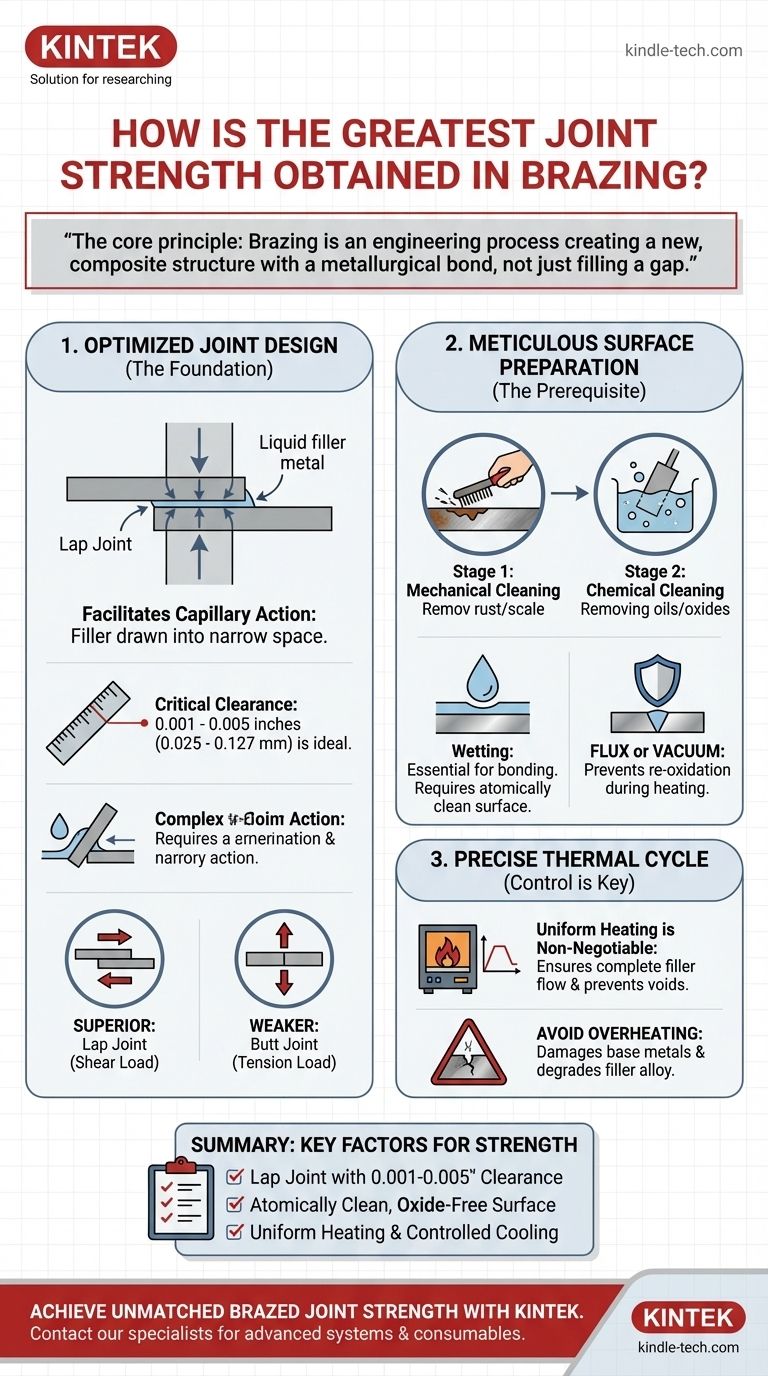
باختصار، لا يتم تحقيق أقوى قوة وصلة في اللحام بالنحاس من خلال إجراء واحد، بل من خلال التحكم المنهجي في ثلاثة عوامل حاسمة: تصميم وصلة مُحسّن يعزز العمل الشعري، أسطح معدنية أساسية نظيفة بدقة تسمح بالتبلل المناسب، والتحكم الدقيق في دورة التسخين والتبريد. عند التنفيذ الصحيح، تكون الوصلة الملحومة بالنحاس الناتجة عبارة عن رابطة معدنية غالبًا ما تكون أقوى من المواد الأصلية نفسها.
المبدأ الأساسي هو هذا: اللحام بالنحاس ليس مجرد ملء فجوة بمعدن منصهر. إنها عملية هندسية تخلق هيكلاً مركبًا جديدًا حيث تستمد القوة من المعادن الأساسية والطبقة الرقيقة جدًا والقوية من سبيكة الحشو التي تربطها ببعضها البعض.

الأساس: تحسين تصميم الوصلة
يعد تصميم الوصلة العامل الأهم الذي يحدد قوتها النهائية. لا يمكن إنقاذ التصميم السيئ بالتنفيذ المثالي.
