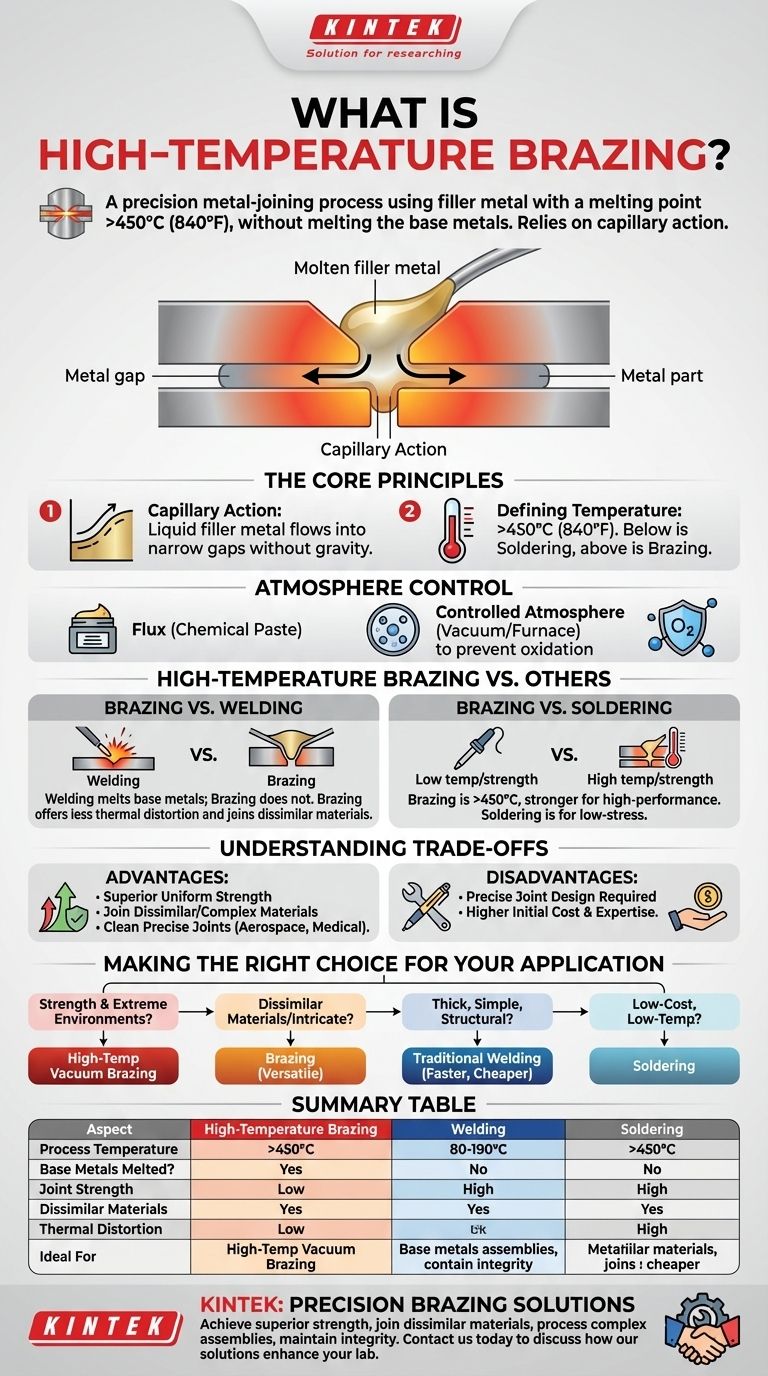
في جوهره، اللحام بالنحاس بدرجة حرارة عالية هو عملية ربط معدنية تستخدم معدن حشو بنقطة انصهار أعلى من 450 درجة مئوية (840 درجة فهرنهايت)، ولكن أقل من نقطة انصهار المعادن الأساسية التي يتم ربطها. تعمل العملية عن طريق تسخين التجميع بأكمله لإذابة معدن الحشو، والذي يتم سحبه بعد ذلك إلى الوصلة الضيقة بفعل الخاصية الشعرية. على عكس اللحام بالصهر، لا يتم صهر المعادن الأساسية أبدًا.
الرؤية الحاسمة هي أن اللحام بالنحاس بدرجة حرارة عالية ليس مجرد حرارة؛ إنه طريقة دقيقة التحكم لإنشاء وصلات قوية ونظيفة وخالية من الإجهاد بشكل استثنائي، خاصة في التجمعات المعقدة أو بين المواد المختلفة حيث يفشل اللحام بالصهر.

المبادئ الأساسية لعملية اللحام بالنحاس
لفهم اللحام بالنحاس بدرجة حرارة عالية، من الضروري أولاً فهم الآليات الأساسية التي تنطبق على جميع عمليات اللحام بالنحاس.
كيف يعمل اللحام بالنحاس أساسًا
يعتمد اللحام بالنحاس على ظاهرة تسمى الخاصية الشعرية. وهي قدرة السائل على التدفق في المساحات الضيقة دون مساعدة من قوى خارجية، أو حتى في معارضتها، مثل الجاذبية.
