في جوهرها، اللحام بالنحاس في الفرن هو عملية ربط معدنية شبه مؤتمتة حيث يتم تسخين مجموعة التجميع بأكملها في فرن يتم التحكم فيه. يؤدي هذا التسخين إلى صهر سبيكة معدنية حشو، والتي تتدفق إلى المفاصل بين المكونات عن طريق فعل الشعيرات الدموية. عندما تبرد المجموعة، تتصلب المادة الحشو، مما يخلق رابطة معدنية قوية ونظيفة وقابلة للتكرار عبر آلاف المفاصل المحتملة في وقت واحد.
التمييز الحاسم للحام بالنحاس في الفرن هو استخدامه لفرن ذي جو متحكم فيه أو فراغ. هذا ليس مجرد تسخين؛ إنها طريقة دقيقة تمنع الأكسدة، مما يتيح إنشاء مفاصل نظيفة وقوية بشكل استثنائي بكميات كبيرة، خاصة للتصميمات المعقدة أو المعادن التفاعلية.

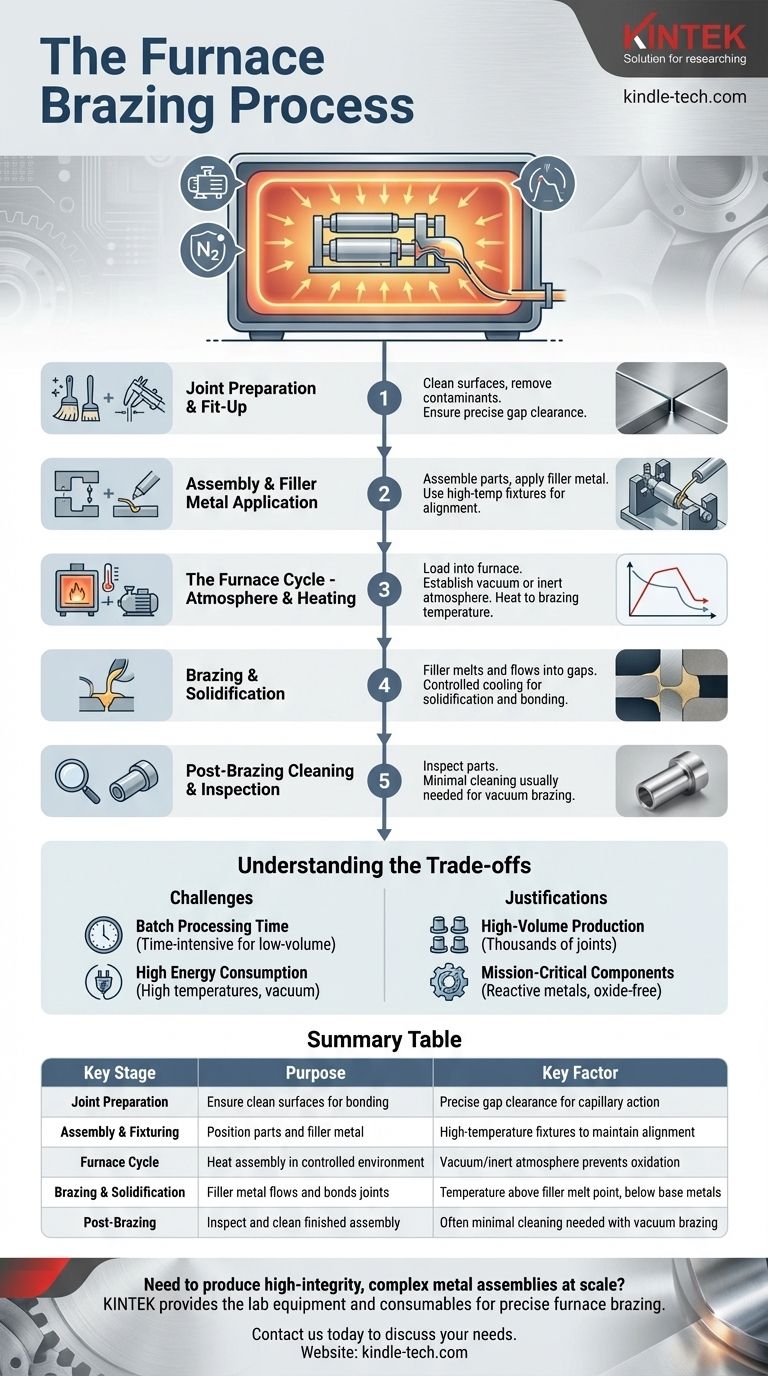
عملية اللحام بالنحاس في الفرن: تفصيل خطوة بخطوة
اللحام بالنحاس في الفرن هو عملية منهجية تعتمد على الدفعات. كل خطوة حاسمة لتحقيق رابطة ناجحة وعالية النزاهة.
