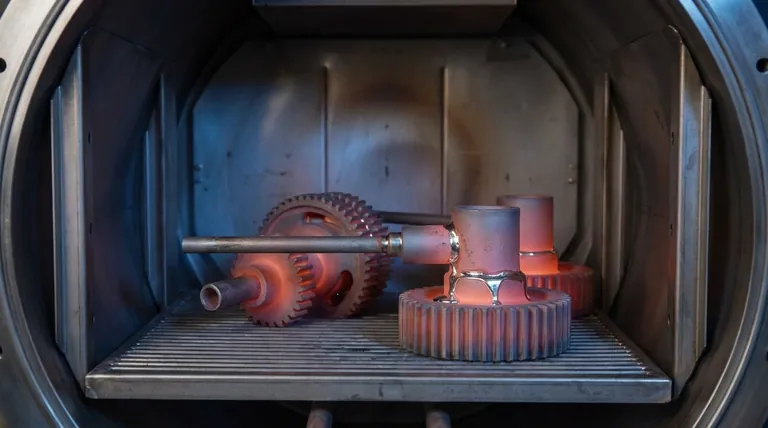
اللحام بالنحاس في الفراغ هو عملية ربط عالية النقاء تستخدم معدن حشو متخصصًا لدمج معدنين أساسيين أو أكثر معًا داخل فرن فراغي مُتحكم فيه. عن طريق تسخين التجميع في شبه فراغ، يذوب معدن الحشو عند درجة حرارة أقل من المعادن الأساسية، متدفقًا إلى الفجوات الضيقة بينها لتشكيل رابطة نظيفة وقوية ودائمة بشكل استثنائي عند التبريد.
الميزة الأساسية للحام بالنحاس في الفراغ هي قدرته على إنشاء روابط معدنية فائقة دون تدفقات كيميائية مسببة للتآكل. تمنع بيئة الفراغ نفسها الأكسدة وتنظف أسطح المكونات بنشاط، مما يؤدي إلى وصلة غالبًا ما تكون أقوى وأكثر موثوقية من المعادن الأساسية التي تربطها.
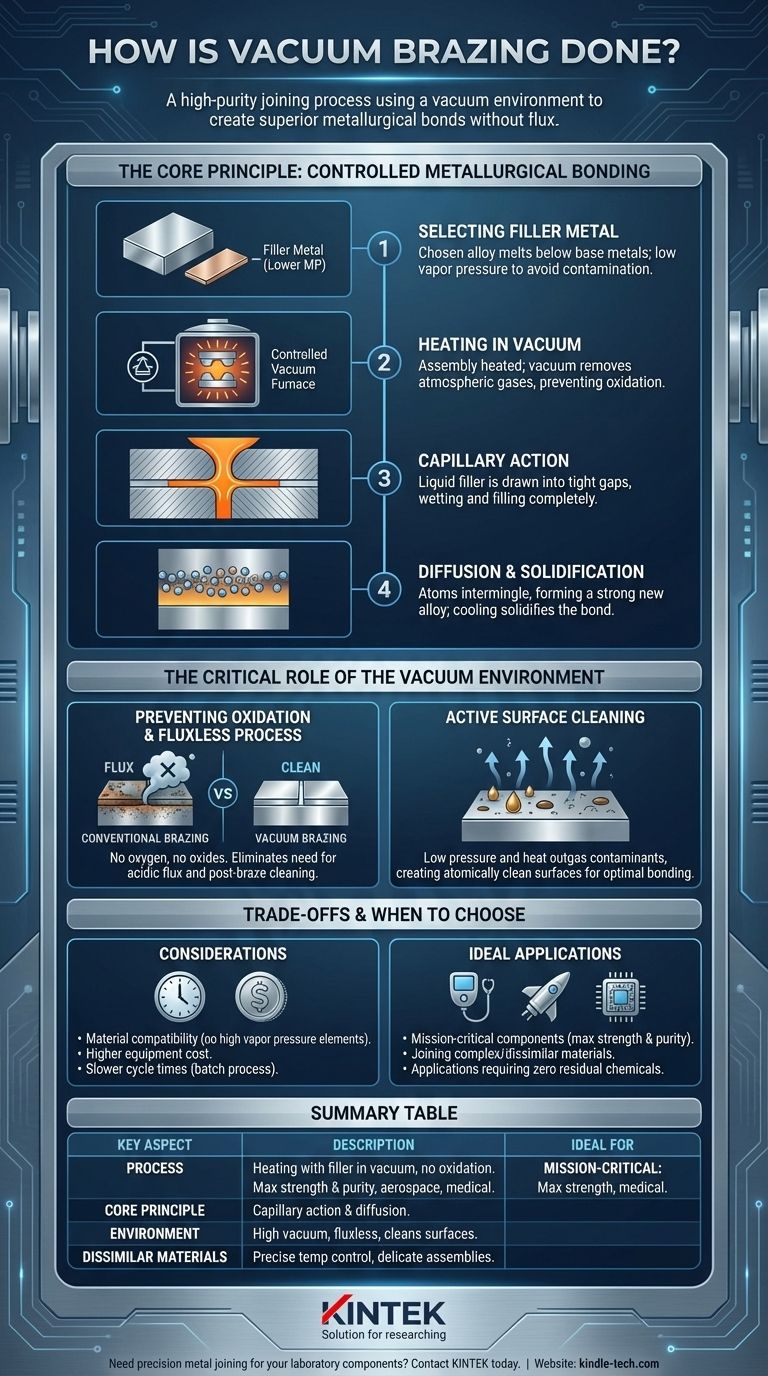
المبدأ الأساسي: الترابط المعدني المتحكم فيه
اللحام بالنحاس في الفراغ هو عملية حرارية وكيميائية دقيقة. يعتمد النجاح على التفاعل بين معدن الحشو والمعادن الأساسية وبيئة الفراغ.
