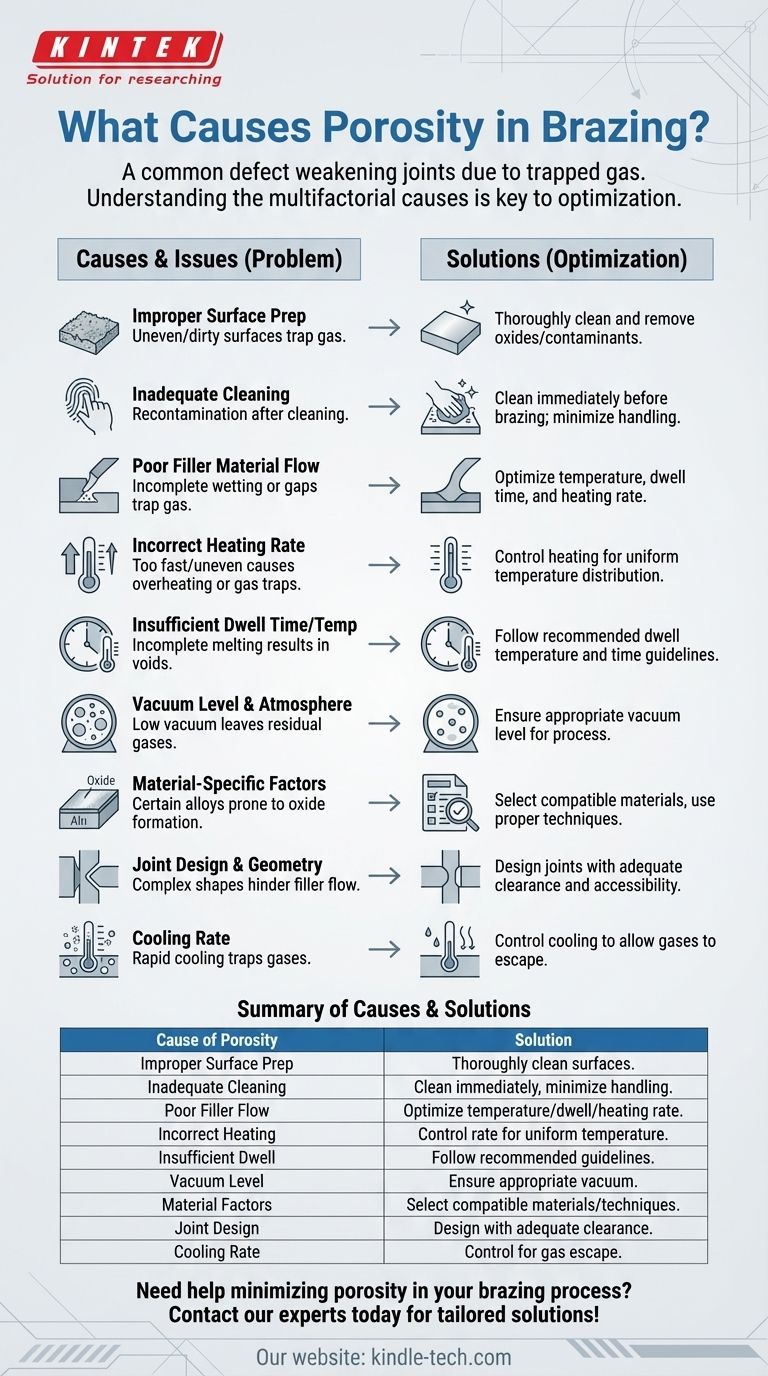
المسامية في اللحام بالنحاس هي عيب شائع يمكن أن يضعف المفصل بشكل كبير ويضر بسلامته. تحدث عندما ينحصر الغاز أو الهواء داخل المفصل الملحوم بالنحاس، مكونًا فراغات أو فقاعات. أسباب المسامية متعددة ويمكن أن تُعزى إلى عوامل مثل التحضير غير السليم للسطح، والتنظيف غير الكافي، وضعف تدفق المادة المالئة، ومعدلات التسخين غير الصحيحة، ووقت الانتظار أو درجة الحرارة غير الكافية. فهم هذه الأسباب ضروري لتحسين عملية اللحام بالنحاس وضمان مفاصل عالية الجودة ومتينة.

النقاط الرئيسية المشروحة:
-
التحضير غير السليم للسطح:
- تحضير السطح أمر بالغ الأهمية لتحقيق مفاصل لحام بالنحاس قوية. إذا لم تكن الأسطح المراد ربطها مسطحة، أو ناعمة، أو خالية من الملوثات، فقد يتعرقل الفعل الشعري وتدفق المادة المالئة. وهذا يمكن أن يؤدي إلى ترطيب غير كامل وتكوين فراغات.
- يمكن أن تمنع طبقات الأكسيد، أو الزيت، أو الشحوم، أو غيرها من المخلفات على السطح الترابط الصحيح، مما يحبس الغازات ويسبب المسامية.
- الحل: تأكد من التنظيف الشامل وتحضير السطح، بما في ذلك إزالة طبقات الأكسيد والملوثات، قبل اللحام بالنحاس.
-
التنظيف غير الكافي:
- تعتمد فعالية التنظيف على المادة، والظروف الجوية، والمعالجة. إذا لم يتم تنظيف المادة بشكل صحيح أو تعرضت للملوثات بعد التنظيف، يمكن أن تحدث المسامية.
- الحل: نظف المواد فورًا قبل اللحام بالنحاس وقلل من التعامل معها لمنع إعادة التلوث.
