باختصار، الصب بالتفريغ هو تقنية استنساخ تُستخدم لإنشاء أجزاء بلاستيكية عالية الجودة بكميات صغيرة. تتضمن العملية إنشاء قالب سيليكون مرن من نموذج رئيسي، ثم استخدام غرفة تفريغ لسحب راتنج البولي يوريثان السائل إلى تجويف القالب. يؤدي هذا إلى إزالة فقاعات الهواء ويضمن أن الراتنج يستنسخ بدقة كل تفصيل دقيق للنموذج الأصلي.
تكمن القيمة الأساسية للصب بالتفريغ في قدرته على سد الفجوة بين النماذج الأولية الفردية والإنتاج الضخم. فهو يتيح إنشاء أجزاء بجودة الإنتاج للاختبار الوظيفي أو التسويق أو التشغيل التجريبي دون التكلفة الباهظة والمهلة الزمنية للأدوات الصلبة للقولبة بالحقن.

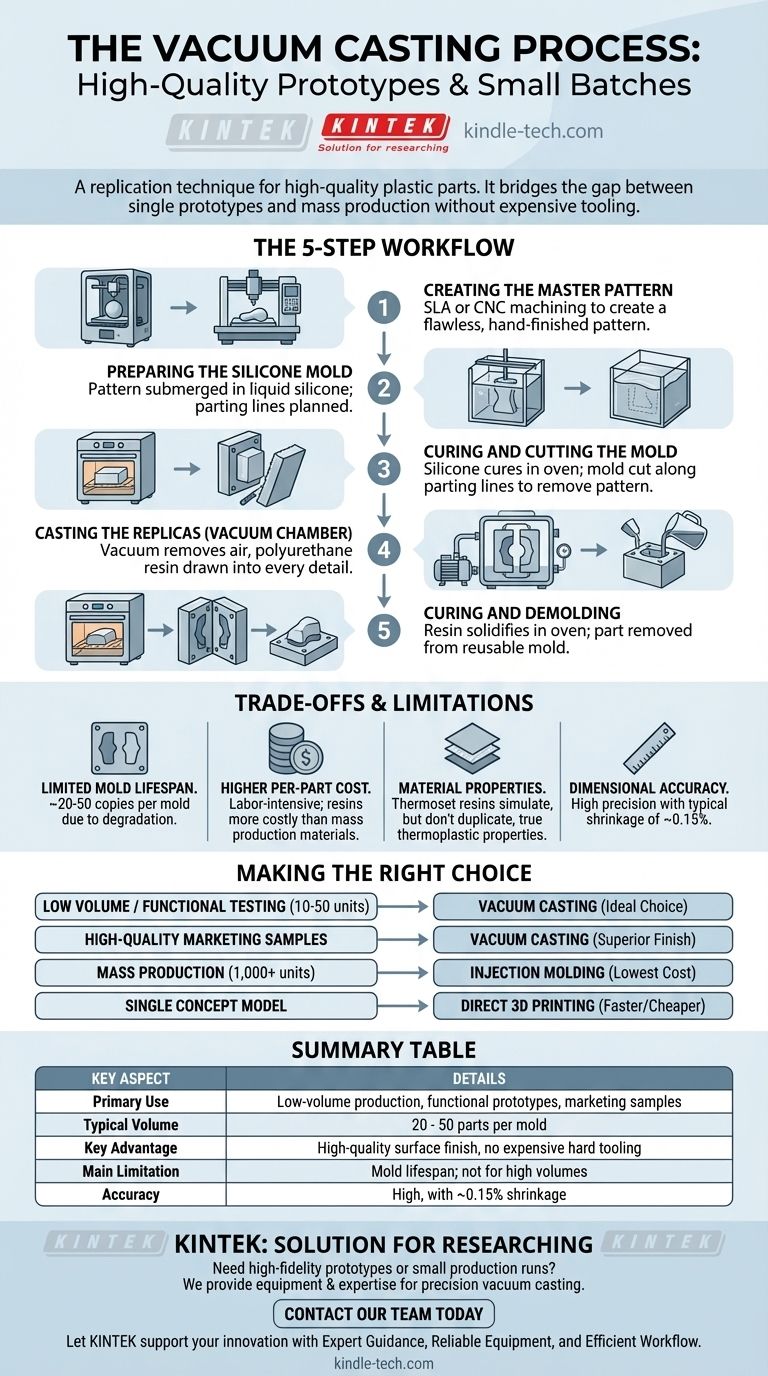
عملية الصب بالتفريغ، خطوة بخطوة
يعد فهم سير العمل مفتاحًا لتقدير تطبيقاته. العملية منهجية وتركز على الدقة في كل مرحلة لضمان أن الأجزاء النهائية هي نسخ مثالية.