اختيار معدن الحشو
تعتمد العملية على معدن حشو (أو سبيكة لحام بالنحاس) بنقطة انصهار أقل بكثير من المكونات التي يتم ربطها. يسمح هذا للحشو بأن يصبح سائلًا بينما تظل المعادن الأساسية صلبة.
يتم اختيار هذه السبائك بعناية لضمان عدم احتوائها على عناصر ذات ضغط بخار عالٍ، والتي يمكن أن تتبخر في الفراغ وتلوث الفرن والوصلة النهائية.
الخاصية الشعرية في الوصلة
بمجرد أن يذوب معدن الحشو، تتولى ظاهرة طبيعية تسمى الخاصية الشعرية المهمة. يتم سحب السبيكة السائلة إلى الفجوة الضيقة والمنتظمة بين أجزاء المعدن الأساسي المجهزة بإحكام.
يضمن هذا الإجراء ترطيب وملء الوصلة بالكامل، وهو أمر بالغ الأهمية لتحقيق رابطة خالية من الفراغات وعالية القوة.
الانتشار والتصلب
عند درجة حرارة اللحام بالنحاس، تبدأ ذرات معدن الحشو السائل في الانتشار إلى أسطح المعدن الأساسي الصلبة، والعكس صحيح. يخلق هذا الاختلاط سبيكة جديدة وقوية عند واجهة الوصلة.
مع تبريد التجميع بعناية، يتصلب معدن الحشو، مما يخلق اتصالًا معدنيًا مستمرًا وصلبًا بين المكونات.
الدور الحاسم لبيئة الفراغ
استخدام فرن الفراغ هو ما يميز هذه العملية بشكل أساسي عن طرق اللحام بالنحاس الأخرى. الفراغ ليس مجرد مساحة فارغة؛ إنه جزء نشط من العملية.
منع الأكسدة
الوظيفة الأساسية للفراغ هي إزالة الغازات الجوية، وخاصة الأكسجين. بدون وجود الأكسجين أثناء دورة التسخين عالية الحرارة، لا يمكن أن تتشكل الأكاسيد على الأسطح المعدنية.
لهذا السبب فإن العملية خالية من التدفق. في اللحام بالنحاس التقليدي، يتطلب التدفق الحمضي لإذابة الأكاسيد، لكن الفراغ يجعل هذه الخطوة غير ضرورية، مما يلغي خطر احتجاز التدفق والتآكل بعد اللحام بالنحاس.
إزالة الأكسدة وتنظيف السطح
الفراغ العالي لا يمنع الأكسدة فحسب؛ بل يمكنه تنظيف المكونات بنشاط. يتسبب الجمع بين الضغط المنخفض والحرارة العالية في تحول الملوثات مثل الزيوت النزرة وحتى بعض أكاسيد السطح إلى غاز ويتم ضخها بعيدًا.
يؤدي تأثير "إزالة الغازات" هذا إلى أسطح نظيفة ذريًا، وهو الشرط المثالي لإنشاء أقوى رابطة معدنية ممكنة.
فهم المقايضات والاعتبارات
على الرغم من قوتها، فإن اللحام بالنحاس في الفراغ هو عملية متخصصة ذات متطلبات وقيود محددة يجب فهمها لتطبيق ناجح.
