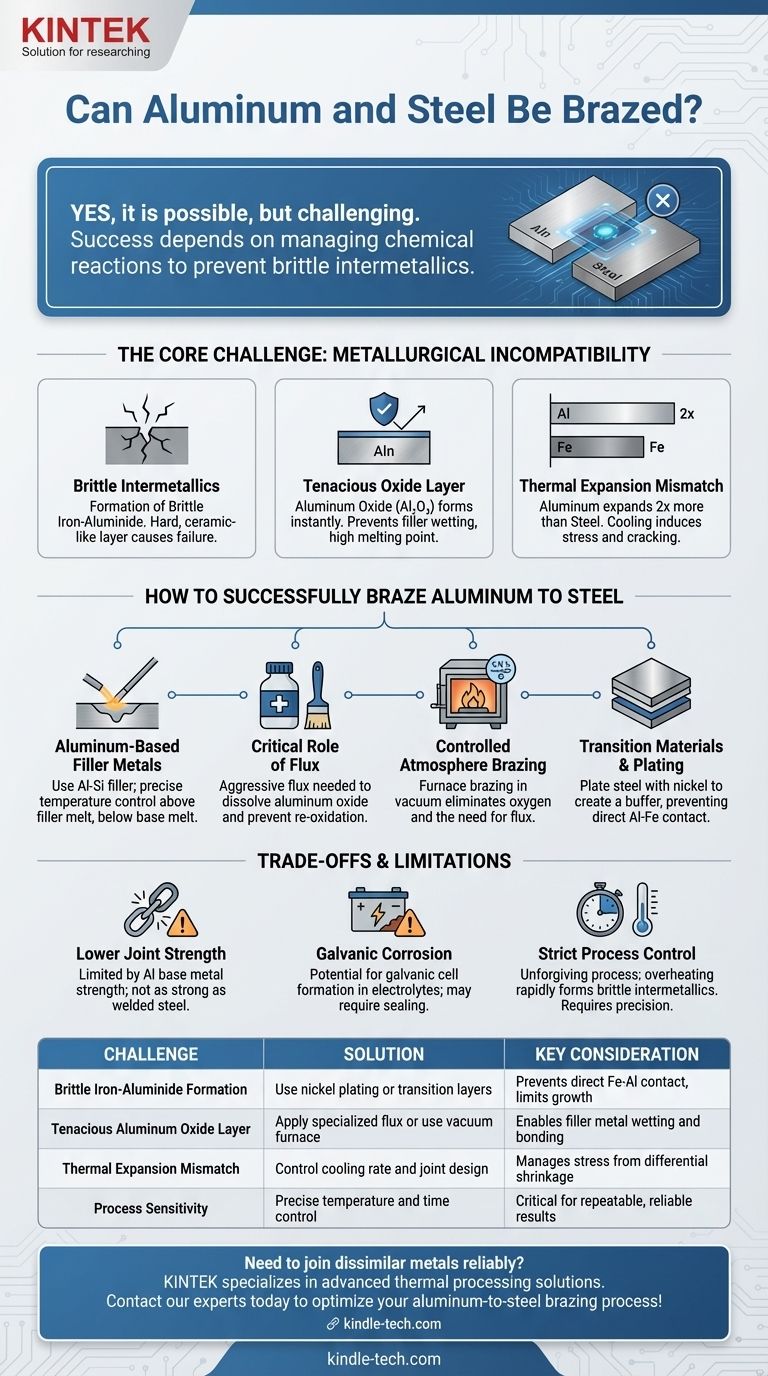
نعم، من الممكن لحام الألومنيوم بالفولاذ بالنحاس، ولكنه عملية صعبة تتطلب تقنيات متخصصة للتغلب على عدم التوافقات المعدنية الأساسية. على عكس لحام المعادن المتشابهة، فإن مجرد تطبيق الحرارة وسبيكة حشو قياسية لن ينجح، ومن شبه المؤكد أن يؤدي إلى فشل الوصلة.
التحدي الأساسي في لحام الألومنيوم بالفولاذ بالنحاس ليس العملية نفسها، بل إدارة التفاعل الكيميائي عند الوصلة. يعتمد النجاح كليًا على منع تكوين مركبات الألومينيد الحديدي البينية الهشة، الأمر الذي يتطلب تحكمًا دقيقًا في درجة الحرارة والوقت والمواد.
التحدي الأساسي: عدم التوافق المعدني
لفهم سبب صعوبة هذه الوصلة، يجب عليك أولاً فهم الخصائص المتضاربة للمعادن الأساسية. تتجاوز المشاكل مجرد صهر معدن حشو بينهما.
مشكلة المركبات البينية الهشة
عندما يتم تسخين الألومنيوم والحديد (المكون الأساسي للفولاذ) في اتصال مباشر، فإنهما يتفاعلان لتشكيل مركبات الألومينيد الحديدي البينية. هذه المركبات شديدة الصلابة والهشاشة، مثل طبقة رقيقة من السيراميك عند واجهة الوصلة.
ستكون للوصلة التي تحتوي على هذه المركبات الهشة خصائص ميكانيكية ضعيفة جدًا ومن المحتمل أن تتشقق تحت أدنى ضغط أو اهتزاز. الهدف الكامل لعملية لحام الألومنيوم بالفولاذ بالنحاس الناجحة هو الحد من نمو هذه الطبقة أو منعه.
طبقة الأكسيد العنيدة
يشكل الألومنيوم على الفور طبقة صلبة وشفافة من أكسيد الألومنيوم (Al₂O₃) عند تعرضه للهواء. يتميز هذا الأكسيد بنقطة انصهار عالية جدًا (حوالي 2072 درجة مئوية أو 3762 درجة فهرنهايت)، وهي أعلى بكثير من نقطة انصهار الألومنيوم نفسه.
قبل أن يتمكن معدن الحشو من "ترطيب" سطح الألومنيوم والارتباط به، يجب إزالة طبقة الأكسيد هذه كيميائيًا باستخدام صهارة قوية أو منع تكونها في فرن تفريغ.
عدم تطابق التمدد الحراري
يتمدد الألومنيوم وينكمش مع تغيرات درجة الحرارة بمعدل يبلغ تقريبًا ضعف معدل الفولاذ. خلال مرحلة التبريد بعد اللحام بالنحاس، سيحاول الألومنيوم أن ينكمش أكثر بكثير من الفولاذ.
يؤدي هذا الانكماش التفاضلي إلى إجهاد كبير عند الوصلة، مما قد يتسبب في تشوه أو فقدان التفاوت أو حتى تشقق فوري، خاصة إذا كانت هناك طبقة بينية هشة موجودة.
كيفية لحام الألومنيوم بالفولاذ بالنحاس بنجاح
يتطلب التغلب على هذه التحديات عملية يتم التحكم فيها بعناية تعالج كل مشكلة مباشرة. هناك مجال ضئيل جدًا للخطأ.
استخدام معادن حشو أساسها الألومنيوم
تستخدم الطريقة الأكثر شيوعًا معدن حشو من الألومنيوم والسيليكون (Al-Si). يتم اختيار درجة حرارة اللحام بالنحاس لهذه السبائك بعناية لتكون أعلى من نقطة انصهار الحشو ولكن بأمان أقل من نقطة انصهار المعدن الأساسي من الألومنيوم.
الدور الحاسم للصهارة
بالنسبة للحام بالنحاس بالشعلة أو بالحث، فإن الصهارة عالية النشاط لا غنى عنها. هذه ليست نفس الصهارة المستخدمة للنحاس أو الفولاذ. يجب أن تكون مصاغة خصيصًا لإذابة طبقة أكسيد الألومنيوم المرنة بقوة وحماية الوصلة من إعادة الأكسدة أثناء دورة التسخين.
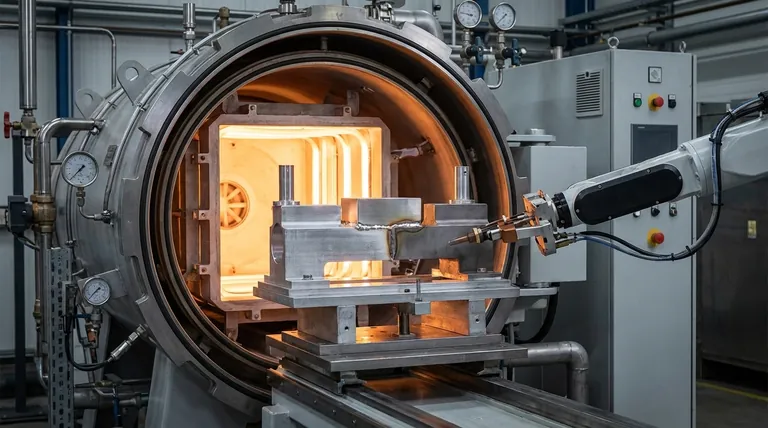
لحام بالنحاس في جو متحكم فيه
لإنتاج كميات كبيرة، يعتبر اللحام بالنحاس في الفرن في جو متحكم فيه هو الطريقة المفضلة. يتم ذلك غالبًا في فراغ، مما يزيل الأكسجين ويمنع تكون الأكاسيد في المقام الأول، مما يلغي الحاجة إلى الصهارة المسببة للتآكل.
