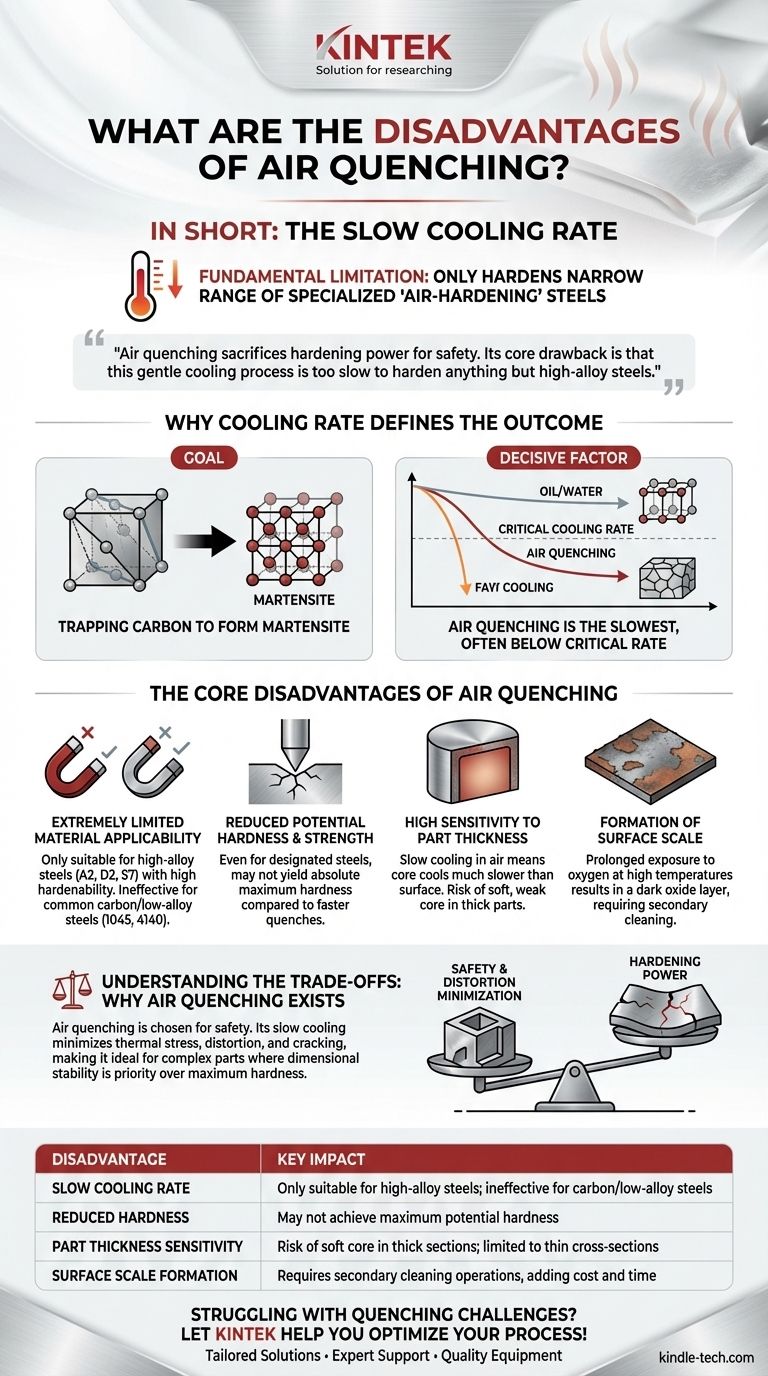
باختصار، يتمثل العيب الأساسي للتبريد بالهواء في معدل التبريد البطيء. هذا القيد الأساسي يعني أنه يمكنه فقط تقوية مجموعة ضيقة من الفولاذ المتخصص "المقسّى بالهواء" وهو غير فعال بالنسبة لغالبية الفولاذ الكربوني والفولاذ منخفض السبائك الشائع.
التبريد بالهواء يضحي بقوة التقسية من أجل السلامة. عيبه الأساسي هو أن عملية التبريد اللطيفة هذه بطيئة جدًا بحيث لا يمكنها تقوية أي شيء سوى السبائك الفولاذية عالية السبائك، مما يؤدي غالبًا إلى انخفاض القوة والصلابة حتى في المواد المناسبة.

لماذا يحدد معدل التبريد النتيجة
لفهم عيوب عملية التخمير، يجب علينا أولاً فهم هدفها. التخمير ليس مجرد تبريد المعدن؛ بل هو تبريده بسرعة كافية لتحقيق تحول معدني محدد.
