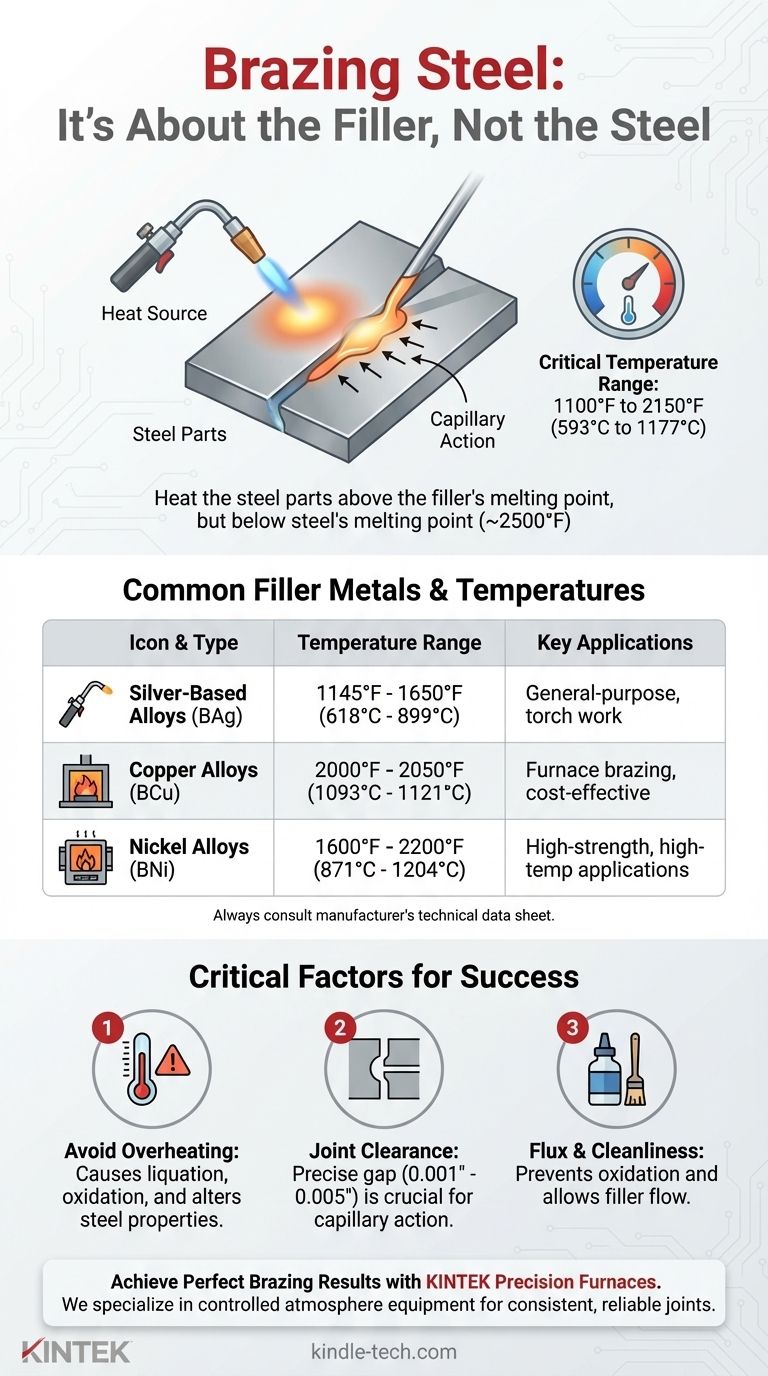
في لحام الفولاذ بالنحاس، لا يتم تحديد درجة الحرارة الحرجة بواسطة الفولاذ، ولكن بواسطة معدن الحشو المحدد الذي تستخدمه. تتضمن العملية تسخين أجزاء الفولاذ إلى درجة حرارة أعلى من نقطة انصهار سبيكة اللحام بالنحاس التي اخترتها، ولكن دائمًا أقل من نقطة انصهار الفولاذ نفسه. بالنسبة للفولاذ، تقع هذه الدرجة عادةً ضمن نطاق واسع يتراوح من 1100 درجة فهرنهايت (593 درجة مئوية) إلى 2150 درجة فهرنهايت (1177 درجة مئوية)، ويتم تحديدها بالكامل بواسطة الحشو.
