درجة حرارة اللحام بالنحاس الصحيحة ليست قيمة واحدة بل نطاقًا محددًا تمليه مادة الحشو التي تستخدمها. كقاعدة عامة، يجب تسخين التجميع إلى درجة حرارة تزيد بمقدار 25 درجة مئوية (50 درجة فهرنهايت) على الأقل عن نقطة الانصهار الكامل (السيولة) لسبائك اللحام التي اخترتها. يضمن هذا أن يكون معدن الحشو سائلاً بما يكفي للتدفق بشكل صحيح داخل المفصل.
الهدف ليس مجرد صهر معدن الحشو، بل تحقيق درجة حرارة تسمح بالتدفق الأمثل والترابط المعدني دون إتلاف المعادن الأساسية. إن صحيفة البيانات الفنية لمعدن الحشو الخاص بك هي السلطة النهائية فيما يتعلق بنطاق درجة الحرارة المطلوب.

العلم وراء درجة حرارة اللحام بالنحاس
لتحقيق وصلة لحام بالنحاس قوية، يجب عليك فهم الخصائص الرئيسية لمعدن الحشو الخاص بك. تعتمد العملية برمتها على الوصول إلى درجة حرارة تسمح للحشو بالعمل كما هو مصمم.
تحديد نقطتي السيولة والبداية الصلبة
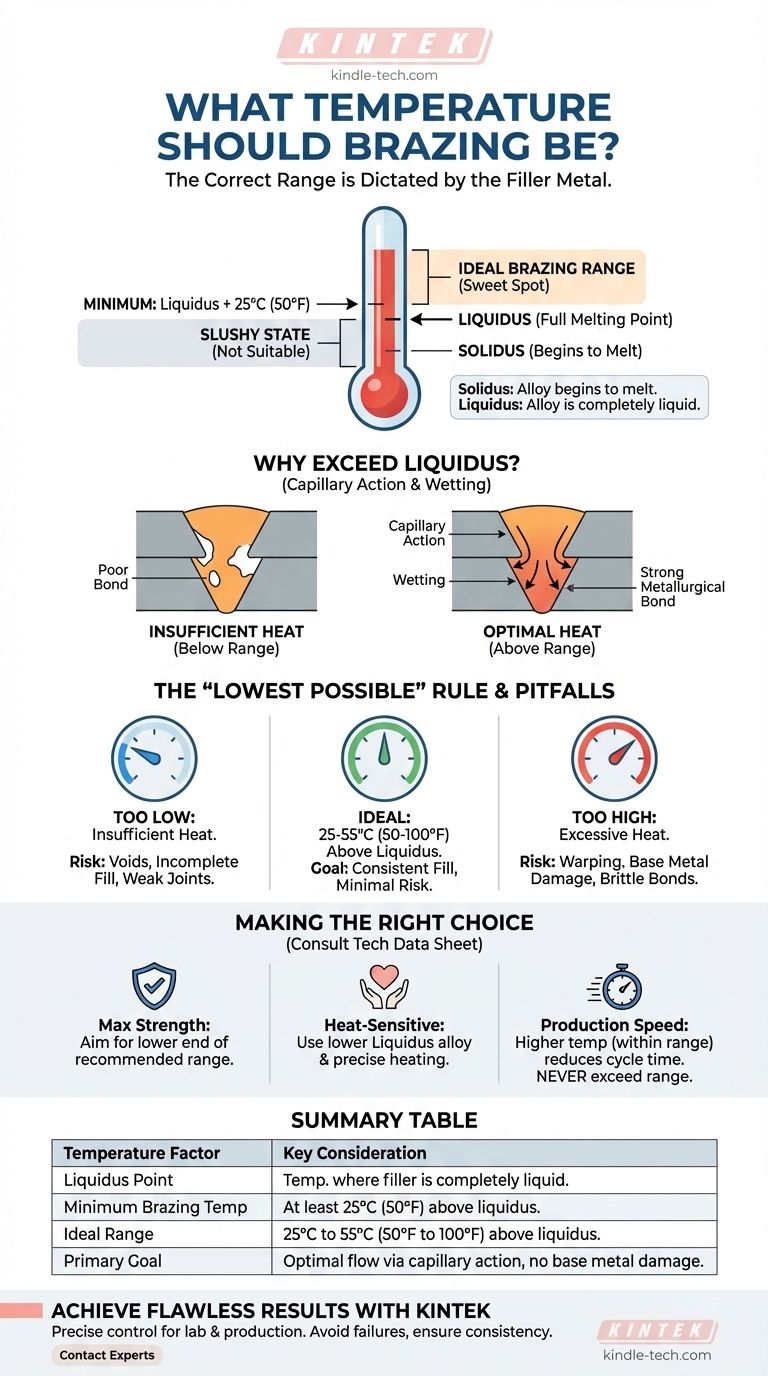
لكل سبيكة لحام بالنحاس نقطتا حرجة لدرجة الحرارة:
- نقطة البداية الصلبة (Solidus): درجة الحرارة التي تبدأ عندها السبيكة في الذوبان.
- نقطة السيولة (Liquidus): درجة الحرارة التي يصبح عندها السبيكة سائلاً بالكامل.
بين هاتين النقطتين، توجد السبيكة في حالة شبه سائلة وموحلة غير مناسبة للتدفق السليم.
لماذا يجب عليك تجاوز درجة حرارة السيولة
يجب تسخين المفصل إلى درجة حرارة أعلى من نقطة سيولة الحشو. يوفر هذا التسخين الزائد الطاقة الحرارية اللازمة لحدوث إجراءين حاسمين.
