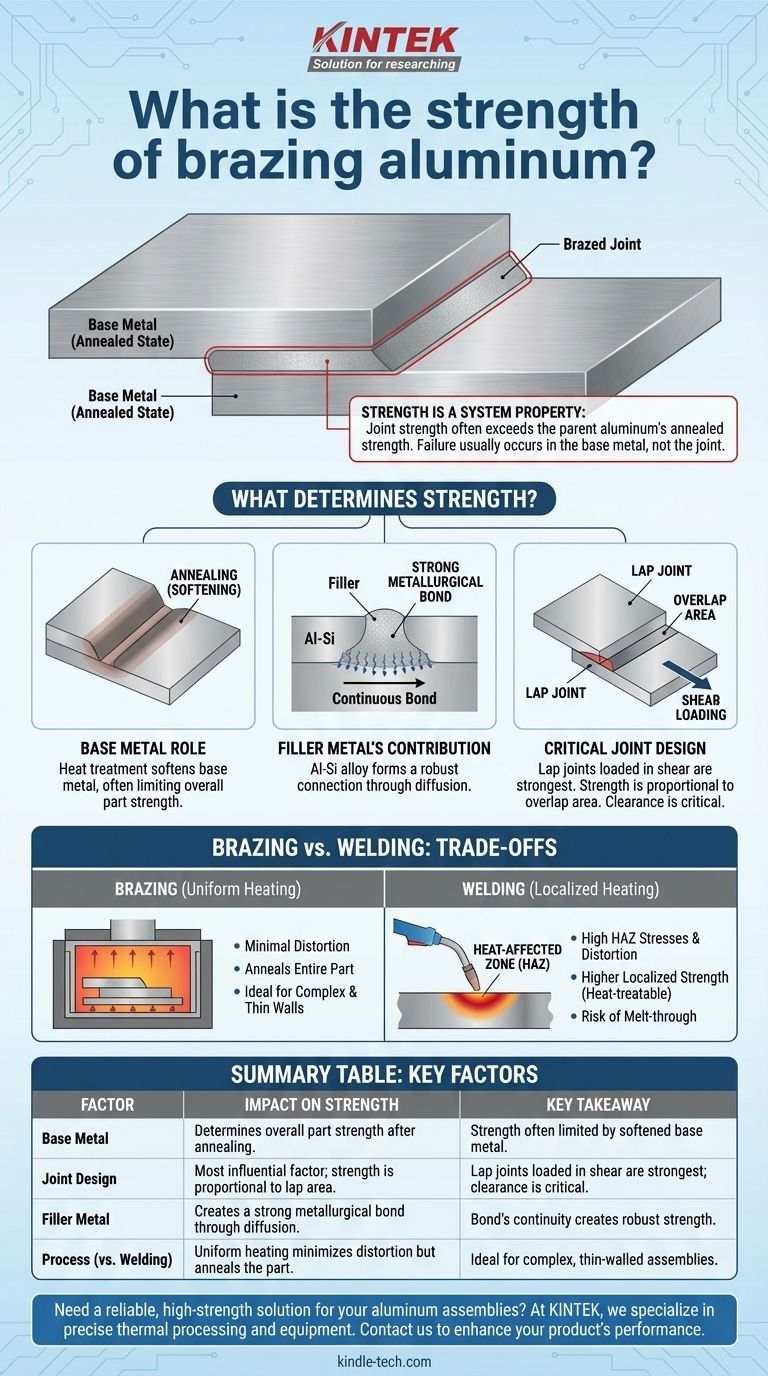
قوة وصلة الألمنيوم الملحومة بالنحاس ليست قيمة واحدة ثابتة. في الوصلة المصممة والمنفذة بشكل صحيح، يمكن أن تفي قوة القص أو تتجاوز قوة سبيكة الألمنيوم الأصلية في حالتها الملدنة (المخففة). هذا يعني أنه عند الاختبار حتى التلف، غالبًا ما يفشل المعدن الأساسي قبل أن تفشل الوصلة الملحومة بالنحاس نفسها.
المبدأ الأساسي الذي يجب فهمه هو أن قوة اللحام بالنحاس لا تأتي من معدن الحشو وحده، بل من مزيج من رابطة معدنية قوية وتصميم وصلة محسن. يتحول التركيز من القوة المتأصلة للحشو إلى قوة القص الموزعة عبر مساحة السطح الكبيرة لوصلة التراكب.
ما الذي يحدد قوة الوصلة الملحومة بالنحاس؟
القوة النهائية للتجميع الملحوم بالنحاس هي خاصية نظامية، تحددها تفاعل المعدن الأساسي، والحشو، والتصميم الفيزيائي للوصلة.
دور المعدن الأساسي
يحدث اللحام بالنحاس عند درجة حرارة أقل من نقطة انصهار معدن الألمنيوم الأساسي، ولكنها عالية بما يكفي لتلدينه، وهو معالجة حرارية تخفف المعدن. هذا هو العامل الأكثر أهمية للفهم.
غالبًا ما تكون قوة الجزء الكلي محدودة بـ قوة الألمنيوم الأساسي الملدن، وليس الوصلة الملحومة بالنحاس. حتى لو كانت الوصلة أقوى تقنيًا، فإن المكون سينحني أو ينكسر في المناطق المخففة المجاورة للوصلة.
مساهمة معدن الحشو
يستخدم اللحام بالنحاس للألمنيوم عادة سبيكة ألمنيوم-سيليكون (Al-Si) كمعدن حشو. يتميز هذا الحشو بنقطة انصهار أقل من المادة الأصلية.
بينما سبيكة الحشو نفسها ليست قوية مثل العديد من سبائك الألمنيوم عالية القوة، فإن الغرض منها هو ترطيب الأسطح وتشكيل رابطة معدنية قوية ومستمرة من خلال الانتشار. هذه الرابطة، عند انتشارها على مساحة كافية، تخلق اتصالًا قويًا بشكل لا يصدق.
الأهمية الحاسمة لتصميم الوصلة
هذا هو العامل الأكثر تأثيرًا الذي يمكنك التحكم فيه. تم تصميم الوصلات الملحومة بالنحاس لتكون أقوى عند تحميلها بـ القص. محاولة استخدامها في الشد النقي (وصلة تناكبية) هي ممارسة سيئة وستؤدي إلى نتيجة أضعف بكثير.
التصميم الأكثر شيوعًا وفعالية هو وصلة التراكب، حيث تتداخل سطحان. تتناسب قوة هذه الوصلة طرديًا مع مساحة السطح المتداخلة. يوفر التراكب الأطول وصلة أقوى.
تعد خلوص الوصلة، الفجوة بين الجزأين المتداخلين، أمرًا بالغ الأهمية أيضًا. تمنع الفجوة الصغيرة جدًا تدفق معدن الحشو، بينما يمكن أن تؤدي الفجوة الكبيرة جدًا إلى الفراغات وقوة أقل. تتراوح الخلوصات النموذجية بين 0.002 إلى 0.006 بوصة (0.05 إلى 0.15 ملم).
فهم المقايضات: اللحام بالنحاس مقابل اللحام
غالبًا ما يوازن المهندسون بين اللحام بالنحاس واللحام. يترتب على الاختيار آثار كبيرة على القوة والتصنيع.
القوة والمنطقة المتأثرة بالحرارة (HAZ)
يخلق اللحام منطقة متأثرة بالحرارة (HAZ) شديدة ومحلية، والتي يمكن أن تغير بشكل كبير خصائص المعدن الأساسي في تلك المنطقة الصغيرة. يمكن أن يؤدي ذلك إلى إجهادات متبقية عالية وتشوه.
يسخن اللحام بالنحاس، وخاصة اللحام بالفرن، التجميع بأكمله بشكل موحد. يؤدي هذا إلى الحد الأدنى من التشوه ولكنه يلدن الجزء بأكمله، مما قد يقلل من قوته الإجمالية مقارنة بحالته قبل اللحام بالنحاس. ومع ذلك، يمكن أن يكون هذا التوحيد ميزة كبيرة.
