر برودة نسبيًا.
لماذا تعتبر "أدنى درجة حرارة ممكنة" مهمة
على الرغم من أنه يجب عليك تجاوز نقطة السيولة، إلا أن استخدام درجة حرارة عالية بشكل مفرط يمكن أن يكون ضارًا. الالتزام بأدنى درجة حرارة فعالة ضمن النطاق الموصى به يوفر العديد من المزايا الرئيسية.
تقليل الإجهاد الحراري
تتمدد جميع المواد وتنكمش عند تسخينها وتبريدها. كلما ارتفعت درجة الحرارة، زاد هذا التغير، مما يزيد من خطر التشوه أو كسور الإجهاد في المواد الأساسية.
منع تلف المعدن الأساسي
يمكن أن تبدأ درجات الحرارة المرتفعة بشكل مفرط في إتلاف المعادن الأساسية التي يتم ربطها. قد يشمل ذلك نموًا غير مرغوب فيه للحبوب، مما قد يضعف المادة، أو حتى تآكلًا، حيث يبدأ معدن الحشو في إذابة المعدن الأساسي.
تقليل تكون الأكاسيد
يزداد معدل الأكسدة على الأسطح المعدنية بشكل كبير مع ارتفاع درجة الحرارة. التشغيل عند أدنى درجة حرارة فعالة يقلل من تكوين الأكاسيد، والتي يمكن أن تعيق تدفق معدن الحشو وتقوض سلامة الوصلة.
الدور الحاسم للوقت عند درجة الحرارة
الوصول إلى درجة الحرارة المستهدفة هو نصف العملية فقط. المدة التي تحافظ فيها على تلك الدرجة، والمعروفة باسم وقت التثبيت (dwell time)، لا تقل أهمية.
تحقيق التوازن الحراري
الهدف هو ضمان وصول التجميع بأكمله - بما في ذلك أثخن الأجزاء من كل قطعة - إلى درجة حرارة لحام موحدة. يُعرف هذا باسم التوازن الحراري.
فقط عندما تكون المعادن الأساسية عند الوصلة في درجة الحرارة الصحيحة، فإنها "تسحب" معدن الحشو السائل بشكل صحيح إلى الفجوة عن طريق الخاصية الشعرية.
كيف يؤثر الحجم على وقت التثبيت
تسخن قطعة صغيرة ورفيعة بشكل أسرع بكثير من قطعة كبيرة وثقيلة. يجب أن يكون وقت التثبيت طويلاً بما يكفي لوصول قلب المكون الأكثر سمكًا في التجميع إلى درجة الحرارة المستهدفة.
وقت التثبيت النموذجي يتراوح بين 5 و 10 دقائق، ولكن يجب تمديده للأحمال الكبيرة أو الثقيلة جدًا في الفرن لضمان تشبع جميع الأجزاء بالكامل.
فهم المفاضلات
يتطلب تحقيق لحام مثالي موازنة بين درجة الحرارة والوقت. الانحراف عن نافذة العملية المثالية يقدم مخاطر محددة.
إذا كانت درجة الحرارة منخفضة جدًا
قد يؤدي ضبط درجة الحرارة قريبة جدًا من نقطة السيولة إلى عدم توفير سيولة كافية لمعدن الحشو للتدفق بالكامل عبر وصلة طويلة أو ضيقة جدًا، مما يؤدي إلى فراغات ورابطة ضعيفة.
إذا كانت درجة الحرارة مرتفعة جدًا
يمكن أن يتسبب الحرارة المفرطة في تفاعل معدن الحشو بقوة مع المعدن الأساسي، مما يشكل مركبات بين معدنية هشة تقلل من ليونة الوصلة وقوتها. كما أنه يزيد من خطر تشوه الأجزاء.