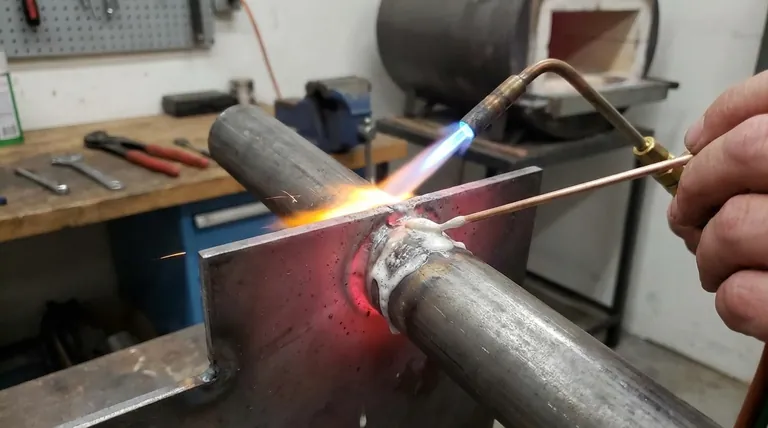
المبدأ الأساسي للحام بالنحاس هو تسخين المعادن الأساسية - أجزاء الفولاذ - حتى تصبح ساخنة بدرجة كافية لإذابة معدن الحشو عند التلامس. الهدف هو سحب الحشو المنصهر إلى المفصل من خلال الخاصية الشعرية، مما يخلق رابطة معدنية قوية دون إذابة الفولاذ.
المبدأ: يتعلق الأمر بمعدن الحشو، وليس الفولاذ
ما الذي يحدد اللحام بالنحاس؟
اللحام بالنحاس هو عملية ربط تحدث عند درجات حرارة أعلى من 840 درجة فهرنهايت (450 درجة مئوية). والأهم من ذلك، يجب أن تكون درجة الحرارة هذه أقل من درجة حرارة التصلب (النقطة التي يبدأ عندها بالذوبان) للمعادن الأساسية التي يتم ربطها.
بالنسبة للفولاذ، الذي ينصهر عند حوالي 2500 درجة فهرنهايت (1370 درجة مئوية)، يوفر هذا نافذة واسعة جدًا لحدوث اللحام بالنحاس.
"نطاق عمل" معدن الحشو
لكل سبيكة لحام بالنحاس "نطاق عمل" محدد بدرجتي حرارة:
- درجة التصلب: درجة الحرارة التي تبدأ عندها السبيكة بالذوبان.
- درجة السيولة: درجة الحرارة التي تكون عندها السبيكة سائلة تمامًا.
درجة حرارة اللحام بالنحاس المثالية هي أعلى قليلاً من درجة حرارة السيولة. وهذا يضمن أن تكون السبيكة سائلة بدرجة كافية للتدفق بسرعة وبشكل كامل إلى المفصل.
كيف تعمل الحرارة والخاصية الشعرية
يجب تسخين أجزاء الفولاذ في التجميع بشكل واسع وموحد. عندما يصل الفولاذ إلى درجة الحرارة الصحيحة، تلمس قضيب الحشو بالمفصل. تؤدي الحرارة من الفولاذ إلى إذابة القضيب، ويتم سحب السبيكة المنصهرة إلى الفراغ الضيق بين الأجزاء.
الحرارة تسحب الحشو. إذا كان أحد الأجزاء أكثر سخونة من الآخر، فسوف يتدفق الحشو نحو المنطقة الأكثر سخونة، مما يؤدي إلى مفصل غير مكتمل.
معادن الحشو الشائعة للفولاذ ودرجات حرارتها
تعتمد السبيكة التي تختارها على متطلبات القوة وظروف الخدمة والمعادن الأصلية. استشر دائمًا ورقة البيانات الفنية للشركة المصنعة للحصول على توصيات دقيقة لدرجة الحرارة.
سبائك الفضة (سلسلة BAg)
هذه هي السبائك الأكثر شيوعًا للحام الفولاذ بالنحاس للأغراض العامة نظرًا لقوتها ومرونتها ودرجات حرارة الانصهار المنخفضة.
عادةً ما يتم لحامها بالنحاس في نطاق 1145 درجة فهرنهايت إلى 1650 درجة فهرنهايت (618 درجة مئوية إلى 899 درجة مئوية). متطلبات الحرارة المنخفضة تجعلها أسهل في العمل بها، خاصة باستخدام الشعلة.
سبائك النحاس (سلسلة BCu)
النحاس النقي هو حشو ممتاز للحام الفولاذ بالنحاس، خاصة في لحام الأفران ذات الجو المتحكم فيه. إنه سائل جدًا وفعال من حيث التكلفة.
درجة حرارة اللحام بالنحاس النموذجية للنحاس النقي هي 2000 درجة فهرنهايت إلى 2050 درجة فهرنهايت (1093 درجة مئوية إلى 1121 درجة مئوية).
سبائك النحاس والفوسفور (سلسلة BCuP)
لا تستخدم هذه السبائك للحام الفولاذ بالنحاس أو المعادن الحديدية الأخرى. يمكن أن يتفاعل الفوسفور مع الحديد في الفولاذ لتكوين فوسفيدات هشة عند واجهة المفصل، مما يؤدي إلى فشل كارثي للمفصل.
سبائك النيكل والكوبالت (سلسلة BNi، BCo)
تستخدم لتطبيقات الأداء العالي، خاصة على الفولاذ المقاوم للصدأ، حيث تتطلب قوة فائقة ومقاومة للتآكل وخدمة درجات حرارة عالية.
تتطلب هذه السبائك درجات حرارة عالية جدًا، غالبًا من 1600 درجة فهرنهايت إلى 2200 درجة فهرنهايت (871 درجة مئوية إلى 1204 درجة مئوية)، وتستخدم حصريًا تقريبًا في الأفران المفرغة أو ذات الجو المتحكم فيه.
فهم المقايضات والعوامل الحاسمة
تحقيق درجة الحرارة الصحيحة ضروري، ولكنه ليس كافيًا. هناك عدة عوامل أخرى لا تقل أهمية للنجاح.
خطر ارتفاع درجة الحرارة
قد يؤدي تجاوز درجة الحرارة الموصى بها إلى انفصال مكونات معدن الحشو (التسييل)، أو تلف التدفق، أو أكسدة الفولاذ بشكل كبير، أو حتى تغيير الخصائص المعدنية للفولاذ (مثل فقدان معالجته الحرارية).
مشكلة نقص التسخين
إذا لم يكن الفولاذ ساخنًا بدرجة كافية، فسيفشل معدن الحشو في الذوبان والتدفق بشكل صحيح. قد يتكتل على السطح أو يفشل في اختراق المفصل، مما يؤدي إلى رابطة بدون قوة هيكلية.
دور التدفق والنظافة
يجب تنظيف أجزاء الفولاذ ميكانيكيًا أو كيميائيًا قبل التسخين. عند درجة الحرارة، يلزم وجود طبقة من التدفق لمنع الفولاذ من الأكسدة، مما قد يعيق تدفق معدن الحشو. يساعد التدفق أيضًا على إذابة أي أكاسيد سطحية متبقية.
