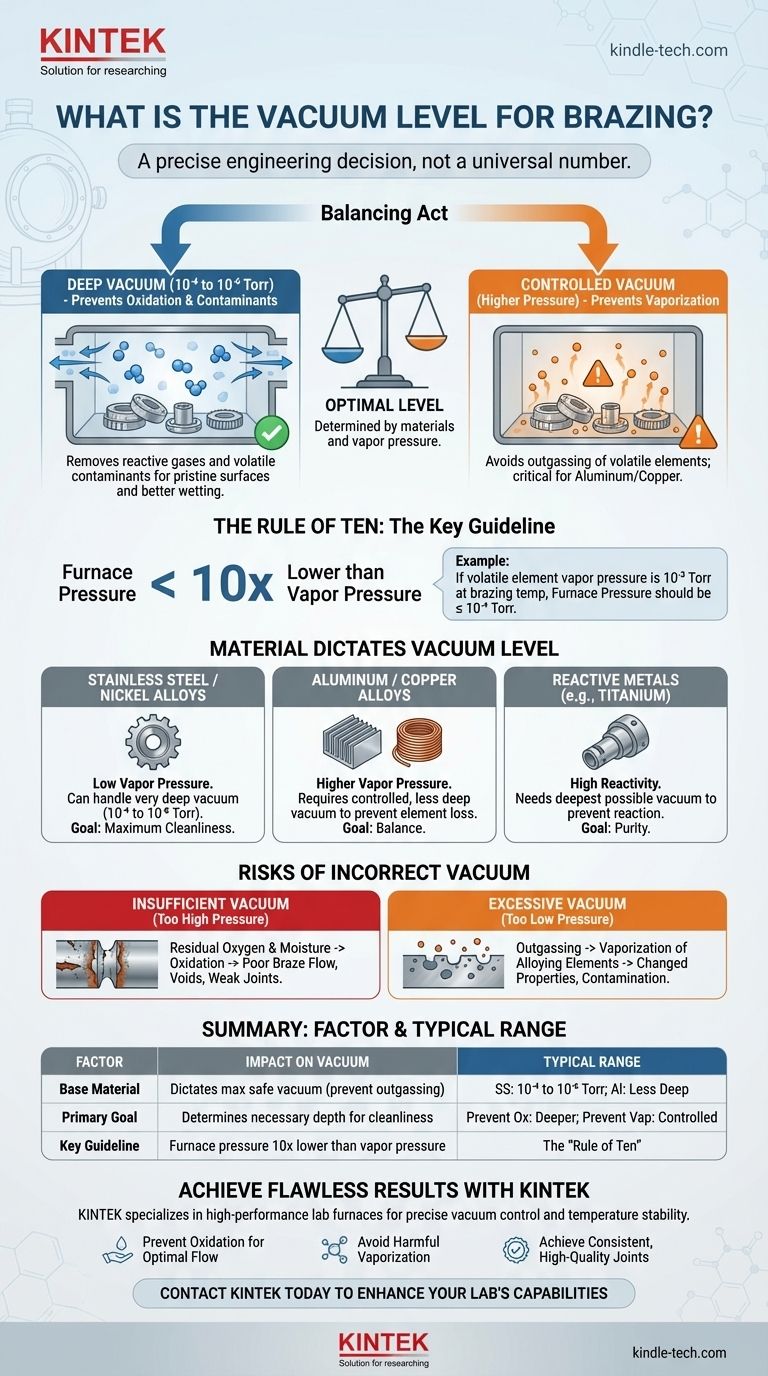
على الرغم من عدم وجود مستوى تفريغ عالمي واحد للحام بالنحاس، فإن المستوى المطلوب هو قرار هندسي دقيق تمليه المواد المحددة التي يتم ضمها. يتم إجراء اللحام بالنحاس في التفريغ العالي عادةً في نطاق يتراوح بين $10^{-3}$ و $10^{-6}$ تور، ولكن يتم تحديد المستوى الأمثل من خلال الحاجة إلى منع الأكسدة دون التسبب في تبخر ضار للمعادن نفسها.
مستوى التفريغ الصحيح ليس هدفًا ثابتًا؛ إنه متغير ديناميكي يتم تحديده من خلال ضغط البخار للمواد الأساسية وسبائك الحشو الخاصة بك. الهدف هو إنشاء تفريغ عميق بما يكفي لإزالة الغازات التفاعلية مثل الأكسجين، ولكن ليس عميقًا لدرجة أنه يسبب تبخر العناصر الأساسية من مكوناتك عند درجة حرارة اللحام بالنحاس.