إذا كان الوقت قصيرًا جدًا
حتى لو كانت درجة حرارة الفرن صحيحة، فإن وقت التثبيت غير الكافي يعني أن مركز الجزء قد لا يصل أبدًا إلى درجة الحرارة المطلوبة. سينصهر الحشو ولكنه "سيتجمد" عند ملامسة المعدن الأساسي الأكثر برودة، مما يمنع الترطيب والتدفق المناسبين.
إذا كان الوقت طويلاً جدًا
قد يؤدي الاحتفاظ بالأجزاء عند درجة الحرارة لفترة طويلة جدًا إلى نفس المشاكل التي تسببها درجة الحرارة المفرطة. يمكن أن يعزز تفاعلات غير مرغوب فيها بين معدن الحشو والمعدن الأساسي ويسبب تغييرات ضارة في البنية المجهرية للمواد الأساسية.
اتخاذ القرار الصحيح لتطبيقك
استخدم هذه المبادئ لضبط عملية اللحام الخاصة بك بناءً على الخصائص المحددة لأجزائك.
- إذا كان تركيزك الأساسي هو ربط المكونات الرقيقة أو الدقيقة: استخدم أدنى درجة حرارة فعالة ووقت تثبيت قصيرًا يتم التحكم فيه بعناية لتقليل خطر التشوه.
- إذا كان تركيزك الأساسي هو لحام المقاطع السميكة والثقيلة: خطط لوقت تثبيت أطول لضمان وصول قلب المادة إلى درجة الحرارة المستهدفة بشكل موحد.
- إذا كان تركيزك الأساسي هو زيادة قوة الوصلة واتساقها: تحكم بدقة في درجة الحرارة لتكون أعلى بقليل من نقطة سيولة الحشو واحتفظ بها فقط لفترة كافية للتدفق الكامل والموثق.
إتقان التفاعل بين درجة الحرارة والوقت هو المفتاح لإنشاء وصلات ملحومة عالية الجودة وقابلة للتكرار.
جدول ملخص:
| العامل | المبدأ الأساسي | الهدف/الغاية |
|---|---|---|
| درجة الحرارة | يجب أن يحدث اللحام فوق نقطة سيولة معدن الحشو. | نقطة السيولة + 25 درجة مئوية (50 درجة فهرنهايت) كحد أدنى للسيولة الكاملة. |
| وقت التثبيت | يجب أن يصل التجميع بأكمله إلى درجة حرارة موحدة (توازن حراري). | 5-10 دقائق (أطول للأقسام الثقيلة). |
| التوازن الرئيسي | استخدم أدنى درجة حرارة فعالة لتقليل الإجهاد والتلف. | يضمن القوة مع حماية المواد الأساسية. |
حقق نتائج لحام خالية من العيوب في كل مرة. التوازن الدقيق بين درجة الحرارة والوقت أمر بالغ الأهمية لسلامة الوصلة. تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية التي توفر التحكم والاتساق الذي تتطلبه عمليات اللحام الخاصة بك.
دع خبرائنا يساعدونك في تحسين دورة اللحام الخاصة بك للحصول على مكونات أقوى وأكثر موثوقية.
اتصل بفريقنا اليوم لمناقشة تطبيقك المحدد واكتشاف الحلول المناسبة لاحتياجات مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن أنبوبي من الكوارتز عالي الضغط للمختبر
- فرن بوتقة 1800 درجة مئوية للمختبر
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
يسأل الناس أيضًا
- ما الفرق بين اللحام واللحام بالنحاس في الفراغ؟ اختر طريقة الربط الصحيحة لمشروعك
- ما هو أفضل استخدام للّحام بالنحاس؟ ربط المعادن غير المتشابهة والتجميعات المعقدة
- ما هي عملية اللحام بالنحاس في المعالجة الحرارية؟ تحقيق جودة وصلات فائقة وكفاءة
- ما هي استخدامات أفران التفريغ؟ افتح العنان لأقصى درجات نقاء المواد وأدائها
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار



















