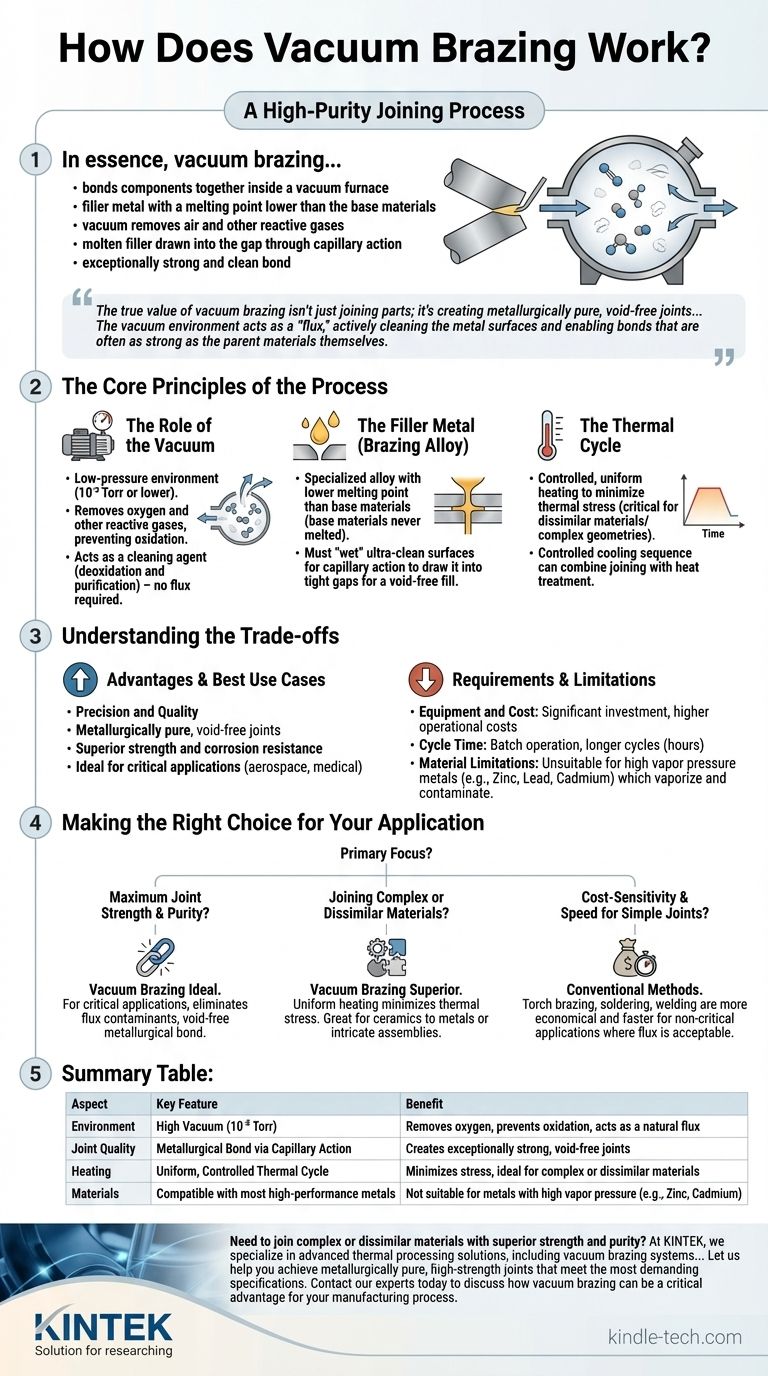
في جوهره، اللحام بالنحاس في الفراغ هو عملية ربط عالية النقاء تربط المكونات معًا داخل فرن تفريغ. يتم وضع معدن حشو، بنقطة انصهار أقل من المواد الأساسية، عند الوصلة. مع تسخين التجميع، يزيل الفراغ الهواء والغازات التفاعلية الأخرى، مما يسمح للمعدن الحشو المنصهر بالدخول إلى الفجوة بين الأجزاء من خلال الخاصية الشعرية، مما يخلق رابطة قوية ونظيفة بشكل استثنائي عند التبريد.
