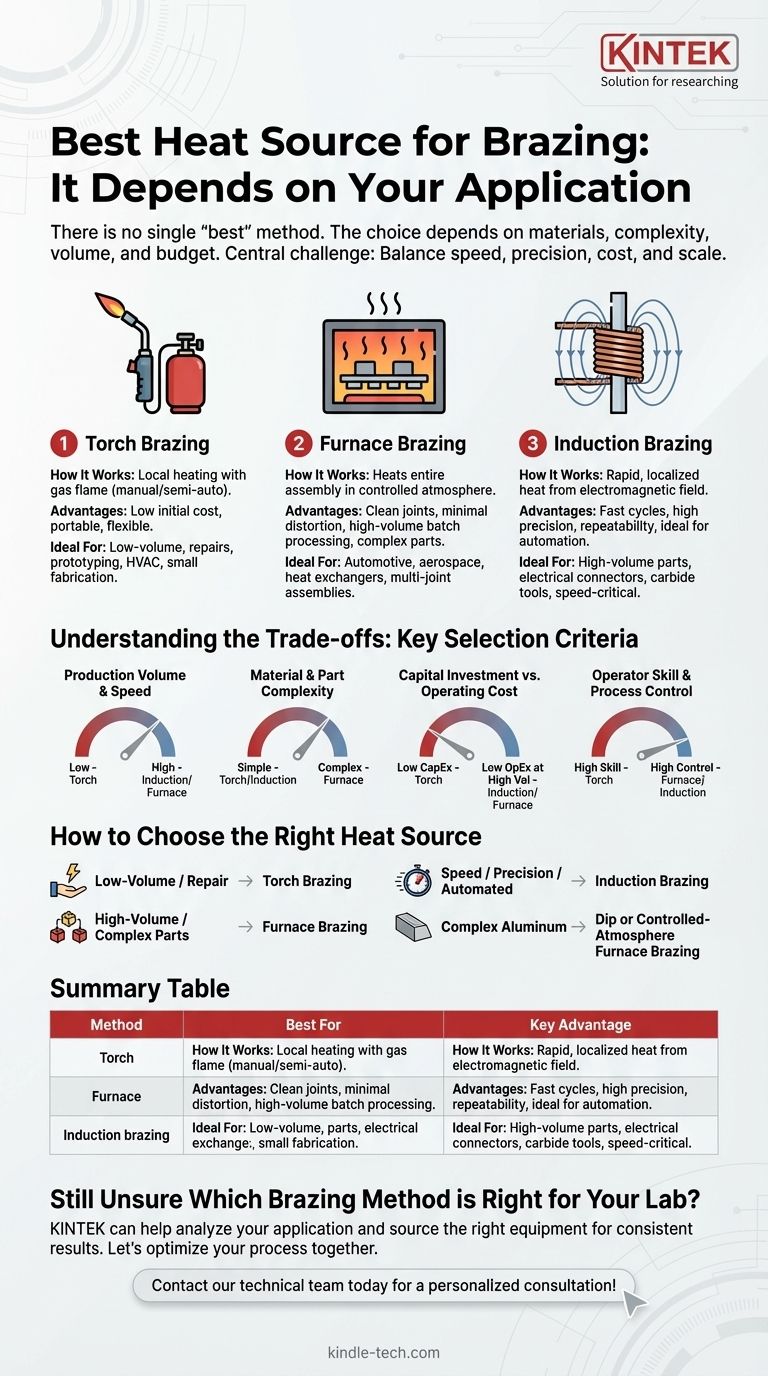
أفضل مصدر حرارة للحام بالنحاس هو الذي يتناسب بشكل أفضل مع تطبيقك المحدد. لا توجد طريقة "مثلى" واحدة؛ يعتمد الاختيار على عوامل مثل المواد التي يتم ربطها، تعقيد التجميع، حجم الإنتاج المطلوب، وميزانيتك. تشمل الطرق الأكثر شيوعًا اللحام بالشعلة، الفرن، الحث، الغمر، واللحام بالمقاومة، ولكل منها مزايا مميزة.
التحدي الرئيسي ليس في العثور على مصدر الحرارة "الأفضل"، بل في فهم المفاضلات بين السرعة، الدقة، التكلفة، والحجم. توفر الطريقة المثالية الطاقة الحرارية اللازمة بشكل ثابت واقتصادي لجزءك المحدد وأهداف إنتاجك.
نظرة عامة على مصادر الحرارة الشائعة للحام بالنحاس
تقدم كل طريقة لحام بالنحاس مجموعة فريدة من الإمكانيات. فهم كيفية عملها هو الخطوة الأولى في اتخاذ قرار مستنير.