الخطوة 1: تجهيز المفصل والملاءمة
قبل حدوث أي تسخين، يجب تحضير المكونات بدقة. يتم تنظيف جميع الأسطح المراد ربطها جيدًا لإزالة الزيوت والأكاسيد والملوثات الأخرى التي قد تتداخل مع الرابطة.
الأمر المهم بنفس القدر هو ضمان الخلوص الفجوي الصحيح بين الأجزاء. يجب أن يكون الفجوة دقيقة بما يكفي للسماح للمعدن الحشو المنصهر بالانجذاب بفعل الفعل الشعري، ولكن ليس كبيرًا جدًا بحيث يفشل في ملء المفصل بالكامل.
الخطوة 2: تجميع وتطبيق المعدن الحشو
يتم تجميع الأجزاء النظيفة في تكوينها النهائي. يتم تطبيق معدن الحشو للحام، والذي يمكن أن يكون على شكل معجون أو سلك أو رقاقة مشكلة مسبقًا، عند المفاصل أو بالقرب منها.
للحفاظ على محاذاة دقيقة أثناء دورة التسخين، غالبًا ما يتم تثبيت الأجزاء في مكانها باستخدام تركيبات أو مشابك متخصصة. يجب أن تكون هذه التركيبات قادرة على تحمل درجات الحرارة العالية للفرن دون تشوه.
الخطوة 3: دورة الفرن - الجو والتسخين
يتم تحميل المجموعة بأكملها (أو دفعة من العديد من المجموعات) في الفرن. هذه هي المرحلة المحددة للعملية.
يتم إغلاق الفرن، ويتم ضخ كل الهواء للخارج لإنشاء فراغ، أو يتم ملؤه بجو خامل متحكم فيه. هذه الخطوة حاسمة لأنها تقضي على الأكسجين، والذي قد يتسبب بخلاف ذلك في أكسدة المعادن الأساسية في درجات الحرارة العالية ويمنع اللحام الناجح.
بمجرد إنشاء البيئة الواقية، يبدأ الفرن في تسخين الدفعة إلى درجة حرارة اللحام المحددة، وهي أعلى من نقطة انصهار سبيكة الحشو ولكنها أقل من نقطة انصهار المعادن الأساسية.
الخطوة 4: اللحام والتصلب
عند درجة حرارة اللحام، ينصهر المعدن الحشو ويتحرك إلى الفجوات الضيقة للمفاصل. يضمن الجو المتحكم فيه بقاء أسطح المعدن نظيفة، مما يسمح للسبيكة المنصهرة "بتبليل" الأسطح وسحبها عبر المفصل بأكمله.
بعد فترة محددة عند درجة الحرارة، يتم تبريد المجموعة بطريقة متحكم فيها. قد يتضمن ذلك تبريدًا بطيئًا داخل الفرن أو "إخمادًا" أسرع لتحقيق خصائص معدنية مرغوبة في الجزء النهائي. عند التبريد، يتصلب المعدن الحشو، مما يخلق رابطة دائمة.
الخطوة 5: التنظيف والفحص بعد اللحام
بمجرد تبريد الدفعة وإزالتها من الفرن، يتم فحص الأجزاء. في معظم الحالات، تكون الأجزاء الملحومة في فرن تفريغ نظيفة بشكل استثنائي ولا تتطلب مزيدًا من المعالجة. إذا لزم الأمر، يمكن إزالة أي مادة تدفق متبقية أو حشو زائد.
فهم المفاضلات
على الرغم من قوته، فإن اللحام بالنحاس في الفرن ليس قابلاً للتطبيق عالميًا. يعد فهم واقعياته التشغيلية أمرًا أساسيًا لاستخدامه بفعالية.