توافق معدن الحشو والمعدن الأساسي
اختيار سبيكة الحشو أمر بالغ الأهمية. سيؤدي استخدام سبيكة تحتوي على عناصر مثل الزنك أو الرصاص أو الكادميوم إلى تبخرها في الفراغ، مما يؤدي إلى ضعف جودة الوصلة وتلوث شديد لمعدات الفرن باهظة الثمن.
وبالمثل، فإن بعض المواد الأساسية غير مناسبة للحام بالنحاس في الفراغ لأنها تحتوي على ضغوط بخار عالية وقد تتدهور تحت الفراغ عند درجات حرارة مرتفعة.
ارتفاع تكاليف المعدات والعمليات
تمثل أفران الفراغ استثمارًا رأسماليًا كبيرًا. العملية نفسها تستغرق وقتًا أطول من الطرق في الهواء الطلق بسبب الحاجة إلى ضخ الغرفة، وتشغيل ملفات تعريف تسخين وتبريد دقيقة، وصيانة المعدات.
أوقات دورة أبطأ
العملية بأكملها—من التحميل وضخ الفراغ إلى التسخين، والنقع في درجة الحرارة، والتبريد—أبطأ بطبيعتها من معظم عمليات اللحام أو اللحام بالنحاس بالشعلة. وهذا يجعلها أكثر ملاءمة للإنتاج الدفعي بدلاً من تدفق القطعة الواحدة.
متى تختار اللحام بالنحاس في الفراغ
يجب أن يكون قرار استخدام اللحام بالنحاس في الفراغ مدفوعًا بالمتطلبات الفنية للمنتج النهائي.
- إذا كان تركيزك الأساسي هو أقصى قوة ونقاء للوصلة: اللحام بالنحاس في الفراغ هو الخيار الأفضل للمكونات الحيوية في الفضاء والطيران والطب والإلكترونيات عالية الأداء حيث لا يمكن المساومة على سلامة الوصلة.
- إذا كان تركيزك الأساسي هو ربط مواد معقدة أو غير متشابهة: توفر العملية تحكمًا دقيقًا وموحدًا بشكل استثنائي في درجة الحرارة، مما يجعلها مثالية لربط التجميعات الدقيقة أو المواد ذات معدلات التمدد الحراري المختلفة.
- إذا كان تركيزك الأساسي هو التخلص من التنظيف بعد اللحام بالنحاس: تنتج طبيعة اللحام بالنحاس في الفراغ الخالية من التدفق أجزاء نهائية ساطعة ونظيفة مباشرة من الفرن، مما يوفر عمالة كبيرة ويمنع المشاكل مع المواد الكيميائية المتبقية.
من خلال التحكم في بيئة الربط على المستوى الجزيئي، يوفر اللحام بالنحاس في الفراغ مستوى من الجودة والموثوقية لا يمكن للطرق التقليدية أن تضاهيه بسهولة.
جدول ملخص:
| الجانب الرئيسي | الوصف |
|---|---|
| العملية | تسخين تجميع معدني بمعدن حشو في فرن فراغي لإنشاء رابطة معدنية بدون أكسدة. |
| المبدأ الأساسي | الخاصية الشعرية المتحكم فيها وانتشار معدن الحشو في المعادن الأساسية تحت الفراغ. |
| البيئة | الفراغ العالي يمنع الأكسدة، يلغي الحاجة إلى التدفق، وينظف الأسطح بنشاط. |
| مثالي لـ | ربط مواد معقدة أو غير متشابهة، المكونات الحيوية التي تتطلب أقصى قوة ونقاء. |
| الاعتبارات | تكلفة معدات أعلى، أوقات دورة أبطأ، يتطلب حشوًا/معادن أساسية متوافقة. |
هل تحتاج إلى ربط معدني دقيق لمكونات مختبرك؟ تتخصص KINTEK في حلول المعالجة الحرارية المتقدمة، بما في ذلك أنظمة اللحام بالنحاس في الفراغ المصممة لروابط معدنية فائقة. تضمن معدات مختبرنا وصلات نظيفة وقوية وموثوقة لتطبيقات الفضاء والطيران والطب والإلكترونيات عالية الأداء. اتصل بنا اليوم لمناقشة كيف يمكن لخبرتنا في اللحام بالنحاس في الفراغ أن تعزز قدرات مختبرك وجودة منتجاتك!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن أنبوبي دوار للعمل المستمر محكم الغلق بالتفريغ (فراغي)
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار



