الخطوة 1: إنشاء النموذج الرئيسي
تبدأ العملية برمتها بنموذج رئيسي لا تشوبه شائبة. هذا هو الإصدار المثالي للجزء النهائي ويتم إنشاؤه عادةً باستخدام طريقة طباعة ثلاثية الأبعاد عالية الدقة مثل SLA (التصوير المجسم الضوئي) أو عن طريق التشغيل الآلي باستخدام الحاسب الآلي (CNC).
يعتبر التشطيب السطحي للنموذج الرئيسي أمرًا بالغ الأهمية، حيث سيتم نقل أي عيب مباشرة إلى قالب السيليكون، وبالتالي إلى كل جزء مصبوب. يجب إنهاؤه يدويًا ليصبح مثاليًا.
الخطوة 2: تحضير قالب السيليكون
يتم تعليق النموذج الرئيسي داخل صندوق صب. ثم يتم سكب مطاط السيليكون السائل فوق النموذج حتى يتم غمره بالكامل. يتم تخطيط خطوط الفصل بشكل استراتيجي في هذه المرحلة للسماح بفصل القالب لاحقًا.
الخطوة 3: معالجة وقطع القالب
يوضع الصندوق الذي يحتوي على النموذج والسيليكون السائل في فرن معالجة. تعمل الحرارة على تسريع عملية المعالجة، مما يؤدي إلى تصلب السيليكون إلى كتلة مطاطية مرنة ولكن متينة.
بمجرد المعالجة، يتم قطع القالب بعناية على طول خطوط الفصل المخطط لها مسبقًا، ويتم إزالة النموذج الرئيسي. يكشف هذا عن تجويف سلبي مجوف هو انعكاس دقيق للنموذج الرئيسي.
الخطوة 4: صب النسخ المتماثلة
هذه هي الخطوة التي تعطي العملية اسمها. يتم تجميع نصفي قالب السيليكون وإدخالهما داخل غرفة تفريغ. يتم خلط راتنج الصب المختار، وعادة ما يكون بولي يوريثان ثنائي المكونات، وسكبه في بوابة التعبئة للقالب.
يتم بعد ذلك سحب فراغ داخل الغرفة. يزيل هذا كل الهواء من تجويف القالب، مما يسمح للراتنج السائل بالتدفق إلى كل شق وتفصيل صغير دون حبس فقاعات الهواء.
الخطوة 5: معالجة وإزالة القالب من الجزء
بعد ملء التجويف، يتم تحرير الفراغ، ويتم نقل القالب إلى فرن معالجة. تعمل الحرارة على تصلب راتنج البولي يوريثان.
بمجرد معالجة الجزء بالكامل، يتم فتح قالب السيليكون المرن، ويتم إزالة النسخة المتماثلة التي تم إنشاؤها حديثًا. يمكن بعد ذلك إعادة استخدام القالب لإنتاج المزيد من النسخ.
فهم المفاضلات والقيود
لا توجد عملية مثالية لكل تطبيق. أن تكون مستشارًا فعالًا يعني الاعتراف بقيود التكنولوجيا لمنع الأخطاء المكلفة.
عمر محدود للقالب
المفاضلة الأساسية هي متانة قالب السيليكون. يمكن لقالب واحد عادةً إنتاج 20 إلى 50 نسخة فقط قبل أن يبدأ في التدهور بسبب الإجهاد الحراري والتعرض الكيميائي، مما يؤثر على دقة وتشطيب الأجزاء اللاحقة.
تكلفة أعلى لكل جزء مقارنة بالإنتاج الضخم
على الرغم من أن الأدوات غير مكلفة، إلا أن العملية كثيفة العمالة والراتنجات أكثر تكلفة من اللدائن السلعية. بالنسبة للكميات الكبيرة جدًا (أكثر من 1000 وحدة)، فإن التكلفة المنخفضة لكل جزء في القولبة بالحقن تبرر بسهولة استثمار الأدوات الأولي المرتفع.
خصائص المواد مقابل اللدائن الحرارية الحقيقية
يستخدم الصب بالتفريغ راتنجات البولي يوريثان المتصلبة بالحرارة التي تحاكي خصائص اللدائن الحرارية الإنتاجية الشائعة مثل ABS أو النايلون أو البولي كربونات. في حين أن هذه المحاكاة ممتازة للنماذج الأولية الوظيفية، إلا أنها لا تمتلك نفس الخصائص الميكانيكية أو الحرارية أو الكيميائية تمامًا مثل نظيراتها المقولبة بالحقن.
تحملات الدقة الأبعاد
العملية دقيقة للغاية ولكنها ليست مثالية. من المتوقع حدوث معدل انكماش يبلغ حوالي 0.15٪ أثناء معالجة الراتنج. في حين أن هذا مقبول لمعظم التطبيقات، إلا أن المشاريع التي تتطلب دقة فائقة قد تحتاج إلى تشغيل آلي باستخدام الحاسب الآلي.