وقت معالجة الدفعة
اللحام بالنحاس في الفرن هو عملية دفعات، وليس عملية مستمرة. الدورة الكاملة للتحميل، وضخ الفراغ، والتسخين، واللحام، والتبريد، والتفريغ تستغرق وقتًا طويلاً. وهذا يجعله أقل ملاءمة للعمل منخفض الحجم وسريع التناوب.
استهلاك طاقة عالٍ
يتطلب تسخين حجرة فرن كبيرة إلى درجات حرارة تتجاوز غالبًا 1000 درجة مئوية (1832 درجة فهرنهايت) والحفاظ على فراغ قدرًا كبيرًا من الطاقة. يساهم هذا في التكلفة الإجمالية للعملية.
التبرير يعتمد على التطبيق
يتم تبرير تكاليف الوقت والطاقة بسهولة أكبر في سيناريوهين: إنتاج حجم كبير، حيث يمكن إنشاء آلاف المفاصل مرة واحدة، أو للمكونات الحيوية للمهمة المصنوعة من مواد مثل التيتانيوم أو الفولاذ المقاوم للصدأ التي تتفاعل بشدة مع الأكسجين وتتطلب مفصلًا نظيفًا وخاليًا من الأكسيد.
اتخاذ الخيار الصحيح لتطبيقك
يعتمد اختيار عملية التصنيع المناسبة بالكامل على أهداف مشروعك المحددة وقيوده.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة للتجميعات المعقدة: يعتبر اللحام بالنحاس في الفرن مثاليًا، حيث يسمح بالإنشاء المتزامن للعديد من المفاصل المتسقة على نطاق واسع.
- إذا كان تركيزك الأساسي هو ربط المواد التفاعلية مع الأكسجين (مثل التيتانيوم): فإن بيئة الفراغ في جهاز لحام الفرن غير قابلة للتفاوض لمنع تكوين الأكسيد وضمان رابطة معدنية قوية.
- إذا كان تركيزك الأساسي هو الحفاظ على التفاوتات الأبعاد الضيقة: فإن اللحام بالنحاس في الفرن يتفوق على اللحام، حيث أن التسخين الموحد وغياب انصهار المعدن الأساسي يقللان من تشوه الأجزاء.
من خلال فهم دورة اللحام بالنحاس في الفرن الكاملة، يمكنك الاستفادة بثقة من نقاط قوته الفريدة لإنتاج مكونات قوية وعالية النزاهة على نطاق واسع.
جدول ملخص:
| المرحلة الرئيسية | الغرض | العامل الرئيسي |
|---|---|---|
| تحضير المفصل | ضمان أسطح نظيفة للربط | خلوص فجوة دقيق للفعل الشعري |
| التجميع والتركيب | تحديد موضع الأجزاء والمعدن الحشو | تركيبات عالية الحرارة للحفاظ على المحاذاة |
| دورة الفرن | تسخين المجموعة في بيئة خاضعة للرقابة | الفراغ/الجو الخامل يمنع الأكسدة |
| اللحام والتصلب | تدفق المعدن الحشو وربط المفاصل | درجة الحرارة فوق نقطة انصهار الحشو وأقل من المعادن الأساسية |
| ما بعد اللحام | فحص وتنظيف المجموعة النهائية | غالبًا ما تكون هناك حاجة إلى تنظيف ضئيل مع اللحام الفراغي |
هل تحتاج إلى إنتاج تجميعات معدنية معقدة وعالية النزاهة على نطاق واسع؟
يعتبر اللحام بالنحاس في الفرن الحل المثالي لربط المواد التفاعلية مثل التيتانيوم أو إنشاء آلاف المفاصل المتسقة في وقت واحد. تتخصص KINTEK في توفير معدات المختبرات والمواد الاستهلاكية التي تجعل هذه العملية الدقيقة ممكنة، وتخدم الاحتياجات الدقيقة للمختبرات والتصنيع الحديثة.
اتصل بنا اليوم لمناقشة كيف يمكن لخبرتنا تعزيز قدراتك في اللحام وتحقيق نتائج فائقة لمشاريعك الحيوية للمهمة.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن تفحيم الخزف السني بالشفط
- فرن تفحيم الجرافيت الأفقي عالي الحرارة
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق



















