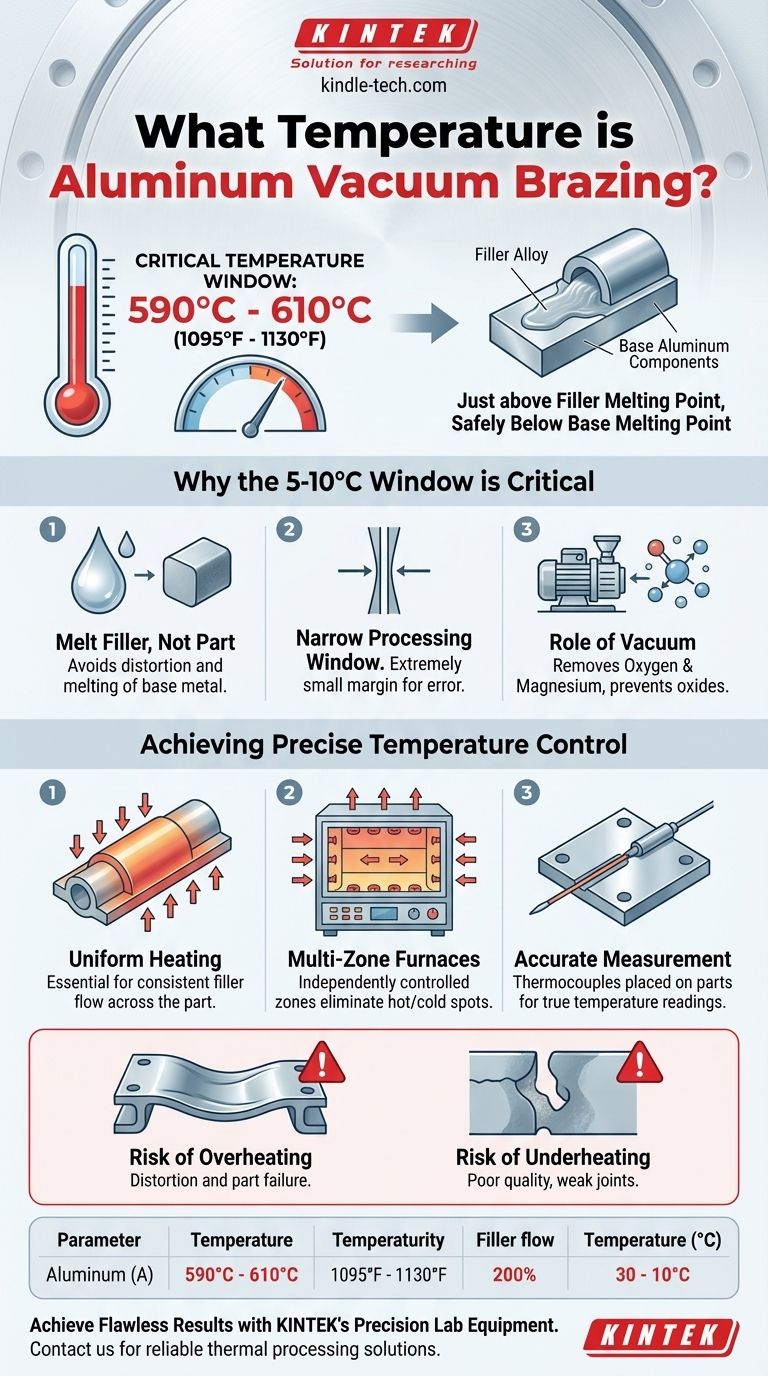
باختصار، يحدث لحام الألومنيوم بالفراغ عادةً في نطاق ضيق جدًا من درجات الحرارة، يتراوح عمومًا بين 590 درجة مئوية و 610 درجة مئوية (1095 درجة فهرنهايت إلى 1130 درجة فهرنهايت). يتم اختيار درجة الحرارة الدقيقة هذه لتكون أعلى بقليل من درجة انصهار سبيكة الحشو وأقل بأمان من درجة انصهار مكونات الألومنيوم التي يتم وصلها.
يكمن التحدي الأساسي في لحام الألومنيوم بالفراغ ليس مجرد الوصول إلى درجة حرارة محددة، بل الحفاظ على تجانس مطلق عبر الجزء بأكمله ضمن نافذة ضيقة للغاية. يعتمد النجاح على صهر مادة الحشو دون تشويه أو صهر الألومنيوم الأساسي نفسه.