اللحام بالنحاس بالشعلة
كيف تعمل: هذه هي الطريقة اليدوية أو شبه الآلية الأكثر شيوعًا، حيث تستخدم لهب غاز (مثل الأوكسي أسيتيلين أو الهواء-البروبان) لتسخين المعادن الأساسية محليًا. يقوم المشغل بتوجيه اللهب إلى منطقة الوصلة ويُدخل المعدن الحشو بمجرد الوصول إلى درجة حرارة اللحام بالنحاس.
المزايا الرئيسية: يُقدر اللحام بالنحاس بالشعلة بتكلفته الرأسمالية الأولية المنخفضة، قابليته للنقل، ومرونته. إنه ممتاز للإصلاحات الفردية، النماذج الأولية، والإنتاج بكميات صغيرة حيث توجد مجموعة متنوعة من أنواع الوصلات.
التطبيقات المثالية: يستخدم على نطاق واسع في السباكة، إصلاحات التدفئة والتهوية وتكييف الهواء (HVAC)، والتصنيع على نطاق صغير. بينما يمكن أتمتته لأحجام أكبر، فإنه غالبًا ما يرتبط بالعمليات اليدوية حيث تكون مهارة المشغل ذات أهمية قصوى.
اللحام بالنحاس بالفرن
كيف يعمل: يتم تحميل التجميعات بأكملها، مع وضع معدن حشو اللحام بالنحاس مسبقًا عند الوصلات، في فرن. يقوم الفرن بتسخين التجميع بأكمله إلى درجة حرارة اللحام بالنحاس في جو متحكم فيه (مثل الفراغ أو غاز خامل) لمنع الأكسدة.
المزايا الرئيسية: تنتج هذه الطريقة وصلات نظيفة وعالية الجودة بأقل قدر من التشوه وهي مثالية للإنتاج بكميات كبيرة. تسمح بلحام مئات أو آلاف الأجزاء—حتى تلك التي تحتوي على وصلات متعددة وغير قابلة للوصول—في وقت واحد.
التطبيقات المثالية: اللحام بالنحاس بالفرن هو عملية سائدة في صناعات السيارات والفضاء لتصنيع مكونات معقدة مثل المبادلات الحرارية، قضبان الوقود، وريش التوربينات.
اللحام بالنحاس بالحث
كيف يعمل: يتم تمرير تيار متناوب عبر ملف نحاسي مصمم بدقة، مما يخلق مجالًا كهرومغناطيسيًا. عندما يتم وضع الجزء داخل الملف أو بالقرب منه، يولد هذا المجال تيارات دوامية داخل المعدن، مما يولد حرارة سريعة ومحلية بالضبط حيث تكون هناك حاجة إليها.
المزايا الرئيسية: يوفر الحث دورات تسخين سريعة للغاية، دقة استثنائية، وقابلية عالية للتكرار، مما يجعله مثاليًا للأتمتة. تتركز الحرارة في الوصلة، مما يقلل من المنطقة المتأثرة بالحرارة ويحمي بقية الجزء.
التطبيقات المثالية: تتفوق هذه الطريقة في التصنيع بكميات كبيرة لأجزاء مثل الموصلات الكهربائية، أدوات القطع ذات الرؤوس الكربيدية، وتجميعات خطوط الوقود حيث تكون السرعة والاتساق حاسمين.
فهم المفاضلات: معايير الاختيار الرئيسية
سيتوازن قرارك في النهاية بين أربعة عوامل حاسمة. قد يؤدي سوء تقدير أي من هذه العوامل إلى جودة رديئة، تكاليف عالية، أو اختناقات في الإنتاج.
حجم الإنتاج والسرعة
للعمل بكميات منخفضة أو الإصلاحات، لا تضاهى مرونة وتكلفة الإعداد المنخفضة لـ اللحام بالنحاس بالشعلة. للإنتاج بكميات كبيرة وخطوط الإنتاج الآلية، تعد سرعة وقابلية تكرار اللحام بالنحاس بالحث أو قدرة المعالجة الدفعية لـ اللحام بالنحاس بالفرن متفوقة بكثير.
تعقيد المواد والأجزاء
إذا كنت تقوم بربط تجميعات معقدة ذات وصلات متعددة أو داخلية، فإن اللحام بالنحاس بالفرن غالبًا ما يكون الحل العملي الوحيد، حيث يسخن الجزء بأكمله بشكل موحد. للحام بالنحاس للمكونات الحساسة للحرارة، تتيح الدقة المتناهية لـ اللحام بالنحاس بالحث تسخين الوصلة دون إتلاف المناطق المجاورة.
