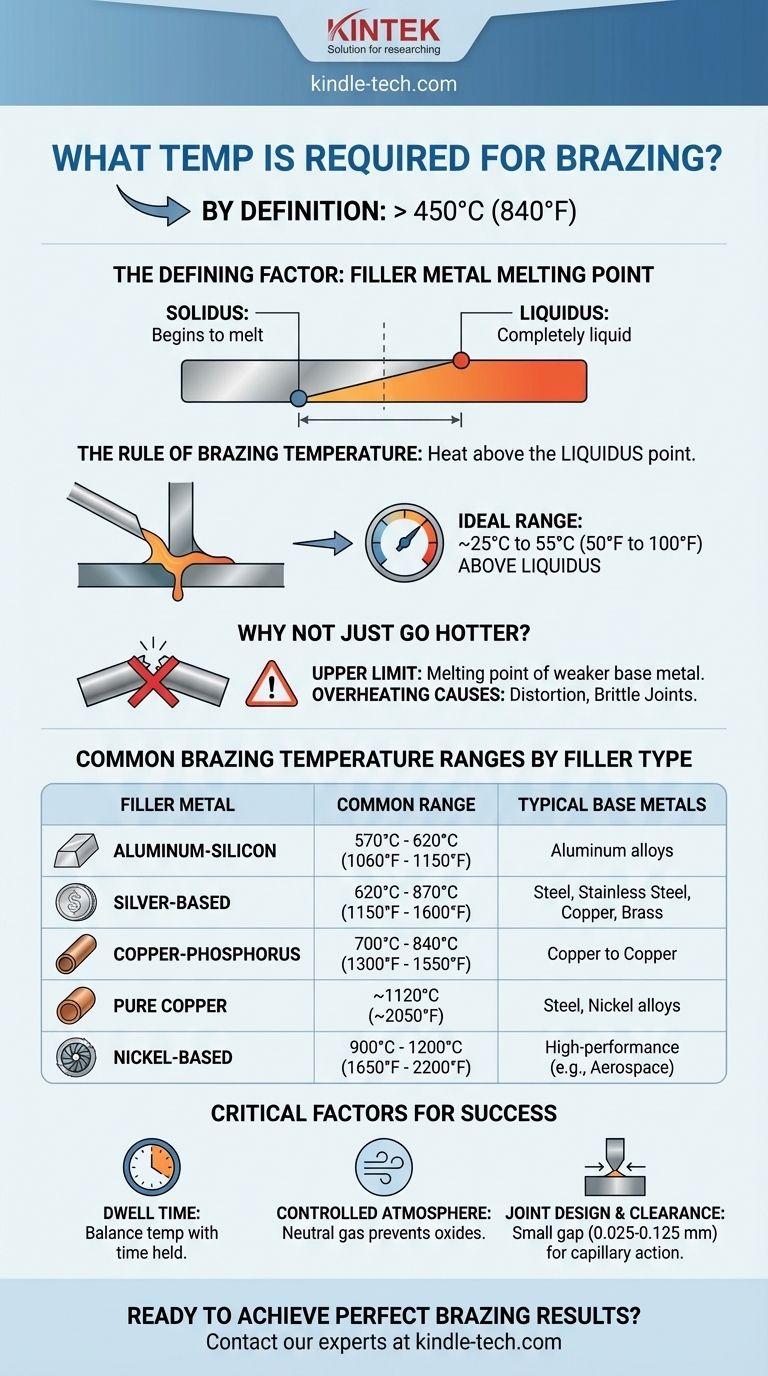
بحكم التعريف، اللحام بالنحاس هو عملية ربط المعادن تتم عند درجة حرارة تزيد عن 450 درجة مئوية (840 درجة فهرنهايت). ومع ذلك، فإن درجة الحرارة الدقيقة المطلوبة لمهمة معينة ليست رقمًا واحدًا؛ بل يتم تحديدها بالكامل من خلال نقطة انصهار معدن الحشو الذي تستخدمه، ويجب أن تكون دائمًا أقل من نقطة انصهار المعادن الأساسية التي يتم ربطها.
المبدأ الأساسي ليس استهداف "درجة حرارة لحام بالنحاس" عامة، بل تسخين التجميع إلى درجة حرارة أعلى بقليل من نقطة الانصهار الكاملة لمعدن الحشو المختار. يضمن هذا تدفق الحشو بشكل صحيح دون إتلاف المكونات التي تنوي ربطها.

العامل المحدد: نقطة انصهار معدن الحشو
تدور عملية اللحام بالنحاس بأكملها حول خصائص معدن الحشو، المعروف أيضًا باسم سبيكة اللحام بالنحاس. يعد فهم سلوكه هو المفتاح لاختيار درجة الحرارة الصحيحة.
