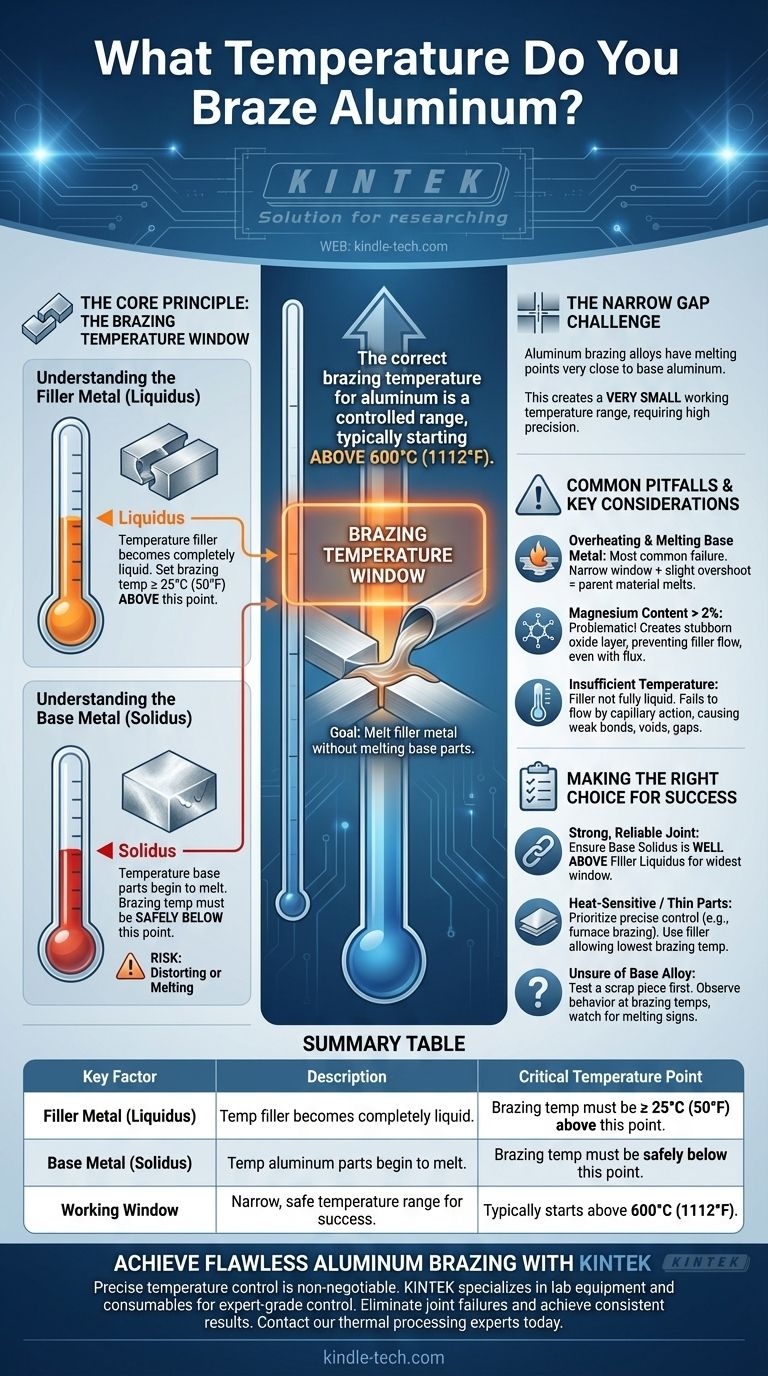
درجة حرارة لحام الألومنيوم الصحيحة ليست قيمة واحدة، بل هي نطاق يتم التحكم فيه بعناية يبدأ عادةً فوق 600 درجة مئوية (1112 درجة فهرنهايت). تعتمد درجة الحرارة الدقيقة بشكل حاسم على عاملين: سبيكة الحشو المحددة التي تستخدمها وسبيكة الألومنيوم الأساسية التي تقوم بتوصيلها. الهدف هو صهر معدن الحشو ليتمكن من التدفق في المفصل دون صهر أجزاء الألومنيوم نفسها.