الاستثمار الرأسمالي مقابل تكلفة التشغيل
يمتلك اللحام بالنحاس بالشعلة أدنى حاجز للدخول، ويتطلب الحد الأدنى من الاستثمار في المعدات. تمثل أنظمة اللحام بالنحاس بالحث والفرن نفقات رأسمالية كبيرة ولكنها توفر تكلفة أقل بكثير لكل جزء عند أحجام الإنتاج الكبيرة بسبب السرعة وكفاءة الطاقة وتقليل العمالة.
مهارة المشغل والتحكم في العملية
يعتمد اللحام بالنحاس اليدوي بالشعلة بشكل كبير على مهارة المشغل للجودة والاتساق. في المقابل، تعد عمليات اللحام بالنحاس بالفرن والحث عمليات يتم التحكم فيها آليًا، والتي، بمجرد إعدادها بشكل صحيح، تقدم نتائج قابلة للتكرار بدرجة عالية مع حاجة أقل لتقنية المشغل المتخصصة أثناء التشغيل.
كيفية اختيار مصدر الحرارة المناسب
طابق الطريقة مع هدفك الأكثر أهمية.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات منخفضة أو الإصلاح الميداني: يوفر اللحام بالنحاس بالشعلة أفضل مزيج من التكلفة المنخفضة، قابلية النقل، والمرونة.
- إذا كان تركيزك الأساسي هو التصنيع بكميات كبيرة ومتسقة للأجزاء المعقدة: يوفر اللحام بالنحاس بالفرن جودة وإنتاجية لا مثيل لهما للتجميعات ذات الوصلات المتعددة.
- إذا كان تركيزك الأساسي هو السرعة والدقة في خط إنتاج آلي: يوفر اللحام بالنحاس بالحث أسرع وأكثر قابلية للتكرار وأكثر تسخينًا موضعيًا متاحًا.
- إذا كان تركيزك الأساسي هو ربط تجميعات الألومنيوم المعقدة مثل المبادلات الحرارية: يعد اللحام بالنحاس بالغمر أو اللحام بالنحاس بالفرن ذو الجو المتحكم فيه هو المعيار الصناعي.
في النهاية، يتعلق اختيار مصدر الحرارة المناسب بمواءمة قدرات العملية مع المتطلبات التقنية والاقتصادية لمهمتك المحددة.
جدول ملخص:
| طريقة اللحام بالنحاس | الأفضل لـ | الميزة الرئيسية |
|---|---|---|
| اللحام بالنحاس بالشعلة | الكميات المنخفضة، الإصلاحات، النماذج الأولية | تكلفة منخفضة، مرونة، قابلية للنقل |
| اللحام بالنحاس بالفرن | الكميات الكبيرة، التجميعات المعقدة | معالجة دفعية، تسخين موحد، جودة عالية |
| اللحام بالنحاس بالحث | الإنتاج عالي السرعة والآلي | حرارة سريعة، دقيقة، موضعية |
هل ما زلت غير متأكد من طريقة اللحام بالنحاس المناسبة لمختبرك؟
يعد اختيار مصدر الحرارة الصحيح أمرًا بالغ الأهمية لتحقيق وصلات قوية وموثوقة وزيادة كفاءة إنتاجك. يتخصص الخبراء في KINTEK في معدات ومستهلكات المختبرات، بما في ذلك حلول اللحام بالنحاس المصممة خصيصًا لموادك وحجمك ومتطلبات الجودة الخاصة بك.
يمكننا مساعدتك في:
- تحليل تطبيقك للتوصية بأكثر طرق اللحام بالنحاس كفاءة وفعالية من حيث التكلفة.
- توفير المعدات المناسبة لضمان نتائج متسقة وعالية الجودة لمختبرك أو خط إنتاجك.
دعنا نحسن عملية اللحام بالنحاس الخاصة بك معًا. اتصل بفريقنا الفني اليوم للحصول على استشارة شخصية!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن معالجة حرارية بالفراغ وفرن صهر بالحث المغناطيسي
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
يسأل الناس أيضًا
- ما هو الفرن الفراغي (فراغ) المستخدم فيه؟ أطلق العنان للنقاء في المعالجة بدرجات الحرارة العالية
- ما هي عملية الفرن الفراغي؟ تحقيق النقاء والدقة في المعالجة ذات درجات الحرارة العالية
- ما هو أحد الأسباب التي تجعل اللحام بالنحاس (Brazing) مفضلاً على طرق الوصل الأخرى؟ وصل المواد المتباينة دون صهرها
- ما هي عملية اللحام بالنحاس في المعالجة الحرارية؟ تحقيق جودة وصلات فائقة وكفاءة
- ما هي استخدامات أفران التفريغ؟ افتح العنان لأقصى درجات نقاء المواد وأدائها



