تعقيد التصميم وسمك المادة
يتفوق اللحام بالنحاس في ربط التجميعات المعقدة متعددة الوصلات أو المكونات ذات الجدران الرقيقة جدًا، مثل المبادلات الحرارية. يتيح التسخين اللطيف والموحد إنشاء هياكل معقدة ومحكمة التسرب والتي سيكون من المستحيل لحامها بشكل موثوق.
كما أنه يتفوق في ربط سمك الألمنيوم غير المتشابه، حيث أن خطر الذوبان عبر القسم الأرق أقل بكثير مما هو عليه في اللحام.
المعالجة اللاحقة والمعالجة الحرارية
بالنسبة لسبائك الألمنيوم القابلة للمعالجة الحرارية (مثل سلسلة 6xxx)، من الممكن إجراء معالجة حرارية بعد اللحام بالنحاس (المعالجة بالمحلول والتقادم) لاستعادة جزء كبير من القوة الأصلية للمعدن الأساسي. يضيف هذا تكلفة وتعقيدًا ولكنه يمكن أن يكون ضروريًا للتطبيقات عالية الأداء.
اتخاذ الخيار الصحيح لتطبيقك
لتحديد ما إذا كان اللحام بالنحاس قويًا بما يكفي، يجب عليك تقييم أهداف التصميم الخاصة بك.
- إذا كان تركيزك الأساسي هو أقصى قوة في وصلة بسيطة ومستقيمة: قد يؤدي لحام سبيكة قابلة للمعالجة الحرارية وإدارة المنطقة المتأثرة بالحرارة إلى قوة موضعية أعلى.
- إذا كان تركيزك الأساسي هو إنشاء تجميع معقد ومحكم التسرب (مثل المبرد أو الهيكل): اللحام بالنحاس هو الطريقة الأفضل، وتزداد قوته إلى أقصى حد من خلال تصميم وصلة التراكب المناسب.
- إذا كان تركيزك الأساسي هو ربط مواد رقيقة جدًا أو سمك غير متشابه: يوفر اللحام بالنحاس تحكمًا حراريًا أفضل وغالبًا ما يكون الخيار الأكثر موثوقية وسليمة من الناحية الهيكلية.
في النهاية، يعد التصميم لعملية الربط المحددة منذ البداية هو المفتاح لتحقيق تجميع ألمنيوم قوي وموثوق.
جدول الملخص:
| العامل | التأثير على القوة | الخلاصة الرئيسية |
|---|---|---|
| المعدن الأساسي | يحدد القوة الكلية للجزء بعد التلدين. | غالبًا ما تكون القوة محدودة بالمعدن الأساسي المخفف، وليس الوصلة. |
| تصميم الوصلة | العامل الأكثر تأثيرًا؛ تتناسب القوة طرديًا مع مساحة التراكب. | وصلات التراكب المحملة بالقص هي الأقوى؛ خلوص الوصلة أمر بالغ الأهمية. |
| معدن الحشو | يخلق رابطة معدنية قوية من خلال الانتشار. | استمرارية الرابطة على مساحة كبيرة تخلق قوة قوية. |
| العملية (مقابل اللحام) | التسخين الموحد يقلل التشوه ولكنه يلدن الجزء. | مثالي للتجميعات المعقدة ذات الجدران الرقيقة أو المحكمة التسرب مثل المبادلات الحرارية. |
هل تحتاج إلى حل موثوق وعالي القوة لتجميعات الألمنيوم الخاصة بك؟
يعد اللحام بالنحاس الطريقة الأفضل لإنشاء مكونات معقدة ومحكمة التسرب مثل المبادلات الحرارية والمشعات والهياكل. في KINTEK، نحن متخصصون في المعالجة الحرارية الدقيقة والمعدات اللازمة لتحقيق قوة وسلامة وصلة اللحام بالنحاس المثلى. تضمن خبرتنا أن يتمكن مختبرك أو منشأة الإنتاج لديك من ربط المواد الرقيقة أو غير المتشابهة بشكل موثوق.
اتصل بـ KINTEK اليوم لمناقشة كيف يمكن لحلول اللحام بالنحاس لدينا أن تعزز أداء وموثوقية منتجك.
دليل مرئي