الهدف: تثبيت الصلابة باستخدام المارتنسيت
عندما تقوم بتسخين الفولاذ إلى درجة حرارة الأوستنيت، يتغير هيكله البلوري الداخلي. يتمثل الهدف من التخمير في "تجميد" هذا الهيكل عن طريق تبريده بسرعة كبيرة بحيث يتم احتجاز ذرات الكربون، مما يشكل بنية مجهرية صلبة وهشة تسمى المارتنسيت.
العامل الحاسم: معدل التبريد الحرج
كل نوع من أنواع الفولاذ له معدل تبريد حرج. هذه هي السرعة الدنيا التي يجب أن يبرد بها لتكوين المارتنسيت وتجنب الهياكل الأكثر ليونة مثل البيرلايت أو الباينيت. إذا كان التبريد بطيئًا جدًا، فلن يصل الفولاذ إلى أقصى إمكانات صلابته.
أين يقع التبريد بالهواء
الهواء موصل ضعيف للحرارة مقارنة بالسوائل. ونتيجة لذلك، يوفر التبريد بالهواء أبطأ معدل تبريد لجميع طرق التخمير الشائعة (أبطأ من الزيت أو الماء أو المحلول الملحي). هذا هو السبب الجذري لعيوبه.
العيوب الأساسية للتبريد بالهواء
عيوب التبريد بالهواء القائمة على العلم ليست آراء، بل هي نتائج مباشرة لفيزياء انتقال الحرارة.
1. تطبيق محدود للغاية للمواد
هذا هو العيب الأكثر أهمية. التبريد بالهواء سريع بما يكفي لتجاوز معدل التبريد الحرج للفولاذ ذي القساوة العالية جدًا.
هذه عادةً ما تكون فولاذ الأدوات عالية السبائك (مثل A2 أو D2 أو S7) وبعض الفولاذ المقاوم للصدأ. تعمل عناصر السبائك (الكروم والموليبدينوم والفاناديوم) على إبطاء تكوين الهياكل اللينة بشكل كبير، مما يسهل تكوين المارتنسيت حتى مع التخمير البطيء. بالنسبة للفولاذ الشائع والأقل تكلفة مثل 1045 أو 4140، فإن التبريد بالهواء بطيء جدًا وسيؤدي إلى جزء ناعم وغير مقسّى.
2. انخفاض إمكانات الصلابة والقوة
حتى بالنسبة للفولاذ المقسّى بالهواء المخصص، قد لا يؤدي التبريد بالهواء إلى أقصى صلابة ممكنة. قد ينتج عن تبريد أسرع قليلاً، مثل التخمير الزيتي المتقطع، بنية مارتنسيت أدق، مما يؤدي إلى تحسينات متواضعة في الصلابة ومقاومة التآكل.
3. حساسية عالية لسماكة الجزء (حجم المقطع)
يجب أن تنتقل الحرارة من قلب الجزء إلى سطحه لتبديدها. مع وسيط بطيء مثل الهواء، يبرد قلب الجزء السميك بشكل أبطأ بكثير من سطحه.
يمكن أن يخلق هذا موقفًا خطيرًا حيث يكون السطح مقسّى بالكامل، لكن القلب يظل ناعمًا وضعيفًا. لهذا السبب، يقتصر التبريد بالهواء عمومًا على الأجزاء ذات المقاطع العرضية الرقيقة نسبيًا.
4. تكوين قشرة السطح
ما لم يتم إجراؤه في فرن ذي جو مفرغ أو خامل متحكم فيه، فإن عملية التبريد البطيئة تعرض الفولاذ الساخن للأكسجين لفترة طويلة. يؤدي هذا إلى تكوين طبقة أكسيد داكنة ومتقشرة تُعرف باسم القشرة (Scale).
يجب إزالة هذه القشرة في عملية ثانوية مثل التفجير بالوسائط أو التخليل الحمضي، مما يضيف تكلفة ووقتًا ويؤدي إلى فقدان كمية صغيرة من المادة.
فهم المفاضلات: سبب وجود التبريد بالهواء
نظرًا لهذه العيوب، يتم استخدام التبريد بالهواء لسبب واحد سائد: السلامة. يفرض تبريده البطيء واللطيف إجهادًا حراريًا ضئيلًا على الجزء.
مشكلة التبريد الأسرع
يؤدي التخمير السريع في الماء أو الزيت إلى تدرجات حرارية شديدة داخل المادة. يبرد السطح وينكمش على الفور بينما لا يزال القلب ساخنًا ومتمددًا. يمكن أن يتسبب هذا الإجهاد الداخلي في التواء أو تشوه أو حتى تشقق الجزء.
الموازنة بين الصلابة والسلامة الهيكلية
يقلل التبريد بالهواء من هذا الخطر، مما يجعله الطريقة المفضلة للأجزاء المعقدة هندسيًا، أو القوالب ذات الزوايا الداخلية الحادة، أو المكونات عالية الدقة حيث تكون الأبعاد الثابتة أكثر أهمية من تحقيق أعلى صلابة ممكنة على الإطلاق. إنها مقايضة بين قوة التقسية وخطر فشل الجزء.
اتخاذ الخيار الصحيح لهدفك
يتطلب اختيار طريقة التخمير مطابقة العملية مع كل من المادة والنتيجة المرجوة.
- إذا كان تركيزك الأساسي هو أقصى صلابة في الفولاذ الكربوني العادي أو منخفض السبائك: التبريد بالهواء غير مناسب تمامًا؛ يلزم وجود وسيط أسرع مثل الزيت أو الماء أو المحلول الملحي.
- إذا كان تركيزك الأساسي هو تقليل التشوه في جزء معقد مصنوع من فولاذ أداة عالي السبائك (مثل A2، D2): التبريد بالهواء هو الخيار المثالي، حيث أن مخاطره المنخفضة للتشقق تفوق قيوده الأخرى.
- إذا كنت تعمل مع مقاطع عرضية سميكة (على سبيل المثال، أكثر من 2 بوصة): من المحتمل أن يؤدي التبريد بالهواء إلى قلب غير مقسّى ويجب تجنبه لصالح تبريد أسرع على فولاذ مقسّى بالزيت أو بالماء.
في نهاية المطاف، يجب أن تنظر إلى التبريد بالهواء كأداة متخصصة، يتم اختيارها عن قصد عندما تكون الأولوية القصوى هي حماية جزء قيم ومعقد من التشوه والتشقق.
جدول الملخص:
| العيوب | التأثير الرئيسي |
|---|---|
| معدل التبريد البطيء | مناسب فقط للسبائك الفولاذية العالية؛ غير فعال للفولاذ الكربوني/منخفض السبائك |
| انخفاض الصلابة | قد لا يحقق أقصى صلابة محتملة حتى في المواد المناسبة |
| حساسية سماكة الجزء | خطر وجود قلب ناعم في المقاطع السميكة؛ يقتصر على المقاطع العرضية الرقيقة |
| تكوين قشرة السطح | يتطلب عمليات تنظيف ثانوية، مما يضيف التكلفة والوقت |
هل تعاني من تحديات التخمير؟ دع KINTEK تساعدك في تحسين عمليتك!
يعد اختيار طريقة المعالجة الحرارية الصحيحة أمرًا بالغ الأهمية لتحقيق التوازن المطلوب بين الصلابة والقوة والاستقرار الأبعاد في مكوناتك. في KINTEK، نحن متخصصون في توفير معدات مختبرية متقدمة ومواد استهلاكية مصممة خصيصًا لاحتياجاتك المعدنية المحددة. سواء كنت تعمل مع سبائك فولاذية عالية السبائك تتطلب تبريدًا هوائيًا دقيقًا أو تحتاج إلى حلول تبريد أسرع للفولاذ الكربوني، فإن خبرتنا تضمن حصولك على النتائج التي تحتاجها دون المساس بسلامة الجزء.
لماذا الشراكة مع KINTEK؟
- حلول مصممة خصيصًا: نساعدك في اختيار المعدات والأساليب المناسبة لموادك وتطبيقاتك المحددة.
- دعم الخبراء: يقدم فريقنا رؤى لتحسين عملية التخمير الخاصة بك، وتقليل التشوه مع زيادة الأداء إلى أقصى حد.
- معدات عالية الجودة: من الأفران إلى وسائط التخمير، توفر KINTEK أدوات موثوقة لنتائج متسقة وعالية الجودة.
هل أنت مستعد لتحسين عملية المعالجة الحرارية الخاصة بك؟ اتصل بنا اليوم لمناقشة متطلباتك واكتشاف كيف يمكن لـ KINTEK دعم نجاح مختبرك!
دليل مرئي