الأسباب الرئيسية لاختيار اللحام بالنحاس بدلاً من اللحام بالقصدير هي للتطبيقات التي تتطلب قوة وصلة فائقة والقدرة على تحمل درجات حرارة خدمة عالية. بينما تقوم كلتا العمليتين بربط المعادن دون صهرها، يستخدم اللحام بالنحاس سبائك حشو ذات درجة حرارة أعلى لإنشاء روابط غالبًا ما تكون قوية مثل المواد الأصلية نفسها، مما يجعله مثاليًا للمكونات الهيكلية والحيوية.
القرار بين اللحام بالنحاس واللحام بالقصدير هو في الأساس اختيار يتعلق بمتطلبات الأداء. تختار اللحام بالنحاس عندما تكون القوة الميكانيكية والمرونة الحرارية للوصلة النهائية غير قابلة للتفاوض.

الفرق الجوهري: درجة الحرارة
التمييز الأساسي بين اللحام بالنحاس واللحام بالقصدير هو درجة الحرارة التي تحدث عندها العملية. يحدد هذا العامل الوحيد أنواع معادن الحشو المستخدمة، وقوة الوصلة الناتجة، والتطبيقات التي تكون كل طريقة مناسبة لها.
تحديد عتبة 840 درجة فهرنهايت (450 درجة مئوية)
حسب تعريف الصناعة، يحدث اللحام بالقصدير عند درجات حرارة أقل من 840 درجة فهرنهايت (450 درجة مئوية).
في المقابل، يتم إجراء اللحام بالنحاس دائمًا عند درجات حرارة أعلى من 840 درجة فهرنهايت (450 درجة مئوية)، على الرغم من أنها لا تزال أقل من نقطة انصهار المعادن الأساسية التي يتم ربطها.
كيف تحدد درجة الحرارة معدن الحشو والقوة
هذا الاختلاف في درجة الحرارة ليس عشوائيًا. فهو يسمح للحام بالنحاس باستخدام سبائك حشو (مثل الفضة والنحاس والنيكل) التي تتمتع بقوة أعلى بكثير وخصائص معدنية أفضل من السبائك القائمة على الرصاص أو القصدير المستخدمة في اللحام بالقصدير.
لماذا يوفر اللحام بالنحاس أداءً فائقًا
تتيح درجة حرارة العملية الأعلى في اللحام بالنحاس نوعًا مختلفًا جوهريًا من الترابط، مما يؤدي إلى وصلات أكثر قوة وموثوقية بكثير من وصلات اللحام بالقصدير.
تحقيق رابطة معدنية قوية
يُنشئ اللحام بالنحاس رابطة معدنية قوية بين معدن الحشو والمواد الأساسية. ينجذب معدن الحشو إلى الوصلة الضيقة عن طريق الخاصية الشعرية، وينتشر قليلاً في المعادن الأساسية، ويشكل اتصالًا متماسكًا صلبًا عند التبريد.
وصلات قوية مثل المعدن الأصلي
الوصلة الملحومة بالنحاس بشكل صحيح قوية بشكل استثنائي. في كثير من الحالات، ستكون الوصلة النهائية قوية مثل أو حتى أقوى من المعادن الأساسية الأصلية التي تربطها.
الملاءمة للتطبيقات الحرجة
هذه القوة المتأصلة هي السبب في أن اللحام بالنحاس هو الطريقة المفضلة في الصناعات المتطلبة. يتم استخدامه للمكونات الحيوية في أنظمة السيارات والفضاء والتدفئة والتهوية وتكييف الهواء (HVAC) حيث لا يعد فشل الوصلة خيارًا.
فهم المفاضلات
يُدخل اختيار اللحام بالنحاس مجموعة مختلفة من متطلبات العملية. يمثل ارتفاع الحرارة المطلوب تحديات وفرصًا مقارنة بالبساطة النسبية للحام بالقصدير.
متطلبات الحرارة الأعلى
يتطلب اللحام بالنحاس مدخلات حرارية أكبر بكثير، مما يعني أن المكونات يجب أن تكون قادرة على تحمل درجات الحرارة هذه دون تشوه أو تلف. وهذا غالبًا ما يستبعده لربط الإلكترونيات الحساسة.
الأكسدة والحاجة إلى التدفق (Flux)
عند درجات حرارة اللحام بالنحاس، تتأكسد المعادن بسرعة. لضمان رابطة نظيفة وقوية، يلزم دائمًا استخدام تدفق (flux) لإزالة ومنع الأكاسيد، أو يجب أن تتم العملية في جو متحكم فيه.
ميزة اللحام بالنحاس في الفراغ
لإنتاج كميات كبيرة، يوفر اللحام بالنحاس في الفراغ حلاً فائقًا. من خلال إجراء العملية في فراغ، يتم التخلص من الحاجة إلى التدفق، مما يمنع الأكسدة وينتج عنه أجزاء نظيفة للغاية مع اتساق ممتاز.
اتخاذ القرار الصحيح لتطبيقك
يجب أن يسترشد قرارك النهائي بالمتطلبات المحددة لمشروعك. المفاضلة هي بين الطبيعة منخفضة التأثير للحام بالقصدير والنتيجة عالية الأداء للحام بالنحاس.
- إذا كان تركيزك الأساسي هو السلامة الهيكلية والخدمة في درجات الحرارة العالية: اختر اللحام بالنحاس لقوة وصلته التي لا مثيل لها ومرونته الحرارية.
- إذا كان تركيزك الأساسي هو ربط المكونات الحساسة للحرارة أو التجميع البسيط: اختر اللحام بالقصدير لعمليته ذات درجة الحرارة المنخفضة وسهولة استخدامه.
- إذا كان تركيزك الأساسي هو تصنيع وصلات نظيفة ومعقدة وقابلة للتكرار بدرجة عالية: حدد عملية متحكم بها مثل اللحام بالنحاس في الفراغ.
في النهاية، يتعلق اختيار طريقة الربط الصحيحة بمطابقة قدرات العملية مع متطلبات الاستخدام النهائي لتطبيقك.
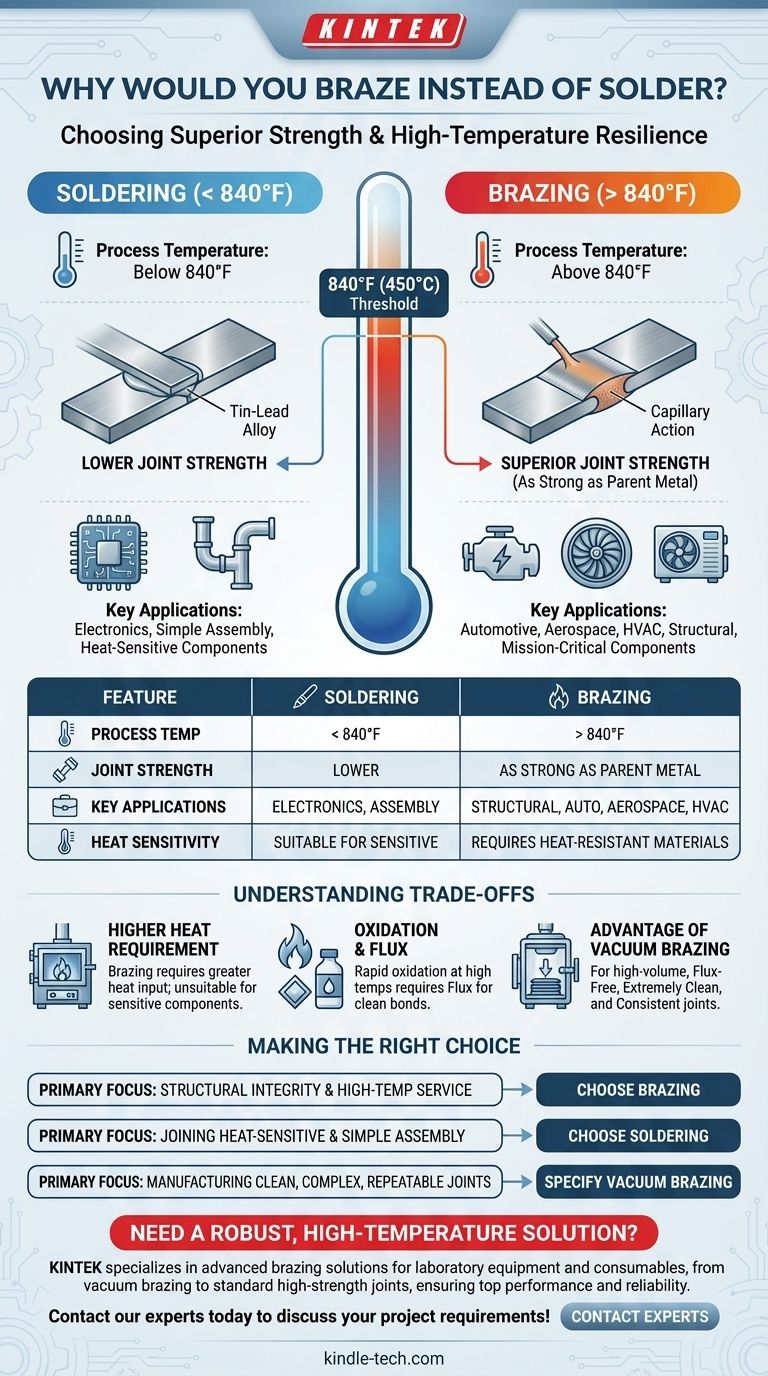
جدول الملخص:
| الميزة | اللحام بالقصدير (Soldering) | اللحام بالنحاس (Brazing) |
|---|---|---|
| درجة حرارة العملية | أقل من 840 درجة فهرنهايت (450 درجة مئوية) | أعلى من 840 درجة فهرنهايت (450 درجة مئوية) |
| قوة الوصلة | أقل | بقوة المعادن الأصلية |
| التطبيقات الرئيسية | الإلكترونيات، التجميع البسيط | هيكلية، سيارات، فضاء، تدفئة وتهوية وتكييف هواء |
| الحساسية للحرارة | مناسب للمكونات الحساسة | يتطلب مواد مقاومة للحرارة |
هل تحتاج إلى حل قوي وعالي الحرارة لمعدات مختبرك؟
في KINTEK، نحن متخصصون في حلول اللحام بالنحاس المتقدمة لمعدات ومستهلكات المختبرات. سواء كنت تتطلب دقة اللحام بالنحاس في الفراغ للتجميعات المعقدة أو اللحام بالنحاس القياسي للوصلات المتينة عالية القوة، فإن خبرتنا تضمن أن مكوناتك تلبي أعلى معايير الأداء والموثوقية.
دعنا نساعدك في اختيار عملية الربط الصحيحة لتطبيقك المحدد. اتصل بخبرائنا اليوم لمناقشة متطلبات مشروعك واكتشاف كيف يمكن لـ KINTEK تعزيز قدرات مختبرك.
دليل مرئي