-
ضعف تدفق المادة المالئة:
- يجب أن تتدفق المادة المالئة بالتساوي والكامل في المفصل لتكوين رابطة قوية. إذا لم ترطب المادة المالئة الأسطح بشكل صحيح أو إذا كانت هناك فجوات في المفصل، يمكن أن ينحصر الغاز، مما يؤدي إلى المسامية.
- الحل: قم بتحسين معلمات اللحام بالنحاس، مثل درجة الحرارة، ووقت الانتظار، ومعدل التسخين، لضمان تدفق المادة المالئة بشكل صحيح.
-
معدل التسخين غير الصحيح:
- التسخين بسرعة كبيرة أو بشكل غير متساوٍ يمكن أن يسبب ارتفاع درجة الحرارة الموضعي أو التسخين غير الكافي، مما يؤدي إلى ذوبان غير كامل للمادة المالئة أو انحباس الغازات.
- الحل: تحكم في معدل التسخين لضمان توزيع موحد لدرجة الحرارة وذوبان صحيح للمادة المالئة.
-
وقت الانتظار أو درجة الحرارة غير الكافية:
- تعتبر درجة حرارة ووقت الانتظار حاسمين لتحقيق اللحام بالنحاس الكامل. إذا كانت درجة الحرارة منخفضة جدًا أو كان وقت الانتظار قصيرًا جدًا، فقد لا تذوب المادة المالئة بالكامل أو تتدفق، مما يؤدي إلى فراغات.
- الحل: اتبع إرشادات درجة حرارة ووقت الانتظار الموصى بها للمواد المحددة وسبائك الحشو المستخدمة.
-
مستوى الفراغ والجو:
- في اللحام بالنحاس تحت الفراغ، يجب أن يكون مستوى الفراغ كافيًا لإزالة الغازات من منطقة المفصل. إذا كان مستوى الفراغ منخفضًا جدًا، يمكن أن تسبب الغازات المتبقية المسامية.
- الحل: تأكد من أن مستوى الفراغ مناسب للمواد وعملية اللحام بالنحاس المستخدمة.
-
العوامل الخاصة بالمواد:
- يمكن أن يؤثر نوع المعدن الأساسي وسبائك الحشو على المسامية. على سبيل المثال، سبائك الألومنيوم عرضة لتكوين الأكسيد، والذي يمكن أن يحبس الغازات إذا لم يتم إزالته بشكل صحيح.
- الحل: اختر مواد متوافقة واستخدم تقنيات تنظيف ولحام بالنحاس مناسبة للسبائك المحددة.
-
تصميم وهندسة المفصل:
- يمكن أن يؤثر شكل وحجم الأجزاء المراد ربطها على تدفق المادة المالئة وانحباس الغاز. قد تزيد الأشكال الهندسية المعقدة أو الفجوات الضيقة من خطر المسامية.
- الحل: صمم المفاصل بمسافة خلوص كافية وإمكانية وصول لتدفق المادة المالئة.
-
معدل التبريد:
- يمكن أن يحبس التبريد السريع الغازات داخل المفصل، بينما يسمح التبريد البطيء للغازات بالهروب. يمكن أن تساهم معدلات التبريد غير الصحيحة في المسامية.
- الحل: تحكم في معدل التبريد للسماح للغازات بالهروب دون المساس بقوة المفصل.
من خلال معالجة هذه العوامل وتحسين عملية اللحام بالنحاس، يمكن تقليل المسامية، مما يؤدي إلى مفاصل أقوى وأكثر موثوقية.
جدول الملخص:
| سبب المسامية | الحل |
|---|---|
| التحضير غير السليم للسطح | نظف وحضر الأسطح جيدًا، مع إزالة الأكاسيد والملوثات. |
| التنظيف غير الكافي | نظف المواد فورًا قبل اللحام بالنحاس وقلل من التعامل معها. |
| ضعف تدفق المادة المالئة | حسّن معلمات اللحام بالنحاس (درجة الحرارة، وقت الانتظار، معدل التسخين). |
| معدل التسخين غير الصحيح | تحكم في معدل التسخين لتوزيع موحد لدرجة الحرارة. |
| وقت الانتظار/درجة الحرارة غير الكافية | اتبع إرشادات درجة حرارة ووقت الانتظار الموصى بها. |
| مستوى الفراغ والجو | تأكد من مستوى فراغ مناسب للمواد والعملية. |
| العوامل الخاصة بالمواد | اختر مواد متوافقة واستخدم تقنيات تنظيف/لحام بالنحاس مناسبة. |
| تصميم وهندسة المفصل | صمم المفاصل بمسافة خلوص كافية وإمكانية وصول لتدفق المادة المالئة. |
| معدل التبريد | تحكم في معدل التبريد للسماح للغازات بالهروب دون إضعاف المفصل. |
هل تحتاج إلى مساعدة في تقليل المسامية في عملية اللحام بالنحاس؟ اتصل بخبرائنا اليوم للحصول على حلول مخصصة!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
- فرن معالجة حرارية بالفراغ وفرن صهر بالحث المغناطيسي
يسأل الناس أيضًا
- ما هو أحد الأسباب التي تجعل اللحام بالنحاس (Brazing) مفضلاً على طرق الوصل الأخرى؟ وصل المواد المتباينة دون صهرها
- ما هو الفرن الفراغي (فراغ) المستخدم فيه؟ أطلق العنان للنقاء في المعالجة بدرجات الحرارة العالية
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هو أفضل استخدام للّحام بالنحاس؟ ربط المعادن غير المتشابهة والتجميعات المعقدة
- ما الفرق بين اللحام واللحام بالنحاس في الفراغ؟ اختر طريقة الربط الصحيحة لمشروعك



















