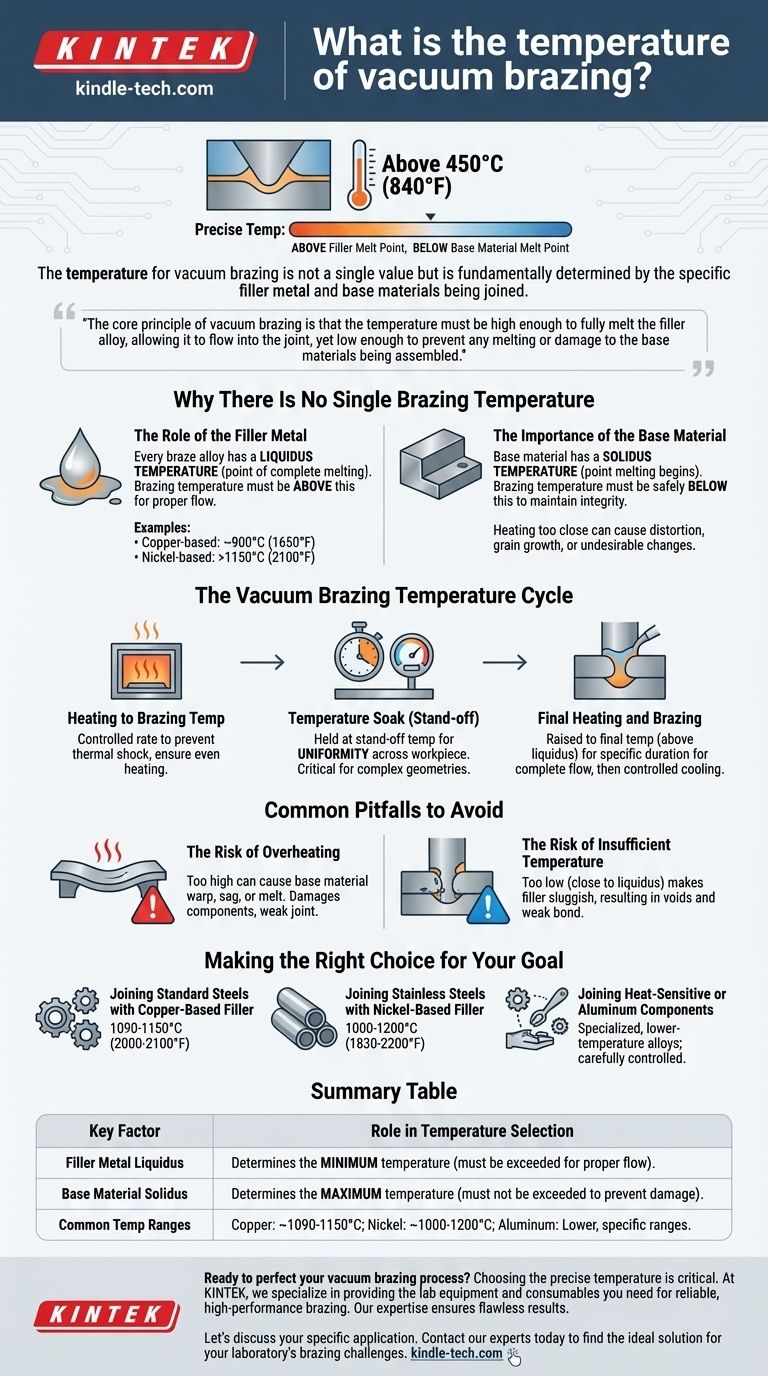
درجة حرارة اللحام بالنحاس في الفراغ ليست قيمة واحدة ولكنها تتحدد بشكل أساسي بواسطة معدن الحشو والمواد الأساسية المحددة التي يتم ربطها. بينما يحدث جميع اللحام بالنحاس فوق 450 درجة مئوية (840 درجة فهرنهايت)، يتم اختيار درجة الحرارة الدقيقة بعناية لتكون أعلى من نقطة انصهار معدن الحشو ولكن بأمان أقل من نقطة انصهار المكونات التي يتم ربطها.