اتخاذ القرار الصحيح لمشروعك
يعتمد اختيار عملية التصنيع الصحيحة بالكامل على أهداف مشروعك المحددة وحجمه ومتطلبات المواد.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات صغيرة أو الاختبار الوظيفي (10-50 وحدة): يعتبر الصب بالتفريغ هو الخيار الأمثل، حيث يوفر أجزاء شبيهة بالإنتاج للتحقق من الصحة دون تكلفة أدوات الصلب.
- إذا كان تركيزك الأساسي هو إنشاء عينات تسويقية عالية الجودة أو نماذج اختبار المستخدم: يتفوق الصب بالتفريغ في إنتاج أجزاء ذات تشطيب جمالي فائق ومجموعة متنوعة من خصائص المواد (صلبة، مرنة، شفافة).
- إذا كان تركيزك الأساسي هو الإنتاج الضخم (أكثر من 1000 وحدة): تعتبر القولبة بالحقن هي المسار الحاسم لتحقيق أقل تكلفة ممكنة لكل جزء عند الأحجام الكبيرة.
- إذا كان تركيزك الأساسي هو نموذج مفهوم واحد لمرة واحدة: تعد الطباعة ثلاثية الأبعاد المباشرة (SLA أو FDM) أسرع وأكثر فعالية من حيث التكلفة دائمًا لجزء واحد.
من خلال فهم المجالات التي يتفوق فيها الصب بالتفريغ، يمكنك اختيار عملية التصنيع المناسبة بثقة لنقل مشروعك من المفهوم إلى الواقع.
جدول ملخص:
| الجانب الرئيسي | التفاصيل |
|---|---|
| الاستخدام الأساسي | الإنتاج بكميات صغيرة، النماذج الأولية الوظيفية، العينات التسويقية |
| الحجم النموذجي | 20 - 50 جزءًا لكل قالب |
| الميزة الرئيسية | تشطيب سطحي عالي الجودة واستنساخ التفاصيل دون أدوات صلبة باهظة الثمن |
| القيود الرئيسية | عمر القالب؛ غير فعال من حيث التكلفة للكميات الكبيرة (أكثر من 1000 وحدة) |
| الدقة | عالية، مع انكماش نموذجي يبلغ حوالي 0.15٪ |
هل تحتاج إلى إنشاء نماذج أولية عالية الدقة أو تشغيل إنتاج صغير؟
في KINTEK، نحن متخصصون في توفير المعدات المخبرية والخبرة اللازمة للعمليات الدقيقة مثل الصب بالتفريغ. سواء كنت تختبر تصميم منتج جديد أو تنتج دفعة محدودة من الأجزاء، فإن حلولنا تساعدك على تحقيق نتائج احترافية دون التكلفة العالية لأدوات الإنتاج الضخم.
دع KINTEK تدعم ابتكارك:
- توجيه الخبراء: احصل على مشورة بشأن أفضل المواد والأساليب لمشروعك المحدد.
- معدات موثوقة: الوصول إلى الأدوات اللازمة للحصول على نتائج متسقة وعالية الجودة.
- سير عمل فعال: تبسيط عملية النمذجة الأولية وإنتاج الدفعات الصغيرة.
اتصل بفريقنا اليوم لمناقشة كيف يمكننا المساعدة في تحقيق تصاميمك على أرض الواقع بدقة وكفاءة.
دليل مرئي
المنتجات ذات الصلة
- آلة التثبيت البارد بالفراغ لتحضير العينات
- آلة فرن الضغط الساخن الفراغي للتصفيح والتسخين
- مشبك فراغ من الفولاذ المقاوم للصدأ سريع التحرير ثلاثي الأقسام
- فرن تفحيم الخزف السني بالشفط
- فرن تلدين الأسلاك الموليبدينوم بالتفريغ للمعالجة الحرارية بالتفريغ
يسأل الناس أيضًا
- ما هي طرق تحضير العينات المستخدمة في المختبرات؟ أتقن الخطوة الأولى الحاسمة للتحليل الموثوق
- كيف تعمل مكابس التفريغ؟ تسخير ضغط الغلاف الجوي للحصول على تصفيح مثالي
- ما هو الدور الذي تلعبه عملية التشريب الفراغي مع السوائل الأيونية عالية اللزوجة؟ عزز أداء بطاريتك اليوم
- ما الذي يمكنك فعله باستخدام مكبس التفريغ؟ تحقيق الترقق والتثبيت الخالي من العيوب
- ما هي آلة الضغط الفراغي؟ تسخير الضغط الجوي للحصول على تصفيح مثالي



