يتم تصميم الأجزاء المراد ربطها بفجوة صغيرة جدًا وموحدة بينها. عندما يذوب معدن الحشو، يتم سحبه بشكل طبيعي إلى هذه الفجوة، مما يملأ الوصلة بالكامل ويشكل رابطة معدنية قوية عند التبريد.
عتبة درجة الحرارة المحددة
المعيار الدولي المقبول الذي يفصل بين اللحام بالنحاس واللحام بالقصدير هو درجة حرارة 450 درجة مئوية (840 درجة فهرنهايت).
إذا ذاب معدن الحشو أقل من هذه النقطة، تسمى العملية اللحام بالقصدير. إذا ذاب أعلى من هذه النقطة، تسمى اللحام بالنحاس.
الدور الحاسم للتحكم في الغلاف الجوي
في درجات الحرارة العالية، تتفاعل المعادن بسرعة مع الأكسجين، مكونة أكاسيد تمنع معدن الحشو من ترطيب الأسطح والتدفق إلى الوصلة.
لضمان رابطة نظيفة وقوية، يجب منع هذه الأكاسيد أو إزالتها. يتم تحقيق ذلك بإحدى طريقتين:
- المساعد (الفلاكس): معجون كيميائي يوضع على الوصلة يذوب، ويحمي السطح من الهواء، ويذيب الأكاسيد. هذا شائع في اللحام بالنحاس بالشعلة.
- الغلاف الجوي المتحكم به: يتم تسخين التجميع بأكمله في فرن حيث يتم التحكم في الغلاف الجوي، وعادة ما يكون فراغًا أو غازًا محددًا مثل الهيدروجين. هذا هو المعيار للحام بالنحاس عالي الأداء ودرجة الحرارة العالية.
اللحام بالنحاس بدرجة حرارة عالية مقابل طرق الربط الأخرى
يتطلب اختيار طريقة الربط الصحيحة فهم أين يتفوق اللحام بالنحاس بدرجة حرارة عالية مقارنة ببدائله.
اللحام بالنحاس مقابل اللحام بالصهر
الفرق الأكثر أهمية هو أن اللحام بالصهر يذيب المعادن الأساسية لدمجها معًا. اللحام بالنحاس لا يفعل ذلك.
يمنح هذا التمييز اللحام بالنحاس العديد من المزايا الرئيسية: فهو ينتج تشوهًا حراريًا أقل، ويحافظ على الخصائص المعدنية الأصلية للمعادن الأساسية، ويجعل من الممكن ربط المواد المختلفة (مثل النحاس بالصلب) التي يستحيل لحامها بالصهر معًا.
اللحام بالنحاس مقابل اللحام بالقصدير
الفرق الأساسي هو درجة الحرارة والقوة. وصلات اللحام بالنحاس، التي يتم إنشاؤها فوق 450 درجة مئوية، أقوى بكثير ويمكن أن تعمل في درجات حرارة خدمة أعلى بكثير من وصلات اللحام بالقصدير.
يستخدم اللحام بالقصدير عادة لتطبيقات الإجهاد المنخفض مثل الإلكترونيات والسباكة، بينما يستخدم اللحام بالنحاس للمكونات الهيكلية عالية الأداء.
فهم المفاضلات
اللحام بالنحاس بدرجة حرارة عالية هو تقنية قوية، لكنها ليست الحل لكل مشكلة. فهم مزاياها وقيودها هو المفتاح لاستخدامها بفعالية.
ميزة: قوة فائقة وموحدة
نظرًا لأن معدن الحشو يتم سحبه عبر الوصلة بأكملها عن طريق الخاصية الشعرية، فإنه يخلق مساحة سطح ربط كبيرة جدًا. وينتج عن ذلك وصلات غالبًا ما تكون قوية مثل المعادن الأساسية نفسها، أو حتى أقوى منها.
ميزة: ربط المواد المعقدة والمختلفة
اللحام بالنحاس هو إحدى الطرق القليلة التي يمكنها ربط المواد ذات الخصائص المختلفة بشكل موثوق، مثل المعادن بالسيراميك. علاوة على ذلك، يمكن لحام تجميع معقد بعشرات الوصلات في وقت واحد في دورة فرن واحدة، وهو أمر مستحيل مع اللحام بالصهر.
ميزة: وصلات نظيفة ودقيقة
ينتج اللحام بالنحاس في الفرن بدرجة حرارة عالية، خاصة في الفراغ، أجزاء نظيفة للغاية ذات حواف دقيقة لا تتطلب غالبًا أي معالجة لاحقة أو تنظيف. هذا أمر بالغ الأهمية للتطبيقات في صناعات الطيران والطب وأشباه الموصلات.
عيب: يتطلب تصميمًا دقيقًا للوصلة
تعمل الخاصية الشعرية فقط إذا كانت الفجوة بين الأجزاء صغيرة ومتسقة (عادة 0.001 بوصة إلى 0.005 بوصة). وهذا يتطلب مستوى أعلى من الدقة في تصنيع المكونات مقارنة بما قد يكون مطلوبًا للحام بالصهر.