الغرض الأساسي من التفريغ في اللحام بالنحاس
يعد فهم سبب استخدام التفريغ هو المفتاح لتحديد المستوى الصحيح. التفريغ ليس مجرد مساحة فارغة؛ إنه جزء نشط من العملية يتحكم في البيئة الكيميائية.
منع الأكسدة
الوظيفة الأساسية للتفريغ هي إزالة الأكسجين والغازات التفاعلية الأخرى من حجرة الفرن. عند درجات حرارة اللحام العالية، ستشكل حتى الكميات الضئيلة من الأكسجين أكاسيد بسرعة على أسطح المعادن.
تعمل طبقات الأكسيد هذه كحاجز، مما يمنع معدن الحشو المنصهر من "التبليل" والتدفق بشكل صحيح إلى المفصل، مما يؤدي إلى رابطة ضعيفة أو فاشلة.
إزالة الملوثات المتطايرة
يؤدي الجمع بين الحرارة والتفريغ إلى تنظيف الأجزاء في الموقع بفعالية. يساعد على تبخير وإزالة الملوثات السطحية مثل الزيوت المتبقية والرطوبة والغازات الممتصة.
هذا الإجراء التنظيفي حاسم لإنشاء سطح نقي جاهز لتكوين رابطة معدنية قوية ومستمرة مع سبيكة الحشو.
تعزيز تدفق اللحام بالنحاس (التبليل)
من خلال ضمان سطح نظيف وخالٍ من الأكسيد بشكل استثنائي، تسمح بيئة التفريغ لسبائك الحشو المنصهرة بالتدفق بحرية وبشكل متساوٍ في المفصل من خلال تأثير الشعيرات الدموية. يؤدي هذا إلى ملء كامل للمفصل وأقصى قدر من القوة.
كيفية تحديد مستوى التفريغ الصحيح
بدلاً من حفظ رقم واحد، يجب عليك تقييم المواد المعنية. يتم تنظيم العملية من خلال مبادئ الكيمياء والفيزياء، وتحديداً ضغط البخار.
الدور الحاسم لضغط البخار
لكل عنصر ضغط بخار، وهو ميله للتحول إلى غاز عند درجة حرارة معينة. تزداد هذه النزعة بشكل كبير مع درجة الحرارة وتنخفض مع الضغط المحيط (أي في التفريغ).
إذا كان التفريغ في فرنك عميقًا جدًا (الضغط منخفض جدًا)، فقد يتسبب ذلك في غليان أو "إطلاق غاز" العناصر الموجودة داخل معدنك الأساسي أو سبيكة الحشو عند درجة حرارة اللحام بالنحاس.
"قاعدة العشرة"
إحدى الإرشادات المقبولة على نطاق واسع هي أن ضغط الفرن يجب أن يكون أقل بمقدار طلب واحد (10 أضعاف) من ضغط البخار للعنصر الأكثر تطايرًا في تجميعك عند أقصى درجة حرارة للحام بالنحاس.
على سبيل المثال، إذا كان العنصر الموجود في سبيكتك له ضغط بخار يبلغ $10^{-3}$ تور عند درجة حرارة اللحام بالنحاس، فيجب أن يكون تفريغ الفرن الخاص بك $10^{-4}$ تور أو أعمق لمنعه من التبخر.
المادة تملي التفريغ
هذا هو السبب في أن المواد المختلفة تتطلب مستويات تفريغ مختلفة.
- الفولاذ المقاوم للصدأ وسبائك النيكل: تتمتع هذه المواد بضغوط بخار منخفضة جدًا، مما يسمح بتفريغ عميق جدًا ($10^{-4}$ إلى $10^{-6}$ تور) دون خطر.
- سبائك الألومنيوم أو النحاس: تحتوي هذه السبائك على عناصر ذات ضغوط بخار أعلى. يتطلب لحامها تحكمًا دقيقًا وغالبًا تفريغًا أقل عمقًا لمنع فقدان المعدن الأساسي أو عناصر السبائك.
فهم المفاضلات
قد يكون اختيار مستوى التفريغ الخاطئ ضارًا مثل عملية اللحام بالنحاس نفسها. يمثل كل من التفريغ غير الكافي والمفرط مخاطر كبيرة.
خطر التفريغ غير الكافي (الضغط العالي)
إذا لم يكن التفريغ عميقًا بما فيه الكفاية، فستبقى كميات متبقية من الأكسجين وبخار الماء في الحجرة. سيؤدي هذا إلى أكسدة الأجزاء أثناء تسخينها.
والنتيجة هي تدفق ضعيف للحام بالنحاس، وفراغات داخل المفصل، ومكون قد يبدو ملحومًا ولكنه يفتقر إلى السلامة الهيكلية المطلوبة. هذا هو وضع الفشل الأكثر شيوعًا المتعلق بمستويات التفريغ.
خطر التفريغ المفرط (الضغط المنخفض)
يمكن أن يكون التفريغ العميق جدًا بالنسبة للمواد المحددة مدمرًا. إنه يسبب "إطلاق الغاز"، حيث يتم سحب عناصر السبائك المتطايرة من المادة.
على سبيل المثال، يمكن أن يؤدي لحام سبيكة تحتوي على الكروم في تفريغ عميق جدًا إلى استنفاد الكروم من السطح، مما يقلل من مقاومته للتآكل. وبالمثل، فإن استخدام مواد حشو تحتوي على الزنك أو الكادميوم في تفريغ عالٍ سيؤدي إلى تبخر هذه العناصر، مما يغير خصائص الحشو ويلوث الفرن.
اتخاذ الخيار الصحيح لتطبيقك
يعد اختيار مستوى التفريغ الصحيح قرارًا تقنيًا يعتمد على موادك والنتيجة المرجوة. استشر مخططات ضغط البخار لسبائكك المحددة كمصدر نهائي للحقيقة.
- إذا كان تركيزك الأساسي هو لحام الفولاذ المقاوم للصدأ أو سبائك النيكل أو المعادن المقاومة: هدفك الرئيسي هو النظافة، لذا فإن التفريغ العالي في نطاق $10^{-4}$ إلى $10^{-6}$ تور يكون آمنًا وفعالًا بشكل عام.
- إذا كان تركيزك الأساسي هو لحام الألومنيوم أو السبائك التي تحتوي على عناصر متطايرة مثل النحاس: يجب عليك الموازنة بعناية بين النظافة ومنع إطلاق الغاز، وغالبًا ما يتطلب ذلك تفريغًا أقل عمقًا وتحكمًا دقيقًا في درجة الحرارة.
- إذا كان تركيزك الأساسي هو ضم السيراميك أو المعادن التفاعلية مثل التيتانيوم: غالبًا ما يكون التفريغ الأعمق الممكن مطلوبًا لمنع أي تفاعل مع الغازات المتبقية وضمان رابطة نقية وقوية.
في نهاية المطاف، يكمن إتقان اللحام بالنحاس في التفريغ في فهم أن مستوى التفريغ هو أداة دقيقة للتحكم في بيئة المادة، وليس مجرد رقم يجب الوصول إليه.
جدول ملخص:
| العامل | التأثير على مستوى التفريغ | النطاق النموذجي |
|---|---|---|
| المادة الأساسية | يحدد أقصى تفريغ آمن لمنع إطلاق الغاز | الفولاذ المقاوم للصدأ: $10^{-4}$ إلى $10^{-6}$ تور؛ الألومنيوم: أقل عمقًا |
| الهدف الأساسي | يحدد عمق التفريغ اللازم للنظافة | منع الأكسدة: تفريغ أعمق؛ منع التبخر: تفريغ متحكم فيه |
| الإرشاد الرئيسي | يجب أن يكون ضغط الفرن أقل بـ 10 أضعاف من ضغط البخار للعنصر الأكثر تطايرًا | "قاعدة العشرة" |
احصل على نتائج لحام مثالية مع KINTEK
يعد التنقل في التوازن الدقيق لمستويات التفريغ أمرًا بالغ الأهمية لنجاح اللحام بالنحاس. سواء كنت تعمل مع الفولاذ المقاوم للصدأ أو الألومنيوم أو المعادن التفاعلية، فإن المعدات والخبرة المناسبة تحدث فرقًا.
تتخصص KINTEK في أفران المختبرات عالية الأداء والمواد الاستهلاكية المصممة لتوفير التحكم الدقيق في التفريغ واستقرار درجة الحرارة التي تتطلبها عمليات اللحام بالنحاس لديك. تساعدك حلولنا على:
- منع الأكسدة: ضمان أسطح نظيفة وخالية من الأكسدة لتدفق لحام مثالي.
- تجنب التبخر الضار: حماية موادك من إطلاق الغاز وفقدان العناصر.
- تحقيق مفاصل متسقة وعالية الجودة: تعظيم قوة وسلامة تجميعاتك.
لا تدع عدم اليقين بشأن مستوