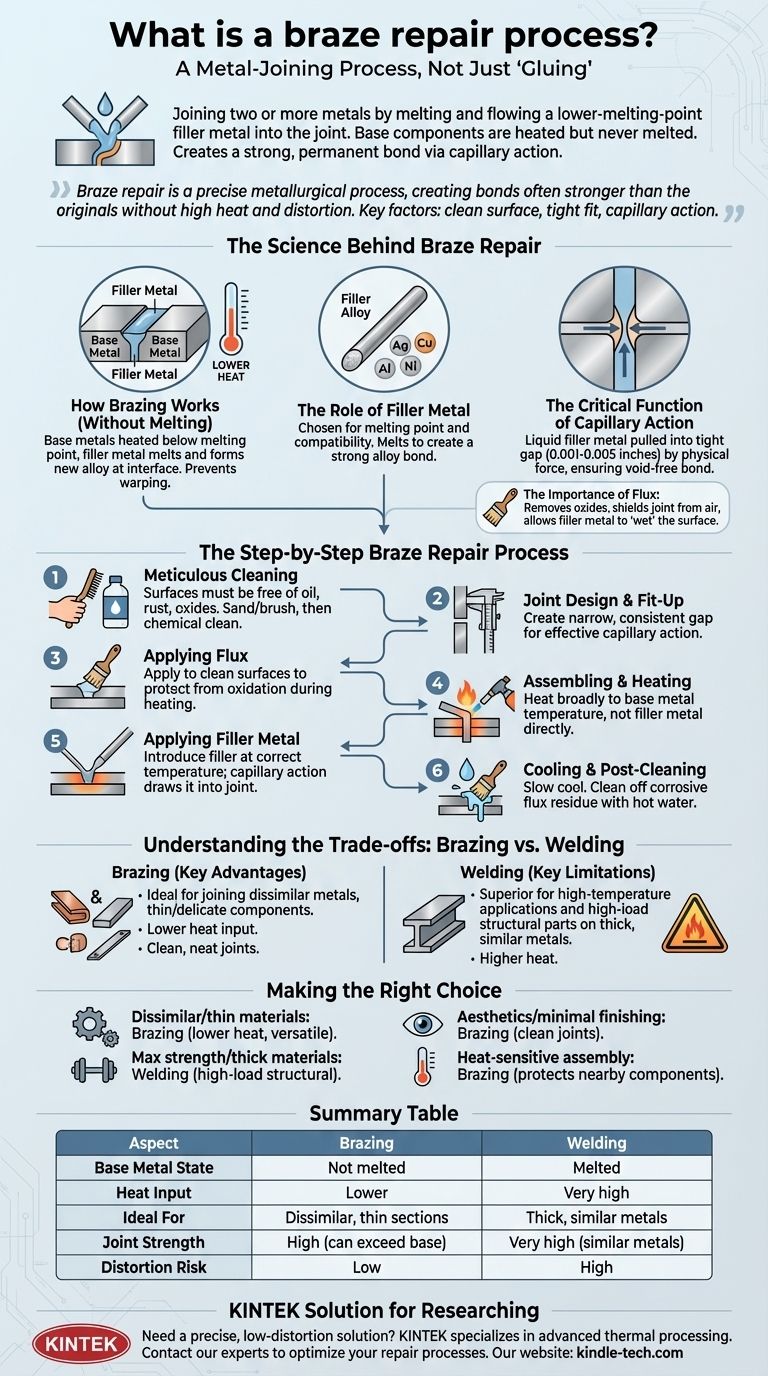
باختصار، إصلاح اللحام بالنحاس (braze repair) هو عملية ربط المعادن حيث يتم تجميع قطعتين معدنيتين أو أكثر عن طريق صهر وتدفق معدن حشو في المفصل. والأهم من ذلك، أن معدن الحشو له نقطة انصهار أقل من المعدن المجاور، مما يعني تسخين المكونات الأساسية ولكن دون صهرها أبدًا. تخلق هذه العملية رابطة قوية ودائمة وغالبًا ما تكون سلسة من خلال مبدأ علم المعادن يسمى الفعل الشعري.
إصلاح اللحام بالنحاس ليس مجرد "لصق" للمعادن معًا. إنها عملية علم معادن دقيقة تخلق رابطة يمكن أن تكون قوية مثل المعادن الأصلية، أو حتى أقوى منها، كل ذلك دون الحرارة العالية والتشوه المرتبط باللحام (Welding). يكمن السر في السطح النظيف، والملاءمة المحكمة، وقوة الفعل الشعري.

العلم وراء إصلاح اللحام بالنحاس
لفهم إصلاح اللحام بالنحاس حقًا، يجب أن تنظر إلى ما وراء الشعلة وقضيب الحشو. تعتمد العملية على عدد قليل من المبادئ العلمية الأساسية التي تعمل بتناغم لتشكيل رابطة متينة.
كيف يعمل اللحام بالنحاس (دون صهر)
الفرق الأساسي بين اللحام بالنحاس واللحام (Welding) هو حالة المعدن الأساسي (الأجزاء التي يتم إصلاحها). في اللحام بالنحاس، يتم تسخين المعادن الأساسية إلى درجة حرارة عالية بما يكفي لصهر معدن الحشو، ولكن دائمًا ما تكون أقل من نقطة انصهاره. هذا الإدخال الحراري المنخفض أمر بالغ الأهمية، لأنه يمنع الالتواء والتشوه والتغيرات في الخصائص المتأصلة للمعدن الأساسي.
دور معدن الحشو
معدن الحشو، غالبًا ما يكون سبيكة من الفضة أو النحاس أو الألومنيوم أو النيكل، هو بطل العملية. يتم اختياره بناءً على درجة حرارة انصهاره وتوافقه مع المعادن الأساسية. عندما ينصهر، يتفاعل مع سطح المعدن الأساسي الساخن لتكوين سبيكة جديدة وقوية عند الواجهة.
الوظيفة الحاسمة للفعل الشعري
يستمد اللحام بالنحاس قوته الاستثنائية من الفعل الشعري (capillary action). هذه هي القوة الفيزيائية التي تسحب السائل إلى مساحة ضيقة جدًا. لكي ينجح إصلاح اللحام بالنحاس، يجب أن يحتوي المفصل على فجوة ضيقة وموحدة جدًا (عادة 0.001 إلى 0.005 بوصة). عندما يتم إدخال معدن الحشو المنصهر، تسحبه هذه القوة الشعرية إلى عمق المفصل بأكمله، مما يضمن تغطية كاملة ورابطة خالية من الفراغات.
أهمية التدفق (Flux)
السطح المعدني، حتى لو بدا نظيفًا، مغطى بطبقة من الأكسيد تمنع معدن الحشو من الالتصاق. التدفق (Flux) هو عامل تنظيف كيميائي يتم تطبيقه قبل التسخين. عندما يسخن، فإنه يزيل هذه الأكاسيد ويحمي المفصل من الهواء، مما يسمح لمعدن الحشو المنصهر بـ "ترطيب" السطح والتدفق بشكل صحيح.
عملية إصلاح اللحام بالنحاس خطوة بخطوة
إن إصلاح اللحام بالنحاس الناجح يتعلق بالتنفيذ المنهجي أكثر من القوة الغاشمة. كل خطوة حاسمة للنتيجة النهائية.
الخطوة 1: التنظيف الدقيق
هذه هي الخطوة الأكثر أهمية. يجب أن تكون أسطح المفصل خالية تمامًا من الزيت والشحوم والصدأ والأكاسيد. يتم تحقيق ذلك من خلال طرق ميكانيكية مثل الصنفرة أو التنظيف بفرشاة سلكية، متبوعًا بالتنظيف الكيميائي باستخدام مذيب.
الخطوة 2: تصميم المفصل والملاءمة
يجب ترتيب الأجزاء لإنشاء فجوة ضيقة ومتسقة. تعتمد قوة المفصل النهائي بشكل مباشر على الحفاظ على الخلوص الصحيح لكي يعمل الفعل الشعري بفعالية.
الخطوة 3: تطبيق التدفق
يتم تطبيق التدفق على أسطح المفصل النظيفة لكلا الجزأين قبل التجميع. هذا يضمن حماية منطقة الربط بأكملها من الأكسدة أثناء التسخين.
الخطوة 4: تجميع المفصل وتسخينه
يتم تجميع الأجزاء وتثبيتها في مكانها. ثم يتم تسخين التجميع بأكمله بشكل واسع وموحد باستخدام شعلة. الهدف هو رفع المعادن الأساسية إلى درجة حرارة انصهار معدن الحشو، وليس تسخين معدن الحشو مباشرة.
الخطوة 5: تطبيق معدن الحشو
بمجرد وصول التجميع إلى درجة الحرارة الصحيحة (غالبًا ما يشار إليها بتغير لون التدفق إلى سائل وشفاف)، يتم لمس قضيب الحشو بحافة المفصل. ستقوم الحرارة من المعادن الأساسية بصهر القضيب على الفور، وسيسحب الفعل الشعري المعدن السائل إلى المفصل وفي جميع أنحائه.
الخطوة 6: التبريد والتنظيف اللاحق
يُسمح للتجميع بالتبريد ببطء وبشكل طبيعي لمنع الإجهاد الحراري. بمجرد أن يبرد، يجب تنظيف أي بقايا تدفق متبقية، والتي غالبًا ما تكون مسببة للتآكل، بالكامل بالماء الساخن والفرشاة.
فهم المفاضلات: اللحام بالنحاس مقابل اللحام (Welding)
اللحام بالنحاس أداة قوية، ولكنه ليس حلاً شاملاً. معرفة متى يتم استخدامه مقابل اللحام أمر أساسي للإصلاح الناجح.
متى تختار اللحام بالنحاس: المزايا الرئيسية
يتفوق اللحام بالنحاس حيث يفشل اللحام (Welding). ميزته الأساسية هي القدرة على ربط المعادن غير المتشابهة، مثل النحاس بالصلب أو الكربيد بالصلب. كما أن انخفاض مدخلات الحرارة يجعله مثاليًا للمكونات الرقيقة أو الحساسة التي سيتم تدميرها باللحام، وينتج عنه مفصل نظيف وأنيق لا يتطلب تشطيبًا في كثير من الأحيان.
متى قد يكون اللحام (Welding) أفضل: القيود الرئيسية
القيد الأساسي لمفصل اللحام بالنحاس هو درجة حرارة الخدمة، التي يحكمها نقطة انصهار سبيكة الحشو. للتطبيقات ذات درجات الحرارة العالية، اللحام (Welding) متفوق. علاوة على ذلك، في حين أن المفصل الملحوم بالنحاس المصمم جيدًا قوي بشكل لا يصدق، فإن اللحام المنفذ بشكل صحيح على معادن سميكة ومتشابهة سيكون له عمومًا قوة شد وقص أعلى للأجزاء الهيكلية التي تتحمل أحمالًا قصوى.
اتخاذ الخيار الصحيح لإصلاحك
يجب أن يكون اختيارك بين اللحام بالنحاس، أو اللحام (Welding)، أو طريقة أخرى مدفوعًا بالمتطلبات المحددة للمكون وتطبيقه.
- إذا كان تركيزك الأساسي هو ربط المعادن غير المتشابهة أو المواد الرقيقة: غالبًا ما يكون اللحام بالنحاس هو الخيار الأفضل بسبب انخفاض مدخلات الحرارة وتعدد استخدامات المواد.
- إذا كان تركيزك الأساسي هو أقصى قوة على المعادن السميكة والمتشابهة: سيقدم اللحام المنفذ بشكل صحيح عادةً مفصلاً أقوى للتطبيقات الهيكلية عالية التحميل.
- إذا كان تركيزك الأساسي هو الجماليات والتشطيب الأدنى: ينتج اللحام بالنحاس مفاصل نظيفة وأنيقة تتطلب القليل من التجليخ أو التلميع أو لا تتطلب ذلك على الإطلاق.
- إذا كان تركيزك الأساسي هو إصلاح مجموعة حساسة للحرارة: تحمي الحرارة المنخفضة للحام بالنحاس المكونات القريبة وتحافظ على الخصائص الأصلية للمعدن الأساسي.
من خلال فهم مبادئ إصلاح اللحام بالنحاس، يمكنك اختيار الحل الأكثر فعالية وديمومة لتحدي إصلاح المعادن المحدد الخاص بك بثقة.
جدول ملخص:
| الجانب | اللحام بالنحاس (Brazing) | اللحام (Welding) |
|---|---|---|
| حالة المعدن الأساسي | غير منصهر | منصهر |
| مدخلات الحرارة | أقل | عالية جدًا |
| مثالي لـ | المعادن غير المتشابهة، المقاطع الرقيقة | المعادن السميكة والمتشابهة |
| قوة المفصل | عالية (يمكن أن تتجاوز المعدن الأساسي) | عالية جدًا (على المعادن المتشابهة) |
| خطر التشوه | منخفض | مرتفع |
هل تحتاج إلى حل دقيق ومنخفض التشوه لمكوناتك المعدنية؟
في KINTEK، نحن متخصصون في حلول المعالجة الحرارية المتقدمة للتطبيقات المخبرية والصناعية. سواء كنت تقوم بربط معادن غير متشابهة أو إصلاح أجزاء دقيقة، يمكن لخبرتنا في اللحام بالنحاس والمعالجة الحرارية أن تساعدك في تحقيق روابط قوية وموثوقة دون المساس بموادك الأساسية.
اتصل بخبرائنا اليوم لمناقشة كيف يمكن لمعداتنا المخبرية والمواد الاستهلاكية لدينا تحسين عمليات الإصلاح والربط الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