قوة العمل الشعري
يعمل اللحام بالنحاس عن طريق العمل الشعري، وهي القوة التي تسحب السائل إلى مساحة ضيقة جدًا، حتى ضد الجاذبية. لا يتم سكب سبيكة الحشو في الوصلة؛ بل يتم سحبها.
يسهل التصميم الناجح هذه القوة الطبيعية، مما يضمن توزيع معدن الحشو بالكامل وبشكل متساوٍ في جميع أنحاء واجهة الوصلة بأكملها.
الدور الحاسم لخلوص الوصلة
يعد خلوص الوصلة — الفجوة بين الجزأين المراد ربطهما — أمرًا بالغ الأهمية. يجب التحكم في هذه الفجوة بدقة.
- الفجوة الكبيرة جدًا ستضعف أو تمنع العمل الشعري، مما يؤدي إلى ملء غير كامل وترك طبقة سميكة من معدن الحشو الناعم نسبيًا، مما يحدد قوة الوصلة.
- الفجوة الصغيرة جدًا يمكن أن تمنع سبيكة الحشو من التدفق إلى الوصلة على الإطلاق، مما يؤدي إلى فراغات ورابطة ضعيفة وغير مكتملة.
بالنسبة لمعظم معادن الحشو الشائعة، يتراوح الخلوص المثالي عادةً بين 0.001 و 0.005 بوصة (0.025 إلى 0.127 مم).
لماذا وصلات القص متفوقة
يتم تصميم أقوى وصلات اللحام بالنحاس دائمًا تقريبًا لتحمل الحمل في القص. يتم تحقيق ذلك باستخدام وصلة تراكب، حيث تتداخل السطحان.
تضع وصلة التناكبي، حيث تلتقي القطعتان طرفًا إلى طرف، الحمل في الشد. وهذا يركز كل الضغط على المقطع العرضي الرقيق لمعدن الحشو، مما يجعله الحلقة الأضعف. على النقيض من ذلك، توزع وصلة التراكب الحمل على مساحة سطح أكبر بكثير، وتنقل الضغط عبر المواد الأصلية الأقوى.
الشرط المسبق: التحضير الدقيق للسطح
يمكن لسبيكة الحشو أن ترتبط فقط بسطح نظيف تمامًا. تخلق الملوثات حاجزًا يمنع تكون الرابطة المعدنية.
فهم "التبلل"
التبلل هو قدرة سبيكة الحشو المنصهرة على التدفق فوق سطح المعدن الأساسي والالتصاق به. التبلل المناسب مستحيل بدون نظافة مطلقة.
الأعداء الأساسيون للتبلل هم الأكاسيد (الصدأ أو تغير اللون)، والزيوت، والشحوم، والأوساخ. يجب إزالة هذه المواد بالكامل فورًا قبل عملية اللحام بالنحاس.
عملية التنظيف
يتضمن التحضير نهجًا من مرحلتين. أولاً، استخدم التنظيف الميكانيكي (مثل الصنفرة أو الطحن أو الفرشاة السلكية) لإزالة الأكاسيد والقشور الثقيلة.
ثانيًا، استخدم التنظيف الكيميائي (مثل إزالة الشحوم بالمذيبات أو استخدام محلول حمضي/قلوي) لإزالة جميع آثار الزيت والأكاسيد الدقيقة، مما يخلق سطحًا نظيفًا ذريًا جاهزًا للربط.
دور التدفق أو الفراغ
حتى بعد التنظيف، ستتأكسد المعادن بسرعة عند تسخينها. لمنع ذلك، يتم تطبيق تدفق على منطقة الوصلة.
التدفق هو مركب كيميائي ينصهر قبل سبيكة الحشو، ويحمي السطح من الأكسجين ويذيب أي أكاسيد جديدة تتشكل أثناء التسخين. في اللحام بالنحاس الفراغي، تحدث العملية بأكملها في غرفة يتم فيها إزالة الهواء، مما يؤدي نفس وظيفة الحماية مثل التدفق.
فهم المقايضات والمزالق الشائعة
يتطلب تحقيق وصلة مثالية موازنة العوامل المتنافسة وتجنب الأخطاء الشائعة التي تقوض القوة.
معضلة الخلوص مقابل تدفق الحشو
يمكن أن ينتج عن خلوص الوصلة الضيق جدًا (مثل 0.001 بوصة) أعلى قوة نظرية. ومع ذلك، فإنه يجعل أيضًا تدفق الحشو بالكامل أكثر صعوبة، مما يزيد من خطر الفراغات. قد يضمن الخلوص الأكبر قليلاً ملءًا أكثر موثوقية واكتمالًا، حتى لو كانت القوة النهائية أقل هامشيًا.