أولاً، يجعل هذا معدن الحشو المنصهر سائلاً للغاية. يسمح هذا له بالتدفق بعمق في الفجوة الضيقة بين المعادن الأساسية من خلال عملية تسمى الخاصية الشعرية (Capillary action).
ثانياً، يتيح هذا السيولة التبليل (Wetting) المناسب، حيث ينتشر معدن الحشو بالتساوي على أسطح المعادن الأساسية، مما يخلق رابطة معدنية قوية ودائمة.
قاعدة "أدنى درجة حرارة ممكنة"
التوصية القياسية هي استخدام درجة حرارة تزيد بحوالي 25 درجة مئوية إلى 55 درجة مئوية (50 درجة فهرنهايت إلى 100 درجة فهرنهايت) فوق نقطة سيولة الحشو. هذه هي النقطة المثالية.
يضمن التسخين ضمن هذا النطاق أن يكون الحشو سائلاً بالكامل ويتدفق بشكل صحيح، ولكنه يقلل من خطر ارتفاع درجة حرارة التجميع. درجة الحرارة المثالية هي الأدنى التي لا تزال توفر تعبئة كاملة ومتسقة للمفصل.
الأخطاء الشائعة والمقايضات
يعد اختيار درجة الحرارة الخاطئة - سواء كانت منخفضة جداً أو مرتفعة جداً - هو السبب الأكثر شيوعاً لفشل اللحام بالنحاس. كل خطأ يخلق مجموعة متميزة من المشاكل.
خطر الحرارة غير الكافية
إذا لم تكن المعادن الأساسية ساخنة بما فيه الكفاية، فسوف يتجمد معدن الحشو قبل أن يتمكن من اختراق المفصل بالكامل.
يؤدي هذا إلى فراغات وتعبئة غير مكتملة، مما يخلق اتصالاً ضعيفاً وغير موثوق به وعرضة للتشقق والفشل تحت الضغط. لن يبلل الحشو المعادن الأساسية بشكل صحيح، مما يؤدي إلى رابطة ضعيفة.
خطر الحرارة المفرطة
ارتفاع درجة حرارة التجميع يضر بنفس القدر، إن لم يكن أكثر.