المواد الانتقالية والطلاء
تتضمن التقنية الصناعية عالية الفعالية إنشاء حاجز بين المعدنين. يمكن "تغطية" الجزء الفولاذي أو طلاؤه بمادة متوافقة، مثل النيكل. ثم يتم لحام الألومنيوم بهذه الطبقة الوسيطة، مما يمنع الاتصال المباشر بين الحديد والألومنيوم ويوقف تكوين المركبات البينية الهشة.
فهم المفاضلات والقيود
حتى عند تنفيذها بشكل مثالي، فإن وصلة الألومنيوم بالفولاذ الملحومة بالنحاس لها تنازلات متأصلة يجب عليك مراعاتها لتطبيقك.
قوة وصلة أقل
ستكون الوصلة الناتجة محدودة بقوة المعدن الأساسي من الألومنيوم وسبيكة الحشو. لن تتمتع بقوة تجميع فولاذي ملحوم. يجب أن يستوعب التصميم هذه الخصائص الأقل قوة.
احتمال التآكل الجلفاني
يؤدي ربط معدنين مختلفين مثل الألومنيوم والفولاذ إلى إنشاء خلية جلفانية. في وجود إلكتروليت (مثل الرطوبة)، سيتآكل المعدن الأكثر نشاطًا (الألومنيوم) بشكل تفضيلي. قد تتطلب الوصلة النهائية إغلاقًا أو طلاءً لمنع التدهور البيئي على المدى الطويل.
تحكم صارم في العملية
هذه ليست عملية متسامحة. يمكن أن يؤدي تسخين الوصلة الزائد، حتى لبضع ثوانٍ، إلى تسريع نمو الطبقة البينية الهشة بشكل كبير، مما يدمر سلامة الوصلة. التحكم الدقيق في درجة الحرارة والوقت ضروري للنجاح المتكرر.
اتخاذ القرار الصحيح لتطبيقك
يعتمد اختيار الطريقة الصحيحة كليًا على أهداف مشروعك وحجمه والموثوقية المطلوبة.
- إذا كان تركيزك الأساسي هو النماذج الأولية أو التجميع لمرة واحدة: فإن استخدام قضيب لحام ألومنيوم متخصص محشو بالصهارة ممكن، ولكنه يتطلب ممارسة كبيرة لإتقان التحكم في درجة الحرارة.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة والموثوقية: فإن عملية لحام بالنحاس في الفرن متحكم فيها، غالبًا ما تتضمن طلاء مكون الفولاذ، هي المسار الوحيد القابل للتطبيق تجاريًا.
- إذا كان تركيزك الأساسي هو أقصى قوة ومتانة: أعد تقييم ما إذا كان اللحام بالنحاس هو الطريقة الصحيحة؛ قد تكون المثبتات الميكانيكية أو المواد اللاصقة الإنشائية المتخصصة بدائل أكثر قوة.
يتطلب ربط الألومنيوم والفولاذ بنجاح باستخدام اللحام بالنحاس التعامل معه ليس كمهمة ربط بسيطة، بل كعملية معدنية دقيقة.
جدول ملخص:
| التحدي | الحل | الاعتبار الرئيسي |
|---|---|---|
| تكوين الألومينيد الحديدي الهش | استخدام طلاء النيكل أو الطبقات الانتقالية | يمنع الاتصال المباشر بين الحديد والألومنيوم، ويحد من نمو المركبات البينية |
| طبقة أكسيد الألومنيوم العنيدة | تطبيق صهارة متخصصة أو استخدام فرن تفريغ | يمكّن من ترطيب معدن الحشو والارتباط به |
| عدم تطابق التمدد الحراري | التحكم في معدل التبريد وتصميم الوصلة | يدير الإجهاد الناتج عن الانكماش التفاضلي |
| حساسية العملية | تحكم دقيق في درجة الحرارة والوقت | ضروري للحصول على نتائج متكررة وموثوقة |
هل تحتاج إلى ربط معادن مختلفة بشكل موثوق؟ في KINTEK، نحن متخصصون في حلول المعالجة الحرارية المتقدمة لمجموعات المواد الصعبة. يمكن لخبرتنا في اللحام بالنحاس في جو متحكم فيه ومعدات المختبرات المتخصصة أن تساعدك في تحقيق وصلات قوية ومتينة من الألومنيوم إلى الفولاذ لاحتياجات البحث والتطوير أو الإنتاج الخاصة بك. دعنا نناقش تطبيقك — اتصل بخبرائنا اليوم لتحسين عملية اللحام بالنحاس الخاصة بك!
دليل مرئي