يعتمد لحام الألومنيوم الناجح على نافذة درجة حرارة حرجة. يجب عليك تسخين التجميع إلى درجة حرارة أعلى من نقطة انصهار (الذوبان) سبيكة الحشو الخاصة بك ولكن أقل بأمان من نقطة انصهار (التصلب) أجزاء الألومنيوم التي تقوم بتوصيلها.

المبدأ الأساسي: نافذة درجة حرارة اللحام
فهم لحام الألومنيوم يدور حول فهم العلاقة بين المعدن الأساسي ومعدن الحشو. على عكس الفولاذ، تتمتع سبائك الألومنيوم بفجوة ضيقة جدًا بين درجة حرارة اللحام ونقطة انصهارها، مما يتطلب دقة عالية.
فهم معدن الحشو (الذوبان)
الذوبان (Liquidus) هو درجة الحرارة التي تصبح عندها سبيكة الحشو سائلة بالكامل. لضمان تدفق الحشو بشكل صحيح في المفصل، يجب أن تكون درجة حرارة اللحام أعلى قليلاً من هذه النقطة.
القاعدة الشائعة هي تحديد درجة حرارة اللحام بزيادة 25 درجة مئوية (50 درجة فهرنهايت) على الأقل فوق نقطة الذوبان لسبيكة الحشو المحددة المستخدمة.
فهم المعدن الأساسي (التصلب)
التصلب (Solidus) هو درجة الحرارة التي تبدأ عندها سبيكة الألومنيوم الأساسية في الذوبان. يجب أن تظل درجة حرارة اللحام دائمًا أقل من نقطة التصلب للأجزاء التي تقوم بتوصيلها.
إذا وصلت درجة الحرارة إلى نقطة تصلب المعدن الأساسي، فإنك تخاطر بتشوه قطعة العمل أو صهرها بالكامل. هذا هو وضع الفشل الأساسي في لحام الألومنيوم.
لماذا الفجوة ضيقة جدًا
التحدي مع الألومنيوم هو أن سبائك اللحام الخاصة به (عادةً سبائك الألومنيوم والسيليكون) لها نقطة انصهار قريبة جدًا من سبائك الألومنيوم الأساسية. يخلق هذا نطاق عمل لدرجة الحرارة صغيرًا جدًا، غالبًا بضع عشرات من الدرجات فقط، مما يتطلب تحكمًا دقيقًا في الحرارة.
المزالق الشائعة والاعتبارات الرئيسية
تحقيق درجة الحرارة الصحيحة هو جزء فقط من العملية. يمكن أن تؤدي خصائص مادية معينة وأخطاء في العملية إلى فشل المفصل حتى لو بدت درجة الحرارة التي لديك صحيحة.
ارتفاع درجة الحرارة وانصهار المعدن الأساسي
هذا هو الفشل الأكثر شيوعًا والكارثي. نظرًا لأن نافذة درجة الحرارة ضيقة جدًا، حتى الزيادة الطفيفة في درجة الحرارة أو التسخين غير المتساوي يمكن أن يتسبب في ذوبان المادة الأم قبل أن يملأ الحشو المفصل بشكل صحيح.
مشكلة محتوى المغنيسيوم
تكوين سبيكة الألومنيوم الأساسية الخاصة بك أمر بالغ الأهمية. السبائك التي تحتوي على محتوى مغنيسيوم يزيد عن 2٪ ليست مناسبة بشكل عام للحام.
يخلق المغنيسيوم طبقة أكسيد مستقرة وعنيدة للغاية على السطح تمنع معدن الحشو من الترطيب والالتصاق بالمعدن الأساسي، حتى مع استخدام التدفق المناسب.
درجة حرارة غير كافية
العمل عند درجة حرارة منخفضة جدًا هو أيضًا مشكلة. لن يصبح معدن الحشو سائلاً بالكامل ولن يتدفق بالكامل في المفصل عن طريق الخاصية الشعرية. يؤدي هذا إلى رابط غير مكتمل وضعيف مع فراغات وفجوات.
اتخاذ الخيار الصحيح للحام ناجح
يجب أن يسترشد نهجك بالمواد التي تستخدمها والدقة التي يتطلبها مشروعك.