خلوص المفصل غير قابل للتفاوض
يعتمد اللحام بالنحاس على الخاصية الشعرية، والتي تعمل فقط إذا كانت الفجوة بين جزئي الفولاذ دقيقة. بالنسبة لمعظم السبائك، يكون هذا الخلوص ضيقًا جدًا ويتراوح من 0.001 إلى 0.005 بوصة (0.025 إلى 0.127 مم). إذا كان فضفاضًا جدًا أو ضيقًا جدًا، فسيفشل المفصل.
كيفية تحقيق لحام بالنحاس ناجح
اختيارك لمعدن الحشو هو نقطة البداية التي تحدد العملية بأكملها.
- إذا كان تركيزك الأساسي هو الإصلاح العام أو التصنيع المتاح: اختر سبيكة فضية خالية من الكادميوم (سلسلة BAg)، والتي توفر قوة ممتازة ونطاق تطبيق متسامح ومنخفض الحرارة مناسب للحام بالشعلة.
- إذا كان تركيزك الأساسي هو الخدمة عالية القوة أو عالية الحرارة: ابحث عن سبائك النيكل (BNi) أو النحاس النقي (BCu)، ولكن اعلم أن هذه العمليات المتطلبة تتطلب عادة فرنًا.
- إذا كنت جديدًا في اللحام بالنحاس: أداتك الأكثر قيمة هي ورقة البيانات الفنية لمعدن الحشو الذي اخترته. ستحدد درجات حرارة التصلب/السيولة الدقيقة والتدفق الموصى به.
من خلال التركيز على المتطلبات المحددة لمعدن الحشو الخاص بك، تنتقل من التخمين إلى عملية ربط يمكن التنبؤ بها وموثوقة.
جدول الملخص:
| نوع معدن الحشو | نطاق درجة حرارة اللحام بالنحاس النموذجي (°F) | نطاق درجة حرارة اللحام بالنحاس النموذجي (°C) | التطبيقات الرئيسية |
|---|---|---|---|
| سبائك الفضة (BAg) | 1145 درجة فهرنهايت - 1650 درجة فهرنهايت | 618 درجة مئوية - 899 درجة مئوية | لحام الفولاذ بالنحاس للأغراض العامة، أعمال الشعلة |
| سبائك النحاس (BCu) | 2000 درجة فهرنهايت - 2050 درجة فهرنهايت | 1093 درجة مئوية - 1121 درجة مئوية | لحام الأفران بالنحاس، مفاصل فعالة من حيث التكلفة |
| سبائك النيكل (BNi) | 1600 درجة فهرنهايت - 2200 درجة فهرنهايت | 871 درجة مئوية - 1204 درجة مئوية | تطبيقات عالية القوة ودرجات حرارة عالية |
حقق نتائج لحام بالنحاس مثالية مع KINTEK
هل تتطلع إلى تحسين عملية لحام الفولاذ بالنحاس؟ سواء كنت تعمل بسبائك الفضة للتصنيع العام أو سبائك النيكل للتطبيقات عالية الحرارة، فإن امتلاك المعدات المناسبة أمر بالغ الأهمية للنجاح.
تتخصص KINTEK في أفران المختبرات الدقيقة ومعدات التسخين المصممة خصيصًا لعمليات اللحام بالنحاس المتحكم فيها. تساعدك حلولنا في الحفاظ على درجات حرارة دقيقة، وضمان تسخين موحد، وتحقيق مفاصل قوية وموثوقة في كل مرة.
نحن نخدم المختبرات ومرافق التصنيع التي تتطلب نتائج متسقة وقابلة للتكرار في عمليات ربط المعادن الخاصة بها. دعنا نساعدك في اختيار الفرن المثالي لمعادن الحشو المحددة ومتطلبات التطبيق الخاص بك.
اتصل بنا اليوم لمناقشة كيف يمكن لمعدات اللحام بالنحاس لدينا تحسين جودة المفصل وكفاءة العملية: تواصل معنا
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن التلبيد بالبلازما الشرارية فرن SPS
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن الجرافيت الفراغي ذو التفريغ السفلي لمواد الكربون
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية



