يمكن أن تؤدي الحرارة المفرطة إلى إذابة أو تشويه المعادن الأساسية، مما يعرض سلامتها الهيكلية للخطر. يمكن أن يؤدي أيضاً إلى تدهور معدن حشو اللحام بالنحاس، أو يجعله يتدفق بشكل رقيق جداً خارج المفصل، أو يخلق مركبات بين معدنية هشة تضعف الرابطة النهائية.
اتخاذ الخيار الصحيح لهدفك
ابدأ دائماً بالرجوع إلى صحيفة البيانات الفنية المقدمة من الشركة المصنعة لمعدن حشو اللحام بالنحاس الخاص بك. ستحدد نقطة البداية الصلبة، ونقطة السيولة، ونطاق درجة حرارة اللحام الموصى به بدقة.
- إذا كان تركيزك الأساسي هو أقصى قوة للمفصل: التزم بدقة بالنطاق الموصى به من الشركة المصنعة، مستهدفاً الطرف الأدنى الذي لا يزال يمنحك تدفقاً كاملاً ومتسقاً للحشو.
- إذا كنت تعمل بمواد حساسة أو حساسة للحرارة: اختر سبيكة حشو ذات درجة سيولة منخفضة واستخدم طريقة تسخين دقيقة لتجنب ارتفاع درجة الحرارة وإتلاف المعادن الأساسية.
- إذا كان تركيزك الأساسي هو سرعة الإنتاج: في حين أن درجات الحرارة الأعلى يمكن أن تقلل من وقت الدورة، لا تتجاوز النطاق الموصى به أبداً، لأن هذا سيؤثر على جودة المفصل ويؤدي إلى فشل.
في نهاية المطاف، يتعلق اختيار درجة حرارة اللحام بالنحاس الصحيحة بالتحكم الدقيق في تدفق معدن الحشو لإنشاء رابطة معدنية لا تشوبها شائبة.
جدول الملخص:
| عامل درجة الحرارة | الاعتبار الرئيسي |
|---|---|
| نقطة السيولة | درجة الحرارة التي يصبح عندها معدن الحشو سائلاً بالكامل. |
| الحد الأدنى لدرجة حرارة اللحام بالنحاس | أعلى بـ 25 درجة مئوية (50 درجة فهرنهايت) على الأقل من نقطة السيولة. |
| النطاق المثالي | أعلى بـ 25 درجة مئوية إلى 55 درجة مئوية (50 درجة فهرنهايت إلى 100 درجة فهرنهايت) من نقطة السيولة. |
| الهدف الأساسي | تحقيق التدفق الأمثل عبر الخاصية الشعرية دون إتلاف المعادن الأساسية. |
احصل على نتائج لحام بالنحاس لا تشوبها شائبة باستخدام معدات دقيقة من KINTEK.
سواء كنت تعمل على نماذج أولية للبحث والتطوير أو إنتاج بكميات كبيرة، فإن التحكم الدقيق في درجة الحرارة أمر بالغ الأهمية لسلامة المفصل. تتخصص KINTEK في أفران المختبرات عالية الجودة وأنظمة التسخين التي توفر الحرارة الدقيقة والموحدة اللازمة لعمليات اللحام بالنحاس الناجحة.
تساعدك حلولنا على:
- التحكم بدقة في درجات الحرارة للبقاء ضمن نطاق اللحام بالنحاس الأمثل.
- تجنب الإخفاقات المكلفة الناتجة عن ارتفاع درجة الحرارة أو عدم كفاية الحرارة.
- ضمان روابط متسقة وعالية الجودة دفعة تلو الأخرى.
هل أنت مستعد لإتقان عملية اللحام بالنحاس الخاصة بك؟ اتصل بخبرائنا اليوم للعثور على حل التسخين المثالي لاحتياجات مختبرك المحددة.
دليل مرئي