ما هو معدن الحشو؟
معدن الحشو هو سبيكة مصممة لتذوب عند درجة حرارة أقل من المعادن الأساسية التي يربطها. عندما يذوب، يتم سحبه إلى المفصل الضيق بفعل الخاصية الشعرية، مما يخلق رابطة معدنية قوية عند التبريد.
درجات حرارة "السيولة" و "التصلب"
لا تذوب المعادن الحاشية على الفور عند درجة حرارة واحدة. لديها نطاق انصهار يحدده نقطتان:
- نقطة التصلب (Solidus): درجة الحرارة التي تبدأ عندها سبيكة الحشو في الذوبان.
- نقطة السيولة (Liquidus): درجة الحرارة التي تصبح عندها سبيكة الحشو سائلة بالكامل.
قاعدة درجة حرارة اللحام بالنحاس
للحصول على لحام ناجح، يجب تسخين المعادن الأساسية إلى درجة حرارة أعلى من نقطة السيولة لمعدن الحشو. تتمثل الممارسة الصناعية الشائعة في ضبط درجة حرارة العملية بحوالي 25 درجة مئوية إلى 55 درجة مئوية (50 درجة فهرنهايت إلى 100 درجة فهرنهايت) فوق درجة حرارة السيولة لضمان تدفق الحشو بحرية وسرعة في جميع أنحاء المفصل.
لماذا لا نستخدم درجة حرارة أعلى ببساطة؟ دور المعادن الأساسية
في حين أنه يجب عليك تجاوز درجة حرارة سيولة الحشو، فإن استخدام حرارة مفرطة يمكن أن يكون ضارًا. الحد الأعلى لدرجة الحرارة لعمليتك هو دائمًا نقطة انصهار المعدن الأساسي الأضعف بين الاثنين.
تجنب تشوه المعدن الأساسي
يمكن أن يتسبب التسخين المفرط في تشوه المعادن الأساسية أو إضعافها أو فقدان خصائصها الهندسية الهامة مثل الصلابة. هذا مهم بشكل خاص عند العمل مع مواد رقيقة أو مكونات خضعت للمعالجة الحرارية مسبقًا.
منع علم المعادن غير المرغوب فيه
يمكن أن تؤدي درجات الحرارة المفرطة إلى تفاعلات غير مرغوب فيها بين الحشو والمعادن الأساسية، مما يؤدي إلى مفاصل هشة معرضة للفشل. الهدف هو رابط نظيف، وليس سبائك كاملة عند الواجهة.
نطاقات درجات حرارة اللحام بالنحاس الشائعة حسب نوع الحشو
تختلف درجة الحرارة المطلوبة بشكل كبير بناءً على تركيبة معدن الحشو.
حشوات الألومنيوم والسيليكون
تُستخدم هذه لربط سبائك الألومنيوم وتعمل عادةً في نطاق يتراوح بين 570 درجة مئوية و 620 درجة مئوية (1060 درجة فهرنهايت و 1150 درجة فهرنهايت). هذه نافذة ضيقة، حيث تبدأ بعض سبائك الألومنيوم في الذوبان مباشرة فوق هذا النطاق.
حشوات قائمة على الفضة
تُستخدم سبائك الفضة بشكل شائع لربط الفولاذ والفولاذ المقاوم للصدأ والنحاس والنحاس الأصفر، وتوفر نطاقًا واسعًا من درجات الحرارة. وهي تعمل عادةً بين 620 درجة مئوية و 870 درجة مئوية (1150 درجة فهرنهايت و 1600 درجة فهرنهايت).
حشوات النحاس والفوسفور النحاسي
النحاس الخالص هو حشو ممتاز لدرجات الحرارة العالية لربط الفولاذ وسبائك النيكل، ويتطلب درجات حرارة تبلغ حوالي 1120 درجة مئوية (2050 درجة فهرنهايت). تُستخدم سبائك الفوسفور النحاسي لربط النحاس بالنحاس بدون تدفق وتعمل في درجات حرارة أقل، عادةً 700 درجة مئوية إلى 840 درجة مئوية (1300 درجة فهرنهايت إلى 1550 درجة فهرنهايت).
حشوات النيكل
للتطبيقات عالية الأداء التي تتطلب قوة ومقاومة تآكل فائقة، كما هو الحال في الطيران، يتم استخدام سبائك النيكل. تتطلب هذه درجات حرارة عالية جدًا، غالبًا في نطاق 900 درجة مئوية إلى 1200 درجة مئوية (1650 درجة فهرنهايت إلى 2200 درجة فهرنهايت).
فهم المفاضلات والعوامل الحاسمة
درجة الحرارة هي المعلمة الأساسية، لكنها لا تعمل بمعزل عن غيرها. يعتمد اللحام الناجح على توازن بين عدة عوامل.