لماذا تعتبر نافذة درجة الحرارة المحددة هذه حاسمة
تعتمد عملية اللحام بأكملها على فجوة حرارية يتم التحكم فيها بعناية بين معدن الحشو والمعدن الأساسي. بالنسبة للألومنيوم، تكون هذه الفجوة صغيرة بشكل سيئ السمعة، مما يجعل الدقة أمرًا بالغ الأهمية.
صهر الحشو، وليس الجزء
يعمل اللحام عن طريق صهر مادة حشو (سبيكة اللحام) تتدفق إلى الوصلات بين مكونين أساسيين أو أكثر عن طريق الخاصية الشعرية.
يجب أن تكون درجة الحرارة عالية بما يكفي لجعل سبيكة الحشو سائلة بالكامل، مما يسمح لها بالتدفق بحرية وتكوين رابطة تآكلية قوية عند التبريد.
والأهم من ذلك، يجب أن تظل درجة الحرارة هذه أقل من درجة حرارة "الصلب" للألومنيوم الأساسي، وهي النقطة التي يبدأ عندها المعدن الأساسي نفسه في الذوبان.
نافذة المعالجة الضيقة
يتم ضبط درجة حرارة اللحام استراتيجيًا بين نقطة السيولة (Liquidus) للحشو (درجة الحرارة التي يصبح عندها سائلاً بالكامل) و نقطة الصلب (Solidus) للمعدن الأساسي.
بالنسبة لإعدادات لحام الألومنيوم الشائعة (على سبيل المثال، استخدام حشو ألومنيوم-سيليكون AA4047)، يمكن أن تكون نافذة التشغيل هذه ضيقة مثل 5-10 درجات مئوية. هذا لا يترك مجالًا تقريبًا للخطأ.
دور الفراغ
يعمل التشغيل في درجات الحرارة المرتفعة هذه في بيئة فراغ لغرضين أساسيين.
أولاً، يزيل الأكسجين، مما يمنع تكوين أكاسيد الألومنيوم التي قد تمنع مادة الحشو من ترطيب السطح وتكوين رابطة.
ثانياً، يزيل المغنيسيوم، وهو عنصر سبائكي في العديد من درجات الألومنيوم الذي يتبخر عند درجات حرارة اللحام. إذا لم تتم إزالته بواسطة الفراغ، فإن بخار المغنيسيوم هذا سيتداخل مع عملية اللحام.
تحقيق التحكم الدقيق في درجة الحرارة
كما يوضح المرجع، فإن تحقيق درجة الحرارة الصحيحة لا قيمة له إذا لم يكن متجانسًا. يمكن أن يؤدي اختلاف درجة الحرارة لبضع درجات فقط عبر الجزء إلى فشل تام.
الحاجة إلى تسخين متجانس
إذا كان أحد أجزاء التجميع أكثر سخونة من الآخر، فقد يذوب مقطع رقيق قبل أن يصل مقطع أكثر سمكًا إلى درجة حرارة اللحام المطلوبة.
يضمن هذا التجانس أن مادة الحشو تنشط وتتدفق بالتساوي عبر جميع الوصلات في نفس الوقت.
أفران متعددة المناطق
تحقق الأفران الفراغية الحديثة هذا التجانس باستخدام مناطق تسخين متعددة ومستقلة التحكم.
تحيط هذه المناطق بالأجزاء، وتقوم أنظمة التحكم المعقدة بضبط الطاقة لكل منطقة للقضاء على البقع الساخنة أو الباردة، مما يضمن تسخين وتبريد التجميع بأكمله بمعدل ثابت.
قياس دقيق لدرجة الحرارة
للتحكم في العملية، يتم وضع المزدوجات الحرارية بشكل استراتيجي على الأجزاء نفسها أو بالقرب منها، وليس فقط في حجرة الفرن العامة.
يوفر هذا قراءة حقيقية لدرجة حرارة الجزء، مما يسمح لنظام التحكم بالحفاظ على درجة حرارة عنصر التسخين أقرب ما يمكن إلى الهدف دون زيادة تسخين سطح الجزء.
فهم المفاضلات والمخاطر
تؤدي نافذة المعالجة الضيقة للحام الألومنيوم إلى مخاطر كبيرة يجب إدارتها من خلال التحكم الدقيق في العملية.
خطر ارتفاع درجة الحرارة
إن تجاوز درجة حرارة صلب المعدن الأساسي، حتى لفترة قصيرة، سيؤدي إلى تشوه الأجزاء أو تدليها أو ذوبانها. هذا فشل كارثي يؤدي إلى تلف الجزء.
خطر انخفاض درجة الحرارة
سيؤدي الفشل في الوصول إلى نقطة سيولة سبيكة الحشو إلى مفصل ذي جودة رديئة. لن يتدفق الحشو بشكل صحيح، مما يؤدي إلى فراغات، أو وصلات غير مكتملة ("عدم ملء")، ومنتج نهائي غير موثوق به هيكليًا.
مضاعفات ناتجة عن هندسة الجزء
تعتبر التجميعات التي تحتوي على أقسام سميكة جدًا ورقيقة جدًا صعبة بشكل خاص. تسخن الأقسام الرقيقة بشكل أسرع بكثير، مما يزيد من خطر ارتفاع درجة حرارتها أثناء انتظار وصول الأقسام السميكة إلى درجة الحرارة المستهدفة. يتطلب هذا دورة تسخين مبرمجة بعناية وغالبًا ما تكون أبطأ.
اتخاذ الخيار الصحيح لهدفك
إن لحام الألومنيوم بنجاح هو أقل عن رقم درجة حرارة واحدة وأكثر عن التنفيذ الخالي من العيوب لملف حراري كامل.
- إذا كان تركيزك الأساسي هو موثوقية العملية: استثمر في فرن فراغي حديث متعدد المناطق مع ضوابط دقيقة تعتمد على المزدوجات الحرارية لضمان تجانس درجة الحرارة.
- إذا كان تركيزك الأساسي هو جودة الوصلة: تأكد من أن سبيكة الحشو وقاعدة السبيكة التي اخترتها متوافقتان، مما يوفر نافذة درجة حرارة قابلة للتطبيق (حتى لو كانت ضيقة).
- إذا كان تركيزك الأساسي هو تصميم الجزء: صمم أجزاء بسمك موحد حيثما أمكن، حيث يبسط هذا عملية التسخين ويقلل بشكل كبير من خطر الفشل.
في نهاية المطاف، الدقة هي المبدأ غير القابل للتفاوض الذي يحكم كل عملية لحام ألومنيوم فراغي ناجحة.
جدول ملخص:
| المعلمة | النطاق النموذجي | اعتبار حاسم |
|---|---|---|
| درجة حرارة اللحام | 590 درجة مئوية - 610 درجة مئوية (1095 درجة فهرنهايت - 1130 درجة فهرنهايت) | يجب أن تبقى فوق نقطة سيولة الحشو، وأسفل نقطة صلب المعدن الأساسي |
| نافذة درجة الحرارة | 5-10 درجات مئوية (ضيقة) | تتطلب تحكمًا دقيقًا في الفرن |
| التحدي الرئيسي | تسخين متجانس عبر الأجزاء | يمنع التشوه ويضمن تدفق الحشو الكامل |
| سبيكة الحشو الشائعة | AA4047 (ألومنيوم-سيليكون) | يوفر خصائص انصهار مثالية للألومنيوم الأساسي |
حقق نتائج لحام ألومنيوم خالية من العيوب باستخدام معدات KINTEK المخبرية الدقيقة. تتميز أفراننا الفراغية المتقدمة بتسخين متعدد المناطق وضوابط دقيقة لدرجة الحرارة مصممة خصيصًا للعمليات الصعبة مثل لحام الألومنيوم. نحن نخدم المختبرات ومرافق التصنيع التي تتطلب حلول معالجة حرارية موثوقة.
اتصل بنا اليوم لمناقشة كيف يمكن لمعداتنا مساعدتك في الحفاظ على تجانس درجة الحرارة الحاسم اللازم لعمليات لحام الألومنيوم بالفراغ الناجحة.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
- فرن صهر بالحث القوسي الفراغي
يسأل الناس أيضًا
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق



