- إذا كان تركيزك الأساسي هو مفصل قوي وموثوق: تأكد من أن درجة حرارة التصلب لسبيكتك الأساسية أعلى بكثير من درجة الذوبان لسبيكة الحشو الخاصة بك لإنشاء أوسع نافذة عمل ممكنة.
- إذا كنت تعمل بمكونات حساسة للحرارة أو رقيقة: إعطاء الأولوية للتحكم الدقيق في درجة الحرارة باستخدام طرق مثل لحام الفرن واختيار سبيكة حشو تسمح لك باستخدام أدنى درجة حرارة لحام ممكنة.
- إذا كنت غير متأكد من تكوين سبيكة الألومنيوم الأساسية الخاصة بك: اختبر قطعة خردة أولاً لمراقبة كيفية تصرفها في درجات حرارة اللحام، مع إيلاء اهتمام وثيق لأي علامات ذوبان.
في نهاية المطاف، إتقان لحام الألومنيوم يدور حول التحكم في نافذة درجة الحرارة الضيقة والحرجة هذه بدقة.
جدول ملخص:
| العامل الرئيسي | الوصف | نقطة درجة الحرارة الحرجة |
|---|---|---|
| معدن الحشو (الذوبان) | درجة الحرارة التي يصبح عندها سبيكة الحشو سائلة بالكامل. | يجب أن تكون درجة حرارة اللحام أعلى بـ 25 درجة مئوية (50 درجة فهرنهايت) على الأقل من هذه النقطة. |
| المعدن الأساسي (التصلب) | درجة الحرارة التي تبدأ عندها أجزاء الألومنيوم في الذوبان. | يجب أن تكون درجة حرارة اللحام أقل بأمان من هذه النقطة. |
| نافذة العمل | نطاق درجة الحرارة الضيق والآمن للحام الناجح. | يبدأ عادةً فوق 600 درجة مئوية (1112 درجة فهرنهايت). |
حقق لحام ألومنيوم خاليًا من العيوب مع KINTEK
التحكم الدقيق في درجة الحرارة أمر ضروري للمفاصل الملحومة القوية والموثوقة من الألومنيوم. تتطلب النافذة الضيقة بين نقطة انصهار معدن الحشو ونقطة انصهار المعدن الأساسي معدات ذات مستوى خبير.
تتخصص KINTEK في المعدات المخبرية والمواد الاستهلاكية التي تمكن نجاحك. سواء كنت تقوم بتطوير منتجات جديدة أو ضمان الجودة في الإنتاج، فإن مجموعتنا من الأفران الدقيقة وحلول المعالجة الحرارية توفر التحكم الدقيق الذي تحتاجه لإتقان هذه العملية الحرجة.
دعنا نساعدك في القضاء على فشل المفاصل وتحقيق نتائج متسقة.
اتصل بخبراء المعالجة الحرارية لدينا اليوم لمناقشة تطبيق لحام الألومنيوم المحدد الخاص بك والعثور على الحل المثالي لاحتياجات مختبرك.
دليل مرئي
المنتجات ذات الصلة
- أنبوب فرن الألومينا عالي الحرارة (Al2O3) للسيراميك الدقيق الهندسي المتقدم
- فرن التلدين بالتفريغ الهوائي
- فرن أنبوبي مختبري بدرجة حرارة عالية 1700 درجة مئوية مع أنبوب ألومينا
- بوتقة سيراميك الألومينا المتقدمة عالية النقاوة Al2O3 للفرن الكهربائي المختبري
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
يسأل الناس أيضًا
- ما هو دور أنبوب الفرن عالي الألومينا في اختزال خبث النيكل عند درجات الحرارة العالية؟ ضمان الدقة عند درجة حرارة 1400 درجة مئوية
- لماذا يُعتبر فرن الأنبوب عالي الحرارة أساسيًا لاستعادة أسود الكربون؟ إتقان التحلل الحراري الدقيق وتجديد المواد
- ما هي المواد المستخدمة في الأفران ذات درجة الحرارة العالية؟ اختيار السيراميك المناسب للحرارة الشديدة
- كيفية تنظيف فرن أنبوب الألومينا؟ إطالة عمر الأنبوب وضمان نقاء التجربة
- كيف تحاكي فرن الأنبوب الألومينا الظروف في بيئات CSP؟ إتقان الدقة.



