المبدأ الأساسي للحام بالنحاس في الفراغ هو أن درجة الحرارة يجب أن تكون عالية بما يكفي لإذابة سبيكة الحشو بالكامل، مما يسمح لها بالتدفق إلى الوصلة، ومع ذلك منخفضة بما يكفي لمنع أي ذوبان أو تلف للمواد الأساسية التي يتم تجميعها.

لماذا لا توجد درجة حرارة لحام بالنحاس واحدة
يعد اختيار درجة حرارة اللحام بالنحاس قرارًا هندسيًا حاسمًا يعتمد على علم المعادن للتجميع. إنه توازن بين خصائص معدن الحشو والمواد الأساسية.
دور معدن الحشو
العامل الأساسي الذي يحدد الحد الأدنى لدرجة حرارة اللحام بالنحاس هو معدن الحشو، المعروف أيضًا باسم سبيكة اللحام بالنحاس.
لكل سبيكة لحام بالنحاس درجة حرارة سائلة (Liquidus temperature)، وهي النقطة التي تصبح عندها سائلة بالكامل. يجب ضبط درجة حرارة اللحام بالنحاس فوق هذه النقطة السائلة لضمان قدرة السبيكة على التدفق بحرية إلى الوصلة عن طريق الخاصية الشعرية.
على سبيل المثال، قد تصبح بعض السبائك القائمة على النحاس سائلة بالكامل حوالي 900 درجة مئوية (1650 درجة فهرنهايت)، بينما قد تتطلب السبائك عالية الأداء القائمة على النيكل درجات حرارة تتجاوز 1150 درجة مئوية (2100 درجة فهرنهايت).
أهمية المادة الأساسية
العامل الحاسم الثاني هو المادة الأساسية للأجزاء التي يتم ربطها.
للمادة الأساسية درجة حرارة صلبة (Solidus temperature)، وهي النقطة التي تبدأ عندها في الذوبان. يجب أن تظل درجة حرارة اللحام بالنحاس دائمًا بأمان أقل من هذه النقطة للحفاظ على السلامة الهيكلية لقطعة العمل.
يمكن أن يؤدي تسخين المعدن الأساسي قريبًا جدًا من نقطة الصلابة إلى تشوه أو نمو حبيبات أو تغييرات معدنية أخرى غير مرغوب فيها، حتى لو لم يذوب.
دورة درجة حرارة اللحام بالنحاس في الفراغ
درجة حرارة اللحام بالنحاس النهائية هي مجرد نقطة واحدة في دورة تسخين وتبريد يتم التحكم فيها بعناية. تخدم كل مرحلة غرضًا مميزًا.
التسخين إلى درجة حرارة اللحام بالنحاس
يسخن الفرن المكونات بمعدل متحكم فيه. يمنع هذا الارتفاع البطيء والثابت الصدمة الحرارية ويسمح لجميع أجزاء التجميع، السميكة والرقيقة، بالتسخين بالتساوي.
نقع درجة الحرارة (الوقفة)
قبل الوصول إلى درجة حرارة اللحام بالنحاس النهائية، غالبًا ما تتضمن الدورة "نقعًا". يحتفظ الفرن بالتجميع عند درجة حرارة وقفة لفترة لضمان توحيد درجة الحرارة الكامل عبر قطعة العمل بأكملها.
هذه الخطوة حاسمة للهندسة المعقدة، مما يضمن أنه عندما يذوب معدن الحشو، تكون جميع أجزاء الوصلة عند درجة الحرارة الصحيحة لقبوله.
التسخين النهائي واللحام بالنحاس
بعد النقع، يتم رفع درجة الحرارة إلى نقطة اللحام بالنحاس النهائية، فوق نقطة السائل للحشو. يتم الاحتفاظ بها هنا لمدة محددة للسماح للحشو بالتدفق بالكامل عبر الوصلة، وبعد ذلك تبدأ دورة تبريد متحكم فيها.
المزالق الشائعة التي يجب تجنبها
يمكن أن يؤدي ضبط درجة الحرارة الخاطئة إلى فشل كامل للوصلة الملحومة بالنحاس. فهم المخاطر هو مفتاح العملية الناجحة.
خطر ارتفاع درجة الحرارة
يمكن أن يكون ضبط درجة الحرارة مرتفعًا جدًا كارثيًا. يمكن أن يتسبب في تشوه المادة الأساسية أو ترهلها أو حتى بدء ذوبانها. يؤدي هذا إلى إتلاف المكونات وإنشاء وصلة ضعيفة وغير موثوقة.
خطر عدم كفاية درجة الحرارة
يعد ضبط درجة الحرارة منخفضة جدًا، أو قريبة جدًا من نقطة السائل للحشو، أيضًا وضع فشل شائع. سيكون معدن الحشو بطيئًا ولن يتدفق بشكل صحيح، مما يؤدي إلى فراغات، وملء غير كامل للوصلة، ورابطة ضعيفة.
اتخاذ الخيار الصحيح لهدفك
تُستمد درجة الحرارة الصحيحة دائمًا من مواصفات المواد التي يوفرها مصنع معدن الحشو والفهم الشامل للمواد الأساسية الخاصة بك.
- إذا كان تركيزك الأساسي هو ربط الفولاذ القياسي بحشو قائم على النحاس: ستكون درجة حرارة اللحام بالنحاس لديك على الأرجح في نطاق 1090-1150 درجة مئوية (2000-2100 درجة فهرنهايت).
- إذا كان تركيزك الأساسي هو ربط الفولاذ المقاوم للصدأ بحشو قائم على النيكل: ستعمل عند درجات حرارة أعلى، غالبًا ما بين 1000-1200 درجة مئوية (1830-2200 درجة فهرنهايت)، اعتمادًا على السبيكة المحددة.
- إذا كان تركيزك الأساسي هو ربط المكونات الحساسة للحرارة أو الألومنيوم: ستستخدم سبائك حشو متخصصة ذات درجة حرارة منخفضة، مع التحكم الدقيق في درجات حرارة اللحام بالنحاس لتجنب إتلاف المعدن الأساسي.
في النهاية، يعتمد نجاح اللحام بالنحاس في الفراغ على اختيار درجة حرارة تخلق سيولة مثالية للحشو دون المساس بسلامة قطعة العمل.
جدول الملخص:
| العامل الرئيسي | الدور في اختيار درجة الحرارة |
|---|---|
| نقطة السائل لمعدن الحشو | تحدد درجة الحرارة الدنيا (يجب تجاوزها للتدفق الصحيح). |
| نقطة الصلابة للمادة الأساسية | تحدد درجة الحرارة القصوى (يجب عدم تجاوزها لمنع التلف). |
| نطاقات درجات الحرارة الشائعة | سبائك النحاس: ~1090-1150 درجة مئوية؛ سبائك النيكل: ~1000-1200 درجة مئوية؛ سبائك الألومنيوم: أقل، نطاقات محددة. |
هل أنت مستعد لإتقان عملية اللحام بالنحاس في الفراغ؟
يعد اختيار درجة الحرارة الدقيقة أمرًا بالغ الأهمية لقوة الوصلة وسلامة المكونات. في KINTEK، نحن متخصصون في توفير معدات المختبرات والمواد الاستهلاكية التي تحتاجها للحام بالنحاس الموثوق وعالي الأداء. تضمن خبرتنا تحقيق نتائج خالية من العيوب، سواء كنت تعمل مع الفولاذ القياسي أو الفولاذ المقاوم للصدأ أو المواد الحساسة للحرارة.
دعنا نناقش تطبيقك المحدد. اتصل بخبرائنا اليوم للعثور على الحل الأمثل لتحديات اللحام بالنحاس في مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- آلة فرن الضغط الساخن الفراغي للتصفيح والتسخين
- آلة التثبيت البارد بالفراغ لتحضير العينات
- فرن تفحيم الخزف السني بالشفط
- آلة فرن الضغط الساخن بالفراغ مكبس الضغط الساخن بالفراغ
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار



