درجة الحرارة مقابل وقت التثبيت
وقت التثبيت (Dwell time) هو المدة التي يتم فيها تثبيت التجميع عند درجة حرارة اللحام بالنحاس. قد تتطلب درجة حرارة أقل بقليل وقت تثبيت أطول لضمان تدفق معدن الحشو بالكامل إلى المفصل. على العكس من ذلك، قد تسمح درجة الحرارة الأعلى بوقت أقصر.
أهمية الجو المتحكم فيه
بالنسبة لمعظم عمليات اللحام بالنحاس عالية الجودة، يجب أن تحدث العملية في بيئة خالية من الأكسجين. كما تشير مراجعك، فإن وجود جو غاز خامل (مثل النيتروجين النقي) مع كمية منخفضة جدًا من الأكسجين والرطوبة أمر ضروري. يمنع هذا تكوين الأكاسيد على سطح المعادن الأساسية، والتي قد تعيق تدفق معدن الحشو وتؤدي إلى رابطة ضعيفة.
تصميم المفصل والخلوص
يعتمد اللحام بالنحاس على الخاصية الشعرية. هذه الظاهرة الفيزيائية تعمل فقط عندما تكون الفجوة بين المعدنين الأساسيين صغيرة جدًا - عادةً 0.025 إلى 0.125 مم (0.001 إلى 0.005 بوصة). إذا كانت الفجوة كبيرة جدًا، فلن يتم سحب الحشو، بغض النظر عن مدى دقة التحكم في درجة الحرارة لديك.
اتخاذ القرار الصحيح لتطبيقك
لتحديد درجة حرارة اللحام بالنحاس الصحيحة، يجب عليك أولاً اختيار معدن الحشو المناسب لموادك الأساسية ومتطلبات الأداء.
- إذا كان تركيزك الأساسي هو ربط الفولاذ أو النحاس للتطبيقات العامة: فمن المحتمل أن يكون حشو الفضة هو خيارك الأفضل، مما يضع درجة الحرارة المطلوبة في نطاق 620 درجة مئوية إلى 870 درجة مئوية.
- إذا كان تركيزك الأساسي هو ربط أجزاء الألومنيوم الحساسة للحرارة: يجب عليك استخدام حشو ألومنيوم-سيليكون منخفض الحرارة والحفاظ على تحكم دقيق ضمن نافذة 570 درجة مئوية إلى 620 درجة مئوية.
- إذا كان تركيزك الأساسي هو مفاصل عالية القوة للبيئات الصعبة: يلزم استخدام حشو النيكل أو حشو النحاس عالي الحرارة، مما يتطلب فرنًا قادرًا على الوصول إلى 900 درجة مئوية أو أعلى وجوًا متحكمًا فيه.
في نهاية المطاف، فإن مطابقة درجة الحرارة مع معدن الحشو المختار هو أساس اللحام الناجح والموثوق به.
جدول ملخص:
| نوع معدن الحشو | نطاق درجة حرارة اللحام بالنحاس الشائع | المعادن الأساسية الملحومة عادةً |
|---|---|---|
| الألومنيوم والسيليكون | 570 درجة مئوية - 620 درجة مئوية (1060 درجة فهرنهايت - 1150 درجة فهرنهايت) | سبائك الألومنيوم |
| قائم على الفضة | 620 درجة مئوية - 870 درجة مئوية (1150 درجة فهرنهايت - 1600 درجة فهرنهايت) | الفولاذ، الفولاذ المقاوم للصدأ، النحاس، النحاس الأصفر |
| الفوسفور النحاسي | 700 درجة مئوية - 840 درجة مئوية (1300 درجة فهرنهايت - 1550 درجة فهرنهايت) | النحاس بالنحاس |
| النحاس الخالص | ~1120 درجة مئوية (~2050 درجة فهرنهايت) | الفولاذ، سبائك النيكل |
| قائم على النيكل | 900 درجة مئوية - 1200 درجة مئوية (1650 درجة فهرنهايت - 2200 درجة فهرنهايت) | التطبيقات عالية الأداء (الطيران، إلخ) |
هل أنت مستعد لتحقيق نتائج لحام مثالية؟ درجة الحرارة الصحيحة هي مجرد البداية. بالنسبة للمختبرات ومرافق التصنيع، توفر KINTEK أفران اللحام بالنحاس عالية الجودة، وأنظمة الغلاف الجوي المتحكم فيه، والدعم الخبير الذي تحتاجه لضمان مفاصل متسقة وقوية وموثوقة في كل مرة.
دعنا نناقش تطبيق اللحام بالنحاس ومتطلبات المواد الخاصة بك. اتصل بخبرائنا اليوم للعثور على الحل المثالي لتحديات ربط المعادن في مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق



