خطر ارتفاع درجة الحرارة
يمكن أن تكون الحرارة الزائدة مدمرة للغاية. يمكن أن تتلف المعادن الأساسية عن طريق تغيير مزاجها، أو تتسبب في تآكل معدن الحشو بقوة للمادة الأصلية، أو تؤدي إلى فقدان العناصر الرئيسية في سبيكة الحشو نفسها، مما يقلل من خصائصها.
التسخين المنتظم غير قابل للتفاوض
يجب تسخين التجميع بأكمله بشكل موحد إلى درجة حرارة اللحام بالنحاس. إذا كان جزء واحد أكثر سخونة بشكل ملحوظ، فسيتم سحب معدن الحشو بشكل تفضيلي إلى تلك المنطقة، مما يحرم الأجزاء الأخرى من الوصلة ويخلق فراغات. يتدفق الحشو نحو الحرارة.
إصلاح الوصلات المعيبة
يمكن غالبًا إصلاح الوصلة المعيبة عن طريق إعادة اللحام بالنحاس. ومع ذلك، لا يجب عليك ببساطة إعادة صهر الحشو الموجود. تحتوي معظم سبائك اللحام بالنحاس على درجة حرارة إعادة صهر أعلى بعد الدورة الأولية. الإجراء الصحيح هو تطبيق التدفق وكمية صغيرة من سبيكة الحشو الجديدة على المنطقة المعيبة وإعادة تشغيل الدورة الحرارية.
اتخاذ القرار الصحيح لهدفك
طبق هذه المبادئ بناءً على هدفك المحدد لضمان وصلة موثوقة وعالية القوة.
- إذا كان تركيزك الأساسي هو أقصى قدر من السلامة الهيكلية: صمم وصلة تراكب بتداخل كافٍ وخلوص محكم (0.001-0.003 بوصة)، ثم ركز على التنظيف الدقيق وضمان ملء الوصلة بنسبة 100%.
- إذا كان تركيزك الأساسي هو الإنتاج المتكرر: قم بتوحيد عملية التنظيف، واستخدم التجهيزات للحفاظ على خلوص ثابت للوصلة، وأتمتة الدورة الحرارية للقضاء على تقلبات العملية.
- إذا كان تركيزك الأساسي هو استكشاف أخطاء وصلة فاشلة وإصلاحها: افحص الكسر. إذا حدث في المعدن الأساسي بعيدًا عن الوصلة، فقد كان اللحام بالنحاس ناجحًا. إذا فشل عند خط الرابطة، فهذا يشير إلى مشكلة في التبلل، على الأرجح بسبب سوء التنظيف أو التدفق غير الصحيح.
من خلال التعامل مع اللحام بالنحاس كانضباط هندسي دقيق، يمكنك باستمرار إنشاء وصلات تلبي وتتجاوز قوة المواد التي توحدها.
جدول الملخص:
| العامل الرئيسي | الإجراء الحاسم | المعلمة/الهدف المثالي |
|---|---|---|
| تصميم الوصلة | تسهيل العمل الشعري بوصلة تراكب | الخلوص: 0.001-0.005 بوصة (0.025-0.127 مم) |
| تحضير السطح | تحقيق التبلل المثالي عبر التنظيف | أسطح نظيفة ذريًا وخالية من الأكاسيد |
| الدورة الحرارية | ضمان التسخين والتبريد المنتظمين | منع تلف المعدن الأساسي وضمان تدفق الحشو الكامل |
حقق قوة وصلة لحام بالنحاس لا مثيل لها مع KINTEK
هل تعاني من فشل الوصلات أو نتائج لحام بالنحاس غير متناسقة؟ يتطلب الدقة المطلوبة لتحقيق أقصى قوة المعدات والخبرة المناسبة. تتخصص KINTEK في أنظمة ومواد اللحام بالنحاس المتقدمة، وتوفر للمختبرات والمصنعين الأدوات الموثوقة اللازمة لروابط معدنية مثالية في كل مرة.
تضمن حلولنا التحكم الدقيق في درجة الحرارة والتسخين المنتظم الضروري لتدفق معدن الحشو الخالي من العيوب وسلامة الوصلة. دع خبرائنا يساعدونك في تحسين عمليتك للحصول على قوة فائقة وقابلة للتكرار.
اتصل بأخصائيي اللحام بالنحاس لدينا اليوم لمناقشة كيف يمكننا تعزيز إنتاجك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- قارب تبخير خاص من الموليبدينوم والتنجستن والتنتالوم
- لوح سيراميك نيتريد البورون (BN)
- آلة التثبيت البارد بالفراغ لتحضير العينات
يسأل الناس أيضًا
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما





