حسب التعريف، اللحام بالنحاس هو عملية ربط المعادن تتم في درجات حرارة تزيد عن 450 درجة مئوية (840 درجة فهرنهايت). ومع ذلك، فإن درجة الحرارة الفعلية المستخدمة تكون دائمًا أقل من درجة انصهار المعادن الأساسية التي يتم ربطها ويتم تحديدها بالكامل بواسطة سبيكة المعدن الحشو المحددة المطلوبة للتطبيق.
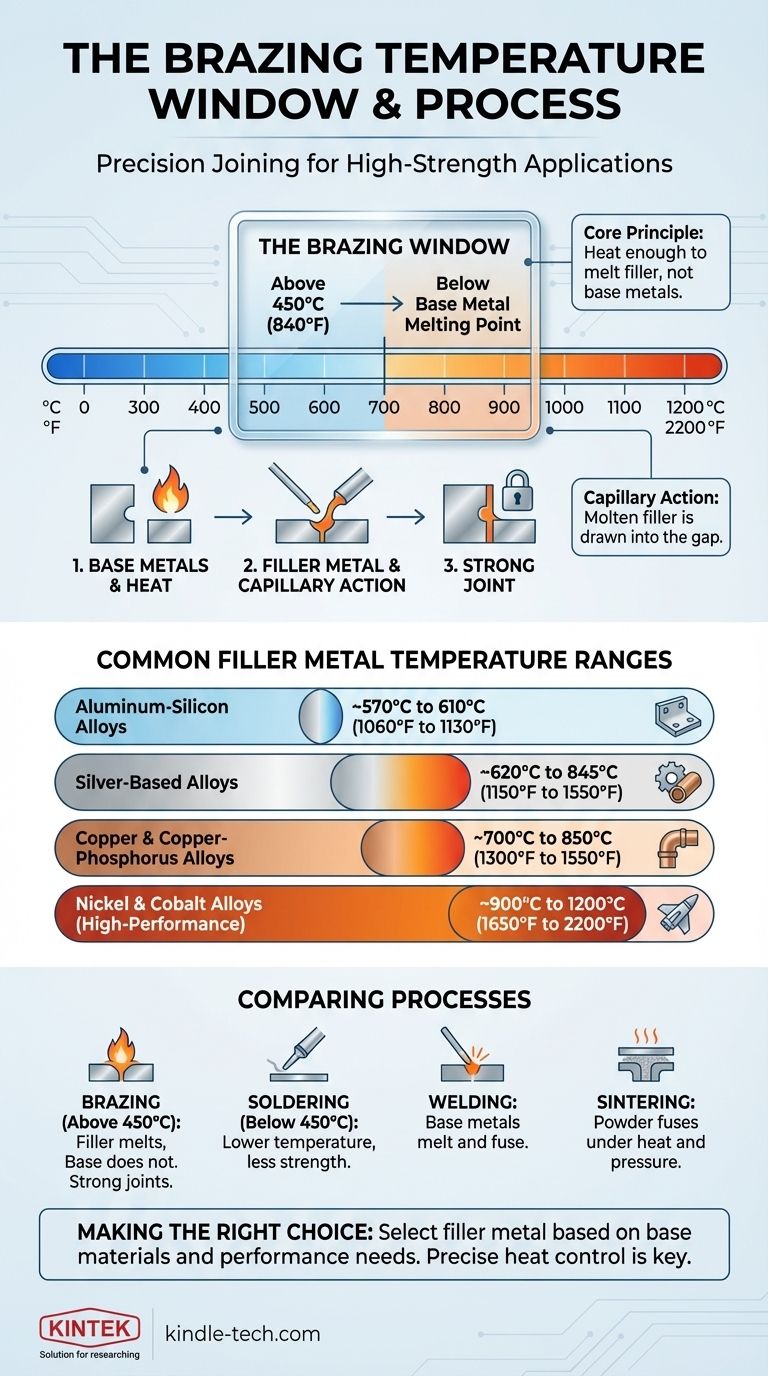
المبدأ الأساسي للحام بالنحاس لا يتعلق بدرجة حرارة واحدة، بل بـ نافذة درجة حرارة محددة: يجب أن تكون ساخنة بما يكفي لإذابة معدن الحشو ولكن ليست ساخنة لدرجة أنها تذيب الأجزاء التي تقوم بربطها.
المبدأ المحدد لدرجة حرارة اللحام بالنحاس
يُنشئ اللحام بالنحاس وصلات قوية ودائمة بين جزأين معدنيين أو أكثر دون صهر الأجزاء نفسها. درجة الحرارة هي المتغير الأكثر أهمية الذي يمكّن هذه العملية.
الخاصية الشعرية هي المفتاح
الهدف من اللحام بالنحاس هو تسخين المعادن الأساسية إلى درجة حرارة يذوب عندها معدن الحشو المتخصص عند ملامسته لها.
يتم سحب معدن الحشو المنصهر هذا إلى الفجوة الضيقة بين الأجزاء من خلال ظاهرة تسمى الخاصية الشعرية، مما يؤدي إلى تكوين الوصلة عند التبريد.
فوق 450 درجة مئوية (840 درجة فهرنهايت): العتبة الرسمية
تُعرّف جمعية اللحام الأمريكية (AWS) رسميًا اللحام بالنحاس على أنه أي عملية تحدث فوق 450 درجة مئوية (840 درجة فهرنهايت).
درجة الحرارة المحددة هذه هي ما يميز اللحام بالنحاس عن نظيره ذي درجة الحرارة المنخفضة، وهو اللحام بالقصدير.
أقل من درجة انصهار المعدن الأساسي (نقطة التصليد)
من الأهمية بمكان أن تظل درجة حرارة اللحام بالنحاس أقل من نقطة التصليد (النقطة التي يبدأ عندها المعدن في الذوبان) للمعادن الأساسية.
إذا ذابت المعادن الأساسية، فإن العملية لم تعد لحامًا بالنحاس؛ بل تصبح لحامًا. الحفاظ على هذا التمييز أساسي لنجاح عملية اللحام بالنحاس.
نطاقات درجات حرارة اللحام بالنحاس الشائعة حسب المعدن الحشو
يتم تحديد درجة حرارة اللحام بالنحاس العملية من خلال التركيب الكيميائي للمعدن الحشو الذي تستخدمه. تتطلب المعادن الأساسية والتطبيقات المختلفة حشوات مختلفة.
سبائك الألومنيوم والسيليكون
تُستخدم هذه الحشوات للحام مكونات الألومنيوم. لديها نقطة انصهار منخفضة نسبيًا لتجنب صهر معدن الألومنيوم الأساسي.
نطاق درجة حرارة اللحام بالنحاس النموذجي لهذه السبائك هو ~570 درجة مئوية إلى 610 درجة مئوية (1060 درجة فهرنهايت إلى 1130 درجة فهرنهايت).
السبائك القائمة على الفضة
غالبًا ما تسمى "لحام الفضة" (تسمية خاطئة) أو "اللحام الصلب"، وهي بعض من أكثر سبائك اللحام بالنحاس تنوعًا واستخدامًا لربط الفولاذ والفولاذ المقاوم للصدأ والنحاس والنحاس الأصفر.
تتراوح درجات حرارة اللحام بالنحاس عادةً من ~620 درجة مئوية إلى 845 درجة مئوية (1150 درجة فهرنهايت إلى 1550 درجة فهرنهايت).
سبائك النحاس والفوسفور
تعتبر سبائك النحاس والفوسفور ممتازة لربط النحاس بالنحاس دون الحاجة إلى صهارة، حيث يعمل الفوسفور كعامل صهارة.
تعمل هذه السبائك في نطاق يتراوح من ~700 درجة مئوية إلى 850 درجة مئوية (1300 درجة فهرنهايت إلى 1550 درجة فهرنهايت).
سبائك النيكل والكوبالت
تُستخدم هذه الحشوات للتطبيقات عالية الأداء مثل مكونات الطيران أو التوربينات الغازية، وتوفر قوة استثنائية ومقاومة لدرجات الحرارة العالية والتآكل.
تتطلب هذه السبائك المتقدمة درجات حرارة لحام أعلى بكثير، غالبًا ما تتراوح من ~900 درجة مئوية تصل إلى 1200 درجة مئوية (1650 درجة فهرنهايت إلى 2200 درجة فهرنهايت).
فهم اللحام بالنحاس مقابل العمليات الأخرى
غالبًا ما يحدث الارتباك بين عمليات المواد المختلفة ذات درجات الحرارة العالية. التمييز دائمًا ما يعود إلى درجة الحرارة والهدف.
