الإجابة المختصرة هي أنه لا يوجد مستند واحد يسمى "المعيار" للمعالجة الحرارية للألمنيوم. بدلاً من ذلك، تستخدم الصناعة نظام ترميز موحد، يُعرف باسم تعيينات الحالة المزاجية (temper designations)، لتحديد التسلسل الدقيق للعمليات الحرارية والميكانيكية التي خضع لها سبيكة ألومنيوم. هذا النظام، الذي تديره جمعية الألمنيوم، يستخدم حرفًا يتبعه رقم واحد أو أكثر (مثل 6061-T6) لتوصيل الخصائص الميكانيكية النهائية للمادة.
يعد فهم نظام تعيين حالة الألمنيوم المزاجية هو المفتاح لتحديد المعالجة الحرارية. هذا الرمز لا يحدد عملية فحسب؛ بل يصف التاريخ الحراري والميكانيكي الكامل للمادة، وبالتالي، قوته النهائية وصلابته وليونته.

الأساس: نظام تعيين الحالة المزاجية
تعيين الحالة المزاجية هو لاحقة تُضاف إلى رقم السبيكة، مثل "T6" في 6061-T6. هذا الرمز البسيط هو لغة عالمية للمهندسين وعلماء المعادن والمشغلين الميكانيكيين.
التعيينات الأساسية
هناك خمس عائلات رئيسية لتعيينات الحالة المزاجية، يتم تمييز كل منها بحرف. واحد فقط، وهو سلسلة "T"، يتضمن دائمًا معالجة حرارية لإنتاج تقوية.
- F - كما تم تصنيعه (As Fabricated): ينطبق هذا على المنتجات التي لا يوجد بها تحكم خاص في ظروف المعالجة الحرارية أو تصلب الإجهاد. لا توجد خصائص ميكانيكية مضمونة.
- O - مُلدن (Annealed): هذه هي الحالة المزاجية الأكثر ليونة والأكثر قابلية للتشكيل. يتم تحقيقها عن طريق تسخين السبيكة للسماح لهيكلها البلوري بإعادة التشكيل، وتخفيف الإجهاد وتعظيم قابلية التشغيل.
- H - مُقسّى بالإجهاد (Strain-Hardened): ينطبق هذا فقط على السبائك غير القابلة للمعالجة الحرارية (مثل سلسلة 3xxx أو 5xxx). تزداد القوة عن طريق العمل المادي للمعدن (على سبيل المثال، الدرفلة أو السحب) في درجات حرارة منخفضة.
- W - مُعالَج حرارياً بالذوبان (Solution Heat-Treated): هذه حالة مزاجية نادرة وغير مستقرة. إنها تمثل الحالة مباشرة بعد المعالجة الحرارية بالذوبان والتبريد السريع، قبل حدوث أي تقدم في العمر. يتم تحديدها عادةً فقط للتحكم الداخلي في العملية.
فك شفرة تعيين "T": جوهر المعالجة الحرارية
تعتبر الحالة المزاجية "T" هي ما يقصده معظم الناس عند الإشارة إلى الألمنيوم المعالج حرارياً. ينطبق هذا على السبائك القابلة للمعالجة الحرارية (مثل سلاسل 2xxx و 6xxx و 7xxx) ويدل على أن المادة قد تم تقويتها من خلال عملية حرارية محددة.
العملية المكونة من ثلاث خطوات للحالات المزاجية "T"
يتضمن تحقيق حالة مزاجية "T" مستقرة عملية دقيقة من ثلاث مراحل تسمى تصلب الترسيب.
- المعالجة الحرارية بالذوبان (التسخين): يتم تسخين الألمنيوم إلى درجة حرارة عالية محددة (على سبيل المثال، ~985 درجة فهرنهايت / 530 درجة مئوية لـ 6061) ويتم تثبيته هناك. يؤدي هذا إلى إذابة عناصر السبائك الرئيسية (مثل المغنيسيوم والسيليكون) في محلول صلب، تمامًا مثل إذابة السكر في الماء الساخن.
- التبريد السريع (التبريد السريع): يتم بعد ذلك تبريد المادة بسرعة، عادة في الماء. هذا "يجمد" عناصر السبائك في مكانها، مما يخلق محلولًا صلبًا مشبعًا بشكل مفرط. تصبح المادة الآن في حالة لينة وغير مستقرة (الحالة المزاجية "W").
- التقادم (تصلب الترسيب): يتم الاحتفاظ بالمادة لفترة من الوقت، إما في درجة حرارة الغرفة أو في فرن بدرجة حرارة منخفضة. خلال هذه المرحلة، تترسب العناصر السبائكية المذابة من المحلول كجسيمات دقيقة جدًا ومشتتة تعيق حركة الخلع، مما يزيد بشكل كبير من قوة وصلابة السبيكة.
التقادم الطبيعي مقابل التقادم الاصطناعي
يتم تحديد الخصائص النهائية من خلال كيفية إجراء خطوة التقادم.
- التقادم الطبيعي (T4): بعد التبريد السريع، يُترك الجزء ليتقدم في العمر في درجة حرارة الغرفة لعدة أيام. يؤدي هذا إلى حالة مزاجية ذات قوة معتدلة وليونة عالية.
- التقادم الاصطناعي (T6): بعد التبريد السريع، يوضع الجزء في فرن عند درجة حرارة منخفضة (على سبيل المثال، ~350 درجة فهرنهايت / 177 درجة مئوية لـ 6061) لعدة ساعات. يؤدي هذا إلى تسريع وترتيب الترسيب، مما ينتج عنه أقصى قوة وصلابة تقريبًا.
فك شفرة أرقام "T" الشائعة
الرقم الذي يلي "T" يقدم مزيدًا من التفاصيل حول العملية المحددة.
- T4: مُعالَج حرارياً بالذوبان ومُتقادم طبيعياً إلى حالة مستقرة إلى حد كبير.
- T5: تم تبريده من عملية تصنيع بدرجة حرارة مرتفعة (مثل البثق) ثم تقاديمه اصطناعياً. هذا خيار أقل تكلفة يحقق قوة جيدة ولكنه ليس بقوة T6.
- T6: مُعالَج حرارياً بالذوبان ثم مُتقادم اصطناعياً. هذه هي الحالة المزاجية الأكثر شيوعًا ذات القوة العالية للعديد من السبائك.
- T7: مُعالَج حرارياً بالذوبان ثم مُتقادم بشكل مفرط (مُتقادم اصطناعياً بعد تجاوز ذروة القوة). يتم ذلك عن قصد لتحسين الاستقرار الأبعاد ومقاومة تآكل الإجهاد.
فهم المفاضلات
يعد اختيار تعيين الحالة المزاجية قرارًا هندسيًا يتضمن الموازنة بين الخصائص المتنافسة. لا يتعلق الأمر أبدًا بمجرد اختيار الخيار "الأقوى".
القوة مقابل الليونة
المفاضلة الأساسية هي بين القوة والليونة. الجزء ذو الحالة المزاجية O (الملدن) ناعم وسهل التشكيل، ولكنه ضعيف. الجزء ذو الحالة المزاجية T6 قوي جدًا ولكنه هش ولا يمكن تشكيله بسهولة.
القوة مقابل مقاومة التآكل
بالنسبة لبعض السبائك، لا سيما في سلسلة 7xxx المستخدمة في الطيران، تأتي القوة القصوى مع قابلية أعلى للتأثر بتآكل الإجهاد (SCC). الحالة المزاجية من نوع T7 تضحي عمدًا ببعض القوة لتحسين مقاومة SCC بشكل كبير، مما يجعلها خيارًا أكثر أمانًا للمكونات الحيوية.
خطر التشوه
يعد التبريد السريع أثناء خطوة التبريد السريع صدمة حرارية تسبب إجهادًا داخليًا كبيرًا. غالبًا ما يتسبب هذا في تشوه الأجزاء الرقيقة أو المعقدة. قد يحتاج هذا التشوه إلى تصحيحه من خلال عمليات التسوية أو عمليات تخفيف الإجهاد اللاحقة.
كيفية تحديد الحالة المزاجية الصحيحة
يجب أن يكون اختيارك للحالة المزاجية مدفوعًا بوظيفة الجزء وعملية التصنيع وبيئة الخدمة.
- إذا كان تركيزك الأساسي هو أقصى قوة وصلابة: حدد الحالة المزاجية T6، حيث يطور هذا أعلى قوة عملية لمعظم السبائك الشائعة.
- إذا كان تركيزك الأساسي هو مقاومة التآكل في بيئة حرجة: حدد الحالة المزاجية من نوع T7 (مثل T73، T76) لاكتساب الاستقرار ومقاومة تآكل الإجهاد، مع قبول انخفاض طفيف في القوة.
- إذا كان تركيزك الأساسي هو تشكيل شكل معقد: ابدأ بالمادة في الحالة المزاجية O أو الحالة المزاجية T4، وقم بإجراء عمليات التشكيل، ثم قم بإجراء عملية التقادم النهائية.
- إذا كان تركيزك الأساسي هو توازن بين القوة الجيدة والتكلفة المنخفضة: غالبًا ما تكون الحالة المزاجية T5 كافية للتطبيقات المعمارية أو الهيكلية غير الحرجة حيث لا تكون الأداء الفائق لـ T6 مطلوبًا.
في نهاية المطاف، يتمثل إتقان المعالجة الحرارية للألمنيوم في استخدام نظام التعيين القياسي هذا لمطابقة خصائص المادة بدقة مع متطلبات تطبيقك.
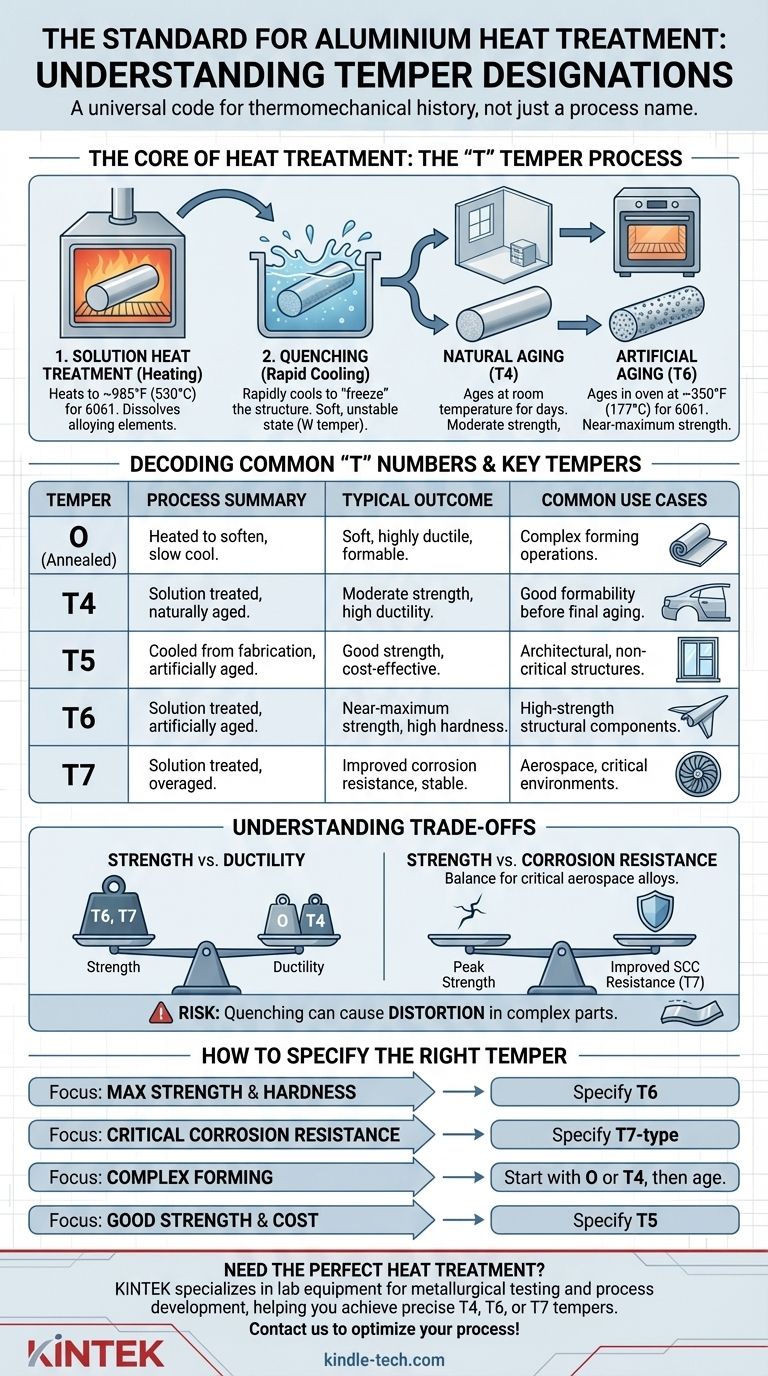
جدول ملخص:
| تعيين الحالة المزاجية | العملية الرئيسية | النتيجة النموذجية | حالات الاستخدام الشائعة |
|---|---|---|---|
| O (ملدن) | التسخين للتليين | ناعم، عالي الليونة | عمليات التشكيل المعقدة |
| T4 | مُعالَج حرارياً بالذوبان، مُتقادم طبيعياً | قوة معتدلة، ليونة عالية | قابلية تشكيل جيدة قبل التقادم النهائي |
| T5 | تم تبريده من التصنيع، مُتقادم اصطناعياً | قوة جيدة، فعال من حيث التكلفة | التطبيقات المعمارية والهيكلية غير الحرجة |
| T6 | مُعالَج حرارياً بالذوبان، مُتقادم اصطناعياً | أقصى قوة تقريباً، صلابة عالية | المكونات الهيكلية عالية القوة |
| T7 | مُعالَج حرارياً بالذوبان، مُتقادم بشكل مفرط | مقاومة محسّنة للتآكل، مستقر | الطيران، البيئات الحرجة |
هل تحتاج إلى تحديد المعالجة الحرارية المثالية للألمنيوم لمشروعك؟
تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية للاختبارات المعدنية وتطوير العمليات. يمكن لخبرائنا مساعدتك في اختيار الأفران والأدوات المناسبة لتحقيق درجات T4 أو T6 أو T7 الدقيقة، مما يضمن تلبية مكونات الألمنيوم الخاصة بك لمتطلبات القوة والليونة ومقاومة التآكل الدقيقة.
اتصل بفريقنا اليوم لمناقشة تطبيقك وتحسين عملية المعالجة الحرارية الخاصة بك!
دليل مرئي
المنتجات ذات الصلة
- أنبوب فرن الألومينا عالي الحرارة (Al2O3) للسيراميك الدقيق الهندسي المتقدم
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- فرن أنبوبي مختبري بدرجة حرارة عالية 1400 درجة مئوية مع أنبوب ألومينا
يسأل الناس أيضًا
- لماذا يُعتبر فرن الأنبوب عالي الحرارة أساسيًا لاستعادة أسود الكربون؟ إتقان التحلل الحراري الدقيق وتجديد المواد
- ما هي الوظائف الأساسية لفرن الأنبوب عالي الحرارة للبلورات المقلوبة القائمة على الإيريديوم؟ دليل الخبراء للتشكيل الحراري
- ما هي المواد المستخدمة في الأفران ذات درجة الحرارة العالية؟ اختيار السيراميك المناسب للحرارة الشديدة
- ما هي عملية تصنيع أنابيب الألومينا؟ من المسحوق إلى السيراميك عالي الأداء
- ما هي الوظيفة الأساسية لأنبوب الألومينا (Al2O3) في تلبيد LLZTO؟ تحسين معالجتك الحرارية



