القيمة الحقيقية للحام بالنحاس في الفراغ ليست مجرد ربط الأجزاء؛ بل هي إنشاء وصلات نقية معدنيًا وخالية من الفراغات بقوة فائقة ومقاومة للتآكل. تعمل بيئة الفراغ كـ "تدفق"، حيث تنظف الأسطح المعدنية بنشاط وتمكن من تكوين روابط غالبًا ما تكون قوية مثل المواد الأم نفسها.

المبادئ الأساسية للعملية
لفهم كيفية عمل اللحام بالنحاس في الفراغ، من الأهمية بمكان رؤية الفراغ ليس كمساحة فارغة، بل كمكون نشط في العملية. إنه يغير بشكل أساسي البيئة الكيميائية التي تتشكل فيها الوصلة.
دور الفراغ
بيئة الضغط المنخفض (عادة 10⁻⁵ تور أو أقل) هي السمة المميزة وهي المسؤولة عن عدة وظائف حاسمة.
أولاً، إنها تزيل الأكسجين والغازات التفاعلية الأخرى. هذا يمنع تكون الأكاسيد على الأسطح المعدنية عند تسخينها. تعمل الأكاسيد كحاجز، مما يمنع معدن الحشو من الارتباط بشكل صحيح بالمواد الأساسية.
ثانياً، يعمل الفراغ كعامل تنظيف. يزيل الملوثات السطحية الممتصة ويمكنه حتى سحب العناصر المتطايرة من المعادن الأساسية نفسها، وهي عملية تعرف باسم إزالة الغازات. هذا إزالة الأكسدة والتنقية هو ما يجعل العملية "خالية من التدفق".
معدن الحشو (سبيكة اللحام بالنحاس)
معدن الحشو هو سبيكة متخصصة تم اختيارها لدرجة حرارة انصهارها المحددة وقدرتها على الارتباط بالمواد الأم.
نقطة انصهارها دائمًا أقل من نقطة انصهار المكونات التي يتم ربطها. هذا هو الفرق الأساسي بين اللحام بالنحاس واللحام؛ فالمواد الأساسية لا تذوب أبدًا.
عندما يكون منصهرًا، يجب أن "يبلل" معدن الحشو أسطح المواد الأم. التبليل هو قدرة السائل على الانتشار عبر سطح صلب. تسمح الأسطح النظيفة للغاية والخالية من الأكاسيد التي يخلقها الفراغ بالتبليل المثالي.
يمكّن هذا التبليل الخاصية الشعرية، وهي القوة التي تسحب معدن الحشو المنصهر إلى الفجوات الضيقة للوصلة، مما يضمن ملء كامل وخالي من الفراغات.
الدورة الحرارية
يتم تسخين التجميع بأكمله بطريقة محكمة للغاية داخل فرن التفريغ.
يتم تسخين المكونات بشكل موحد إلى درجة حرارة اللحام بالنحاس، وهي أعلى بقليل من نقطة انصهار معدن الحشو. هذا التسخين الموحد يقلل من الإجهاد الحراري، وهو أمر بالغ الأهمية بشكل خاص عند ربط مواد غير متشابهة أو أشكال هندسية معقدة.
بعد فترة زمنية محددة عند درجة الحرارة للسماح للفلر بالتدفق، يتم تبريد التجميع بتسلسل محكم. يمكن تخصيص دورة التبريد لتحقيق خصائص مادية محددة، مما يجمع بفعالية عملية الربط مع دورة المعالجة الحرارية.
فهم المقايضات
على الرغم من قوته، فإن اللحام بالنحاس في الفراغ ليس الحل لكل تحدي ربط. تأتي دقته وجودته مع متطلبات وقيود محددة.
المعدات والتكلفة
يتطلب اللحام بالنحاس في الفراغ استثمارًا رأسماليًا كبيرًا في فرن تفريغ وأنظمة التحكم المرتبطة به. كما أن التكاليف التشغيلية، بما في ذلك استهلاك الطاقة والصيانة، أعلى من طرق الربط الأبسط.
وقت الدورة
العملية هي عملية دفعية. يمكن أن يستغرق الوقت اللازم لضخ الفراغ، وتسخين الأجزاء، والحفاظ على درجة الحرارة، والتبريد عدة ساعات. هذا يجعله أقل ملاءمة للإنتاج بكميات كبيرة وربح منخفض أو للإصلاحات السريعة.
قيود المواد
بعض المواد غير مناسبة للحام بالنحاس في الفراغ. المعادن ذات الضغط البخاري العالي، مثل الزنك والرصاص والكادميوم، سوف تتبخر في الفراغ عند درجات حرارة اللحام بالنحاس. هذا لا يدمر الجزء فحسب، بل يلوث أيضًا الجزء الداخلي للفرن بشدة.
اتخاذ الخيار الصحيح لتطبيقك
يعتمد اختيار اللحام بالنحاس في الفراغ كليًا على المتطلبات التقنية للمنتج النهائي.
- إذا كان تركيزك الأساسي على أقصى قوة ونقاء للوصلة: يعتبر اللحام بالنحاس في الفراغ مثاليًا للتطبيقات الحرجة مثل توربينات الفضاء أو الغرسات الطبية، لأنه يزيل ملوثات التدفق ويخلق رابطة معدنية خالية من الفراغات.
- إذا كان تركيزك الأساسي على ربط المواد المعقدة أو غير المتشابهة: يقلل التسخين الموحد والمتحكم فيه للحام بالنحاس في الفراغ من الإجهاد الحراري، مما يجعله متفوقًا على الطرق الموضعية مثل اللحام لربط السيراميك بالمعادن أو التجميعات المعقدة مثل المبادلات الحرارية.
- إذا كان تركيزك الأساسي على حساسية التكلفة والسرعة للوصلات البسيطة: يعتبر اللحام بالنحاس التقليدي أو اللحام بالقصدير أو اللحام باللحام أكثر اقتصادية وأسرع بكثير للتطبيقات غير الحرجة حيث تكون عملية قائمة على التدفق مقبولة.
من خلال فهم هذه المبادئ، يمكنك تحديد بثقة متى يكون اللحام بالنحاس في الفراغ ليس مجرد طريقة ربط، بل ميزة تصنيعية حاسمة.
جدول الملخص:
| الجانب | الميزة الرئيسية | المنفعة |
|---|---|---|
| البيئة | فراغ عالٍ (10⁻⁵ تور) | يزيل الأكسجين، يمنع الأكسدة، يعمل كتدفق طبيعي |
| جودة الوصلة | رابطة معدنية عبر الخاصية الشعرية | يخلق وصلات قوية بشكل استثنائي وخالية من الفراغات |
| التسخين | دورة حرارية موحدة ومتحكم فيها | يقلل من الإجهاد، مثالي للمواد المعقدة أو غير المتشابهة |
| المواد | متوافق مع معظم المعادن عالية الأداء | غير مناسب للمعادن ذات الضغط البخاري العالي (مثل الزنك والكادميوم) |
هل تحتاج إلى ربط مواد معقدة أو غير متشابهة بقوة ونقاء فائقين؟
في KINTEK، نحن متخصصون في حلول المعالجة الحرارية المتقدمة، بما في ذلك أنظمة اللحام بالنحاس في الفراغ. تم تصميم أفراننا لتوفير البيئات الدقيقة والمتحكم فيها اللازمة لإنشاء روابط خالية من العيوب في التطبيقات الحرجة مثل مكونات الفضاء والأجهزة الطبية.
دعنا نساعدك في تحقيق وصلات نقية معدنيًا وعالية القوة تلبي أكثر المواصفات تطلبًا.
اتصل بخبرائنا اليوم لمناقشة كيف يمكن أن يكون اللحام بالنحاس في الفراغ ميزة حاسمة لعملية التصنيع الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن أنبوبي دوار للعمل المستمر محكم الغلق بالتفريغ (فراغي)
يسأل الناس أيضًا
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق



