عيب: تكلفة أولية وخبرة أعلى
تمثل معادن الحشو المتخصصة (التي تحتوي غالبًا على النيكل أو الفضة أو الذهب) والمعدات (مثل أفران التفريغ) استثمارًا كبيرًا. تتطلب العملية أيضًا مستوى أعلى من الخبرة الفنية لتصميمها وتنفيذها بشكل صحيح.
اتخاذ القرار الصحيح لتطبيقك
يعتمد اختيار طريقة الربط الصحيحة بالكامل على المتطلبات المحددة لمكونك وبيئة التشغيل الخاصة به.
- إذا كان تركيزك الأساسي هو القوة والموثوقية في البيئات القاسية (مثل توربينات المحركات النفاثة، الغرسات الطبية): غالبًا ما يكون اللحام بالنحاس في فرن التفريغ بدرجة حرارة عالية هو الخيار الأفضل أو الوحيد الممكن.
- إذا كان تركيزك الأساسي هو ربط المواد المختلفة أو التجمعات المعقدة: يوفر اللحام بالنحاس مستوى من التنوع لا يمكن أن يضاهيه اللحام بالصهر.
- إذا كان تركيزك الأساسي هو ربط أقسام سميكة وبسيطة من معدن شائع لأغراض هيكلية: اللحام بالصهر دائمًا ما يكون أسرع وأرخص وأكثر من كافٍ.
- إذا كان تركيزك الأساسي هو تجميع منخفض التكلفة ومنخفض الحرارة حيث لا تكون القوة العالية حاسمة: اللحام بالقصدير هو العملية الأكثر ملاءمة واقتصادية.
في النهاية، اللحام بالنحاس بدرجة حرارة عالية هو أداة متخصصة لحل تحديات هندسية معقدة تتطلب أعلى مستويات الأداء والدقة.
جدول الملخص:
| الجانب | اللحام بالنحاس بدرجة حرارة عالية | اللحام بالصهر | اللحام بالقصدير |
|---|---|---|---|
| درجة حرارة العملية | فوق 450 درجة مئوية (840 درجة فهرنهايت) | يذيب المعادن الأساسية | أقل من 450 درجة مئوية (840 درجة فهرنهايت) |
| هل تذوب المعادن الأساسية؟ | لا | نعم | لا |
| قوة الوصلة | عالية جدًا، غالبًا أقوى من المعادن الأساسية | عالية | متوسطة إلى منخفضة |
| المواد المختلفة | قدرة ممتازة | محدودة | جيدة |
| التشوه الحراري | ضئيل | كبير | ضئيل |
| مثالي لـ | الطيران، الطب، التجمعات المعقدة | هيكلي، مقاطع سميكة | الإلكترونيات، السباكة |
هل أنت مستعد لحل تحديات ربط المعادن المعقدة لديك باللحام بالنحاس الدقيق؟
في KINTEK، نحن متخصصون في معدات المختبرات عالية الأداء والمواد الاستهلاكية لعمليات ربط المعادن المتقدمة. يمكن لخبرتنا في حلول اللحام بالنحاس بدرجة حرارة عالية أن تساعدك على:
- تحقيق قوة وصلة فائقة للتطبيقات الصعبة
- ربط المواد المختلفة بدقة وموثوقية
- معالجة التجمعات المعقدة بكفاءة في أجواء متحكم بها
- الحفاظ على سلامة المواد بأقل تشوه حراري
سواء كنت تعمل في مجال الطيران، أو تصنيع الأجهزة الطبية، أو أبحاث المواد المتقدمة، يمكن لفريقنا توفير المعدات والدعم الفني الذي تحتاجه للحصول على نتائج لحام بالنحاس خالية من العيوب.
اتصل بنا اليوم لمناقشة كيف يمكن لحلول اللحام بالنحاس لدينا تعزيز قدرات مختبرك وتقديم الدقة التي تتطلبها مشاريعك.
دليل مرئي
المنتجات ذات الصلة
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
- آلة الضغط الهيدروليكي اليدوية ذات درجة الحرارة العالية مع ألواح تسخين للمختبر
- آلة الضغط الهيدروليكي الأوتوماتيكية ذات درجة الحرارة العالية مع ألواح مسخنة للمختبر
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
يسأل الناس أيضًا
- ما هي فوائد فرن الجرافيت؟ تحقيق معالجة سريعة وموحدة بدرجات حرارة عالية
- ما هي درجة حرارة فرن الجرافيت؟ تحقيق حرارة قصوى تصل إلى 3000 درجة مئوية
- ما هي عيوب فرن الجرافيت؟ القيود الرئيسية وتكاليف التشغيل
- ما هي مزايا وعيوب فرن الجرافيت؟ أطلق العنان لأداء الحرارة القصوى
- ما هي وظيفة فرن الجرافيت؟ تحقيق حرارة قصوى للتحليل ومعالجة المواد



















