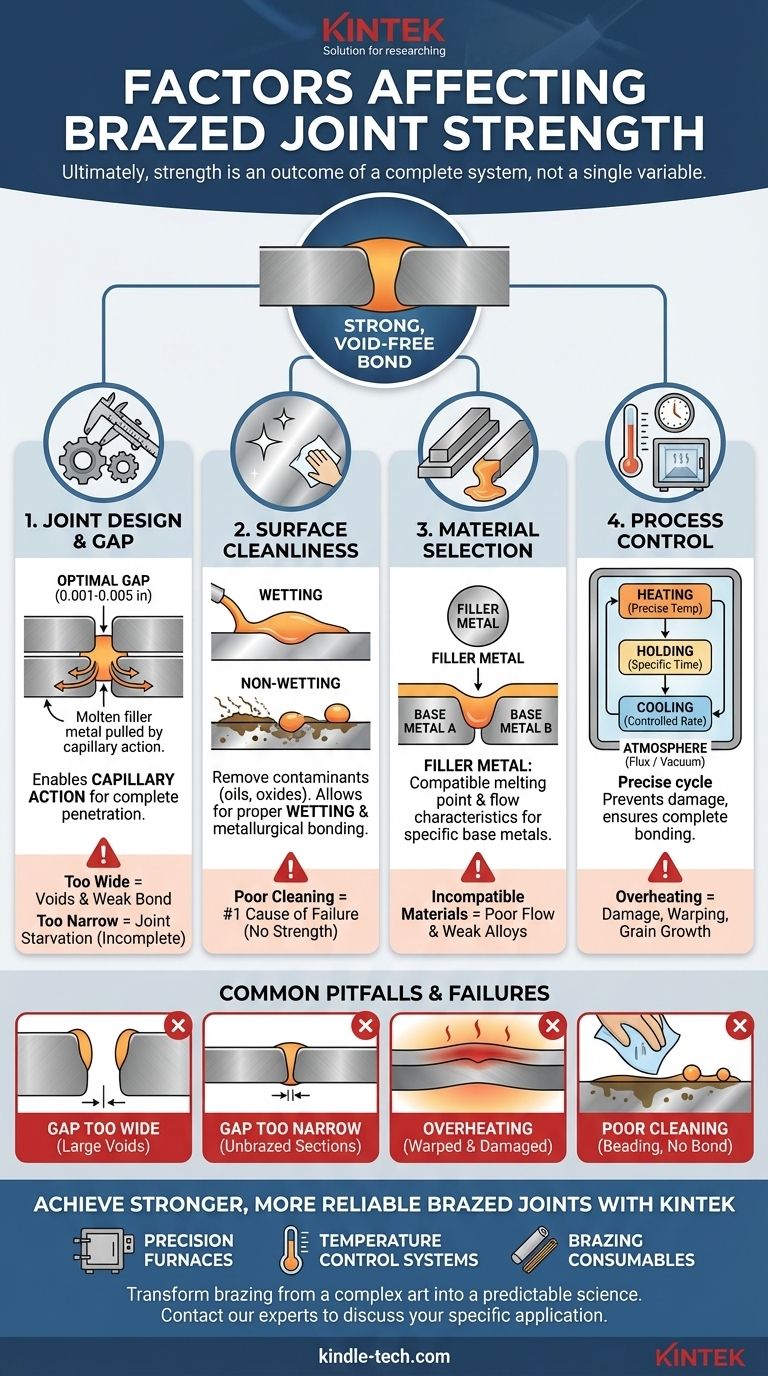
في النهاية، تتحدد قوة وصلة اللحام بالنحاس بأربعة عوامل رئيسية: تصميم الوصلة نفسها (خاصة الفجوة)، ونظافة الأسطح، واختيار المعدن الحشو الصحيح، والتحكم الدقيق في عملية التسخين والتبريد. عندما تدار هذه العناصر بشكل صحيح، لا تكون الوصلة الناتجة هي نقطة الضعف؛ بل تكون أقوى من المعادن الأساسية التي يتم ربطها.
المبدأ الأساسي للحام بالنحاس هو أن القوة لا تأتي من متغير واحد. إنها نتيجة لنظام كامل حيث يتيح تصميم الوصلة العمل الشعري، وتسمح الأسطح النظيفة بالترابط المعدني، وتنفذ عملية محكمة الرابطة دون إتلاف المكونات.

الأساس: تصميم الوصلة والتحضير
يبدأ اللحام الناجح قبل وقت طويل من تسخين الأجزاء. يعتبر التصميم الميكانيكي وتحضير الوصلة من أهم العوامل التي تؤثر على القوة النهائية.
الدور الحاسم لفجوة الوصلة
المسافة بين السطحين المراد ربطهما تُعرف باسم فجوة الوصلة. هذه الفجوة ليست عشوائية؛ بل هي مصممة لتكون دقيقة للغاية.
وظيفتها الأساسية هي السماح بالعمل الشعري بسحب المعدن الحشو المنصهر بالكامل إلى الوصلة.
تضمن الفجوة المثلى، التي تتراوح عادة بين 0.001 و 0.005 بوصة (0.025 إلى 0.127 مم)، أن يملأ المعدن الحشو الواجهة بأكملها، مما يخلق رابطة قوية وخالية من الفراغات.
لماذا النظافة غير قابلة للتفاوض
يجب أن تكون أسطح الوصلة نظيفة تمامًا. أي ملوثات، مثل زيوت المعالجة أو الشحوم أو حتى أكاسيد السطح، ستمنع اللحام الناجح.
تمنع هذه الملوثات التبليل، وهي قدرة المعدن الحشو المنصهر على الانتشار بسلاسة وبشكل متساوٍ عبر أسطح المعدن الأساسي.
يؤدي التبليل الضعيف إلى رابطة ضعيفة أو غير مكتملة أو عدم وجود رابطة على الإطلاق. يتضمن التنظيف المناسب غالبًا إزالة الشحوم متبوعًا بعملية لإزالة طبقة الأكسيد المحددة للمعدن الأساسي.
اختيار المواد المناسبة
يجب أن تكون المواد المختارة - سواء المعادن الأساسية أو المعدن الحشو - متوافقة ومختارة لتلبية متطلبات التطبيق المحدد.
خصائص المعدن الحشو
يجب أن يكون المعدن الحشو ذو درجة انصهار أقل من درجة انصهار المعادن الأساسية التي يتم ربطها. وهذا يضمن عدم ذوبان الأجزاء نفسها أثناء العملية.
الأهم من ذلك، يجب أن يكون المعدن الحشو مصممًا للتبليل والتدفق على المعادن الأساسية المحددة التي تستخدمها. تتطلب المعادن الأساسية المختلفة (مثل الفولاذ أو النحاس أو الألومنيوم) سبائك معدن حشو مختلفة.
توافق المعدن الأساسي
تؤثر المعادن الأساسية نفسها على العملية. على سبيل المثال، يطور الألومنيوم طبقة أكسيد صلبة ومقاومة للحرارة يجب إزالتها أو إزاحتها بواسطة الصهور لنجاح اللحام.
تحدد قوة وخصائص المعادن الأساسية أيضًا درجة الحرارة القصوى ومعدلات التسخين التي يمكن استخدامها دون التسبب في تلف أو تشوه.
إتقان عملية اللحام بالنحاس
عملية اللحام بالنحاس نفسها هي دورة حرارية محكمة. يمكن أن تؤدي الانحرافات في الوقت أو درجة الحرارة أو الغلاف الجوي إلى تعريض الوصلة للخطر.
التحكم الدقيق في درجة الحرارة
يجب تسخين التجميع بشكل موحد إلى درجة حرارة اللحام الصحيحة، والتي يحددها المعدن الحشو.
إذا كانت درجة الحرارة منخفضة جدًا، فلن يذوب المعدن الحشو ويتدفق. إذا كانت مرتفعة جدًا، فقد يؤدي ذلك إلى إتلاف المعادن الأساسية أو تسبب في تفكك المعدن الحشو.
أهمية الوقت والتبريد
يجب الاحتفاظ بالأجزاء عند درجة حرارة اللحام لمدة وقت احتجاز محدد للسماح للمعدن الحشو بالتدفق عبر الوصلة بأكملها وتشكيل رابطة معدنية.
يعد معدل التبريد أيضًا أمرًا بالغ الأهمية. يمكن أن يؤدي التبريد السريع جدًا إلى إجهادات داخلية وتكسير الوصلة، بينما يمكن أن يؤدي التبريد البطيء جدًا إلى تغيرات معدنية غير مرغوب فيها.
دور الغلاف الجوي (الصهور أو الفراغ)
أثناء التسخين، تتفاعل المعادن بسرعة مع الأكسجين لتشكيل أكاسيد تمنع التبليل. يجب منع ذلك.
إحدى الطرق هي استخدام الصهور، وهو مركب كيميائي يحمي الوصلة من الهواء ويذيب الأكاسيد. والطريقة الأخرى هي إجراء اللحام في فرن فراغي، والذي يزيل الأكسجين من البيئة بالكامل.
فهم المقايضات ونقاط الفشل
يتطلب تحقيق لحام مثالي تجنب الأخطاء الشائعة المتعلقة بالمبادئ الأساسية.
عندما تكون فجوة الوصلة واسعة جدًا
إذا كانت الفجوة كبيرة جدًا، فسيكون العمل الشعري ضعيفًا أو غير موجود. سيفشل المعدن الحشو في ملء الوصلة بالكامل، مما يؤدي إلى فراغات كبيرة ورابطة أضعف بشكل كبير تعتمد فقط على القوة الجوهرية المنخفضة لسبيكة الحشو.
عندما تكون فجوة الوصلة ضيقة جدًا
إذا كانت الفجوة ضيقة جدًا، فلن يتمكن المعدن الحشو من التدفق إلى الوصلة على الإطلاق. يؤدي هذا "نقص الوصلة" إلى رابطة غير مكتملة وغير موثوقة مع أقسام كبيرة غير ملحومة.
خطر السخونة الزائدة
يمكن أن يؤدي تجاوز درجة الحرارة الموصى بها إلى تشوه الأجزاء، وإضعاف المعادن الأساسية من خلال نمو الحبيبات، أو حتى ذوبانها. يتسبب هذا في تلف لا رجعة فيه للتجميع بأكمله، وليس فقط الوصلة.
عواقب سوء التنظيف
هذا هو السبب الأكثر شيوعًا لفشل اللحام بالنحاس. إذا لم يكن السطح نظيفًا، فسيتجمع المعدن الحشو مثل الماء على سيارة مشمعة بدلاً من الانتشار. يؤدي هذا إلى وصلة قد تبدو مكتملة ولكنها لا تمتلك أي قوة ميكانيكية تقريبًا.
اتخاذ الخيار الصحيح لهدفك
لتحقيق وصلة لحام ناجحة، يجب أن تنظر إلى العملية بشكل شمولي، حيث يكون التصميم والتحضير والتحكم في العملية بنفس الأهمية.
- إذا كان تركيزك الأساسي على موثوقية العملية وقابليتها للتكرار: يجب أن تكون أولويتك هي بروتوكولات التنظيف الصارمة والموثقة والتحكم الدقيق في دورة الوقت ودرجة الحرارة.
- إذا كان تركيزك الأساسي على زيادة القوة الميكانيكية: ركز على هندسة تصميم الوصلة الصحيح، وخاصة فجوة الوصلة المثلى والمتسقة.
- إذا كنت تستكشف أخطاء فشل اللحام بالنحاس: ابدأ دائمًا تحقيقك بفحص الوصلة بحثًا عن دليل على سوء التنظيف (عدم التبليل) وقياس فجوة الوصلة للمكونات الفاشلة.
إن إتقان هذه العوامل المترابطة هو ما يحول اللحام بالنحاس من فن معقد إلى علم هندسي موثوق به ويمكن التنبؤ به.
جدول الملخص:
| العامل | الاعتبار الرئيسي | التأثير على القوة |
|---|---|---|
| تصميم الوصلة والفجوة | فجوة مثلى (0.001-0.005 بوصة) للعمل الشعري | يُمكّن من اختراق كامل للمعدن الحشو ورابطة خالية من الفراغات |
| نظافة السطح | إزالة الزيوت والشحوم والأكاسيد | يسمح بالتبليل المناسب والترابط المعدني |
| اختيار المعدن الحشو | التوافق مع المعادن الأساسية ونقطة الانصهار الصحيحة | يضمن التدفق وتشكيل رابطة معدنية قوية |
| التحكم في العملية | درجة حرارة ووقت وغلاف جوي دقيق (صهور/فراغ) | يمنع تلف المعدن الأساسي ويضمن الترابط الكامل |
احصل على وصلات لحام أقوى وأكثر موثوقية مع KINTEK.
سواء كنت تقوم بتطوير منتجات جديدة أو استكشاف أخطاء العمليات الحالية، فإن المعدات والمواد الاستهلاكية المناسبة ضرورية للتحكم في العوامل الأربعة الرئيسية لقوة اللحام بالنحاس. تتخصص KINTEK في أفران المختبرات الدقيقة وأنظمة التحكم في درجة الحرارة والمواد الاستهلاكية للحام التي توفر التكرارية والأداء الذي يحتاجه مختبرك.
دعنا نساعدك على تحويل اللحام بالنحاس من فن معقد إلى علم يمكن التنبؤ به. اتصل بخبرائنا اليوم لمناقشة تطبيقك المحدد وكيف يمكننا دعم نجاحك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- مواد الماس المطعمة بالبورون بتقنية الترسيب الكيميائي للبخار (CVD)
- قالب ضغط مختبر مربع للتطبيقات المعملية
- قطب مرجعي كالوميل كلوريد الفضة كبريتات الزئبق للاستخدام المخبري
- قالب ضغط دائري ثنائي الاتجاه للمختبر
يسأل الناس أيضًا
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية



















