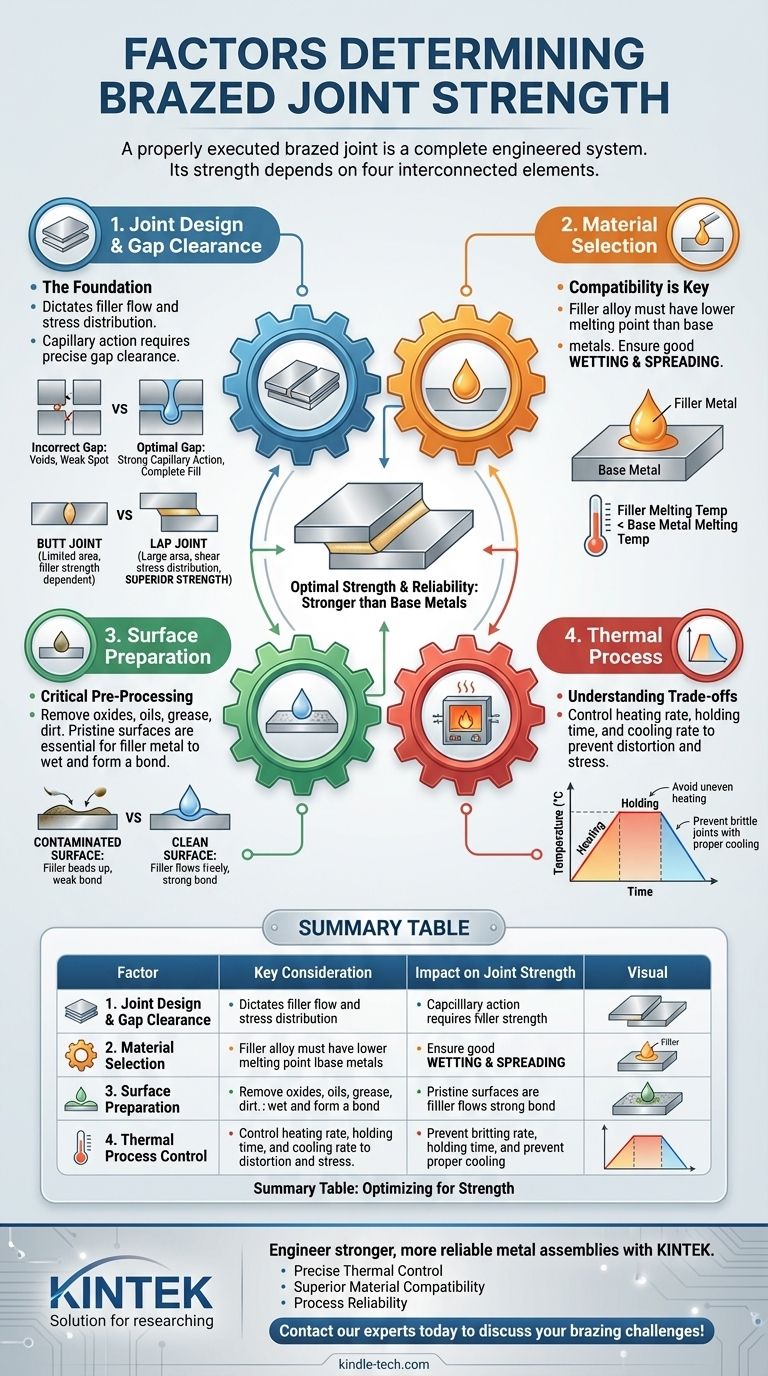
لا يتم تحديد قوة الوصلة الملحومة بالنحاس بواسطة عامل واحد، بل من خلال التنفيذ الدقيق لنظام كامل. بينما يمكن ويجب أن تكون الوصلة الملحومة بالنحاس بشكل صحيح أقوى من المعادن التي يتم ربطها، فإن هذه القوة هي نتيجة للتحكم الدقيق في أربعة عناصر مترابطة: التصميم الفيزيائي للوصلة، واختيار المواد، ونظافة الأسطح، والعملية الحرارية المستخدمة للتسخين والتبريد.
الوصلة الملحومة بالنحاس المنفذة بشكل صحيح هي نظام هندسي متكامل. غالبًا ما تتجاوز قوتها قوة المواد الأساسية، ولكن هذه النتيجة لا يمكن تحقيقها إلا عندما يتم إدارة تصميم الوصلة، وتوافق المواد، وإعداد السطح، والمعالجة الحرارية ككل مترابط.

الأساس: تصميم الوصلة وفسحة الفجوة
الهندسة الفيزيائية للوصلة هي العامل الأول والأكثر أهمية. فهي تحدد كيفية تدفق معدن الحشو وكيف سيتم توزيع الإجهاد عبر الرابطة.
مبدأ الفعل الشعري
يعتمد اللحام بالنحاس على الفعل الشعري لسحب معدن الحشو المنصهر إلى الفراغ الضيق بين المادتين الأساسيتين. يتم التحكم في قوة هذا الفعل بشكل مباشر من خلال المسافة بين الأسطح، والمعروفة باسم فسحة الفجوة.
ستمنع الفجوة غير الصحيحة معدن الحشو من ملء الوصلة بالكامل، مما يخلق فراغات ونقاط ضعف مصيرها الفشل تحت الحمل.
تحديد الفجوة المثلى
يتطلب تحقيق الفجوة الصحيحة معالجة ميكانيكية دقيقة. البعد المثالي ليس رقمًا واحدًا ولكنه يعتمد على معدن الحشو، والمواد الأساسية، وطول التداخل.
يجب أن تكون هذه الفجوة صغيرة بما يكفي لتعزيز الفعل الشعري القوي ولكن كبيرة بما يكفي للسماح لمعدن الحشو والتدفق (إذا استخدم) بالتدفق بحرية في جميع أنحاء منطقة الوصلة بأكملها.
وصلات التداخل مقابل وصلات التناكبي
لأقصى قوة، تعتبر وصلة التداخل متفوقة بكثير على وصلة التناكبي. تقتصر قوة وصلة التناكبي على قوة معدن الحشو نفسه ومنطقة الربط الصغيرة.
ومع ذلك، تخلق وصلة التداخل مساحة سطحية أكبر بكثير للربط. من خلال تداخل الأجزاء، يتم نقل الحمل كإجهاد قص عبر هذه المنطقة الأكبر، مما يؤدي إلى وصلة أقوى بكثير وأكثر متانة.
اختيار المواد: المعادن الأساسية والحشو
التوافق الكيميائي والمعدني بين المعادن الأساسية ومعدن الحشو أساسي لتكوين رابطة قوية.
التوافق هو المفتاح
يجب أن يكون لسبائك حشو اللحام بالنحاس درجة انصهار أقل بكثير من درجة انصهار المعادن الأساسية التي يتم ربطها. وهذا يضمن احتفاظ المواد الأساسية بسلامتها الهيكلية وعدم ذوبانها أو تشوهها أثناء عملية التسخين.
دور معدن الحشو
الوظيفة الأساسية لمعدن الحشو هي الانصهار عند درجة حرارته المحددة، ثم الترطيب والانتشار بالتساوي عبر أسطح الوصلة. يشير "الترطيب" الجيد إلى جذب جزيئي قوي بين الحشو المنصهر والمعدن الأساسي الصلب، وهو أمر ضروري لربط مستمر وخالٍ من الفراغات.
المعالجة المسبقة الحرجة: إعداد السطح
لا يمكن لأي قدر من التحكم في العملية أن يعوض عن السطح الملوث. تؤثر نظافة أسطح الوصلة بشكل مباشر على قدرة معدن الحشو على ترطيب المادة وتكوين رابطة معدنية قوية.
إزالة الأكاسيد والملوثات
يجب أن تكون جميع الأسطح نظيفة تمامًا وخالية من الزيوت والشحوم والأوساخ والأغشية الأكسيدية. تعتبر أكاسيد المعادن، التي تتشكل بشكل طبيعي على أسطح مثل الألومنيوم، حاجزًا رئيسيًا للترطيب ويجب إزالتها كيميائيًا (على سبيل المثال، بمحلول قلوي) أو ميكانيكيًا.
الهدف: سطح نقي
الهدف هو إنشاء سطح قابل كيميائيًا لمعدن الحشو المنصهر. بدون هذه الحالة النقية، سيتجمع الحشو بدلاً من التدفق، مما يؤدي إلى وصلة غير مكتملة وضعيفة بشكل كارثي.
فهم المقايضات والتحكم في العملية
حتى مع التصميم والإعداد المثاليين، يتم تحديد القوة النهائية من خلال التحكم في الدورة الحرارية.
معضلة الفجوة: واسعة جدًا مقابل ضيقة جدًا
الفجوة الواسعة جدًا ستعطل الفعل الشعري، مما يؤدي إلى فراغات كبيرة وتوزيع غير كافٍ للحشو. الفجوة الضيقة جدًا يمكن أن تمنع الحشو من اختراق الوصلة على الإطلاق، مما يؤدي إلى تجويع الرابطة. هذه معلمة حرجة يجب تحسينها.
مشاكل التحكم الحراري: التسخين والتبريد
تعد معدل التسخين، ووقت الانتظار، ومعدل التبريد متغيرات حاسمة. يمكن أن يتسبب التسخين السريع جدًا أو غير المتساوي في إجهاد حراري وتشوه الأجزاء. يمكن أن يؤدي الانتظار في درجة الحرارة لفترة طويلة جدًا إلى إتلاف المعادن الأساسية. يمكن أن يؤدي التبريد السريع جدًا إلى إجهادات متبقية، مما يجعل الوصلة هشة.
تحسين العملية
تؤثر عوامل مثل سبيكة الألومنيوم المحددة، ومستوى الفراغ (في اللحام بالنحاس الفراغي)، وعلامة الحشو التجارية على الملف الحراري المثالي. لا يوجد إعداد عالمي؛ يجب تحسين هذه المعلمات من خلال التجريب للعثور على أفضل تركيبة لتطبيقك المحدد.
اتخاذ القرار الصحيح لتطبيقك
يجب أن يسترشد نهجك النهائي بهدفك الأساسي. مبادئ اللحام بالنحاس ثابتة، ولكن قد يتغير تركيزك اعتمادًا على النتيجة المرجوة.
- إذا كان تركيزك الأساسي هو أقصى قوة وموثوقية: أعط الأولوية لتصميم وصلة تداخل مع تداخل كبير واستثمر بكثافة في العمليات التي تضمن سطحًا نظيفًا تمامًا وفجوة يتم التحكم فيها بدقة.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة: ركز على إنشاء عملية قابلة للتكرار بدرجة عالية لإعداد السطح وأتمتة الدورة الحرارية لضمان الاتساق من جزء إلى آخر.
- إذا كنت تستكشف أخطاء فشل الوصلات وإصلاحها: ابدأ تحقيقك بأكثر الأسباب شيوعًا - فجوة الوصلة غير الصحيحة وعدم كفاية نظافة السطح - قبل الانتقال إلى معلمات العملية الحرارية.
من خلال التحكم المنهجي في هذه العوامل، تنتقل من مجرد ربط المعادن إلى هندسة رابطة أقوى من الأجزاء نفسها.
جدول الملخص:
| العامل | الاعتبار الرئيسي | التأثير على قوة الوصلة |
|---|---|---|
| تصميم الوصلة والفجوة | فسحة الفجوة المثلى للفعل الشعري؛ استخدام وصلات التداخل بدلاً من وصلات التناكبي. | يحدد تدفق معدن الحشو وتوزيع الإجهاد. الفجوة غير الصحيحة تخلق نقاط ضعف. |
| اختيار المواد | يجب أن يكون لمعدن الحشو نقطة انصهار أقل وأن يكون متوافقًا مع المعادن الأساسية. | يضمن الترطيب الصحيح ورابطة معدنية مستمرة وخالية من الفراغات. |
| إعداد السطح | الإزالة الكاملة للزيوت والشحوم والأوساخ والأغشية الأكسيدية. | ضروري لترطيب معدن الحشو وانتشاره بالتساوي. التلوث يسبب التكتل والفشل. |
| التحكم في العملية الحرارية | التحكم الدقيق في معدل التسخين، ووقت الانتظار، ومعدل التبريد. | يمنع تشوه الأجزاء، وتلف المعدن الأساسي، والوصلات الهشة الناتجة عن الإجهاد المتبقي. |
صمم تجميعات معدنية أقوى وأكثر موثوقية مع KINTEK.
سواء كانت أولويتك هي أقصى قوة للوصلة، أو اتساق الإنتاج بكميات كبيرة، أو استكشاف الأخطاء وإصلاحها في الأعطال الموجودة، فإن المعدات والمواد الاستهلاكية الصحيحة أمر بالغ الأهمية. تتخصص KINTEK في معدات ومواد استهلاكية المختبرات للمعالجة الحرارية الدقيقة وتطبيقات ربط المواد.
يمكن لخبرتنا أن تساعدك على تحسين العوامل الأربعة الرئيسية للحصول على لحام نحاس مثالي:
- تحكم حراري دقيق: حقق ملفات التسخين والتبريد الدقيقة التي تتطلبها موادك المحددة.
- توافق فائق للمواد: احصل على معادن الحشو والتدفقات المناسبة لموادك الأساسية.
- موثوقية العملية: ضمان نتائج قابلة للتكرار دفعة بعد دفعة.
دعنا نقوي عمليتك. اتصل بخبرائنا اليوم لمناقشة تحديات وأهداف اللحام بالنحاس لديك!
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