اللحام بالنحاس مقابل اللحام بالقصدير
الفرق بسيط: يحدث اللحام بالقصدير أقل من 450 درجة مئوية (840 درجة فهرنهايت)، بينما يحدث اللحام بالنحاس أعلى منها. وينتج عن ذلك أن الوصلات الملحومة بالنحاس تتمتع بقوة ومقاومة للحرارة أعلى بكثير من الوصلات الملحومة بالقصدير.
اللحام بالنحاس مقابل اللحام
في اللحام بالنحاس، يذوب معدن الحشو فقط. في اللحام، يتم صهر حواف المعادن الأساسية ودمجها معًا، وغالبًا مع إضافة معدن حشو.
اللحام بالنحاس مقابل التلبيد
التلبيد هو عملية تستخدم لإنشاء كتلة صلبة من المادة من مسحوق عن طريق تطبيق الحرارة والضغط. تكون درجة الحرارة عالية بما يكفي للتسبب في اندماج الجسيمات والترابط، ولكنها عادة ما تكون أقل من نقطة الانصهار الكاملة.
في حين أن بعض عمليات اللحام بالنحاس ذات درجات الحرارة العالية (على سبيل المثال، باستخدام سبائك النيكل) قد تعمل في نطاق درجة حرارة مماثل للتلبيد (~750-1300 درجة مئوية)، فإن أهدافها مختلفة جوهريًا. اللحام بالنحاس يربط أجزاء متميزة، بينما التلبيد يشكل جزءًا واحدًا من مسحوق.
اتخاذ الخيار الصحيح لمشروعك
يعد اختيار درجة حرارة اللحام بالنحاس الصحيحة دالة مباشرة لاختيار معدن الحشو المناسب لموادك الأساسية ومتطلبات الأداء.
- إذا كان تركيزك الأساسي هو ربط المواد القياسية مثل النحاس أو الفولاذ: ابدأ بالبحث عن سبائك الحشو القائمة على الفضة أو النحاس، والتي تعمل في نطاق 620-850 درجة مئوية.
- إذا كان تركيزك الأساسي هو ربط الألومنيوم: يجب عليك استخدام حشو ألومنيوم-سيليكون بدرجة حرارة أقل، عادة حوالي 570-610 درجة مئوية، لتجنب صهر المادة الأم.
- إذا كان تركيزك الأساسي هو التطبيقات عالية الأداء أو درجات الحرارة العالية: ستحتاج إلى حشوات متخصصة قائمة على النيكل أو الكوبالت تتطلب درجات حرارة تتجاوز 900 درجة مئوية وأجواء فرن مضبوطة.
في النهاية، درجة الحرارة الصحيحة هي تلك التي تذيب معدن الحشو المختار بشكل صحيح دون المساس بسلامة الأجزاء التي تنوي ربطها.
جدول ملخص:
| نوع المعدن الحشو | المعادن الأساسية الشائعة | نطاق درجة حرارة اللحام بالنحاس النموذجي |
|---|---|---|
| سبائك الألومنيوم والسيليكون | الألومنيوم | 570 درجة مئوية إلى 610 درجة مئوية (1060 درجة فهرنهايت إلى 1130 درجة فهرنهايت) |
| السبائك القائمة على الفضة | الفولاذ، الفولاذ المقاوم للصدأ، النحاس، النحاس الأصفر | 620 درجة مئوية إلى 845 درجة مئوية (1150 درجة فهرنهايت إلى 1550 درجة فهرنهايت) |
| سبائك النحاس والفوسفور | النحاس إلى النحاس | 700 درجة مئوية إلى 850 درجة مئوية (1300 درجة فهرنهايت إلى 1550 درجة فهرنهايت) |
| سبائك النيكل والكوبالت | عالية الأداء (الفضاء، التوربينات) | 900 درجة مئوية إلى 1200 درجة مئوية (1650 درجة فهرنهايت إلى 2200 درجة فهرنهايت) |
هل تحتاج إلى حرارة دقيقة وموثوقة لتطبيقات اللحام بالنحاس لديك؟ تتخصص KINTEK في أفران المختبرات عالية الأداء ومعدات المعالجة الحرارية، حيث توفر التحكم الدقيق في درجة الحرارة والتسخين الموحد المطلوب للحصول على وصلات ملحومة بالنحاس مثالية في المواد بدءًا من الألومنيوم وحتى السبائك المتقدمة. دع خبرائنا يساعدونك في اختيار الفرن المثالي لسبائك الحشو ومتطلبات التطبيق المحددة لديك. اتصل بـ KINTALK اليوم لمناقشة احتياجاتك من أفران اللحام بالنحاس!
دليل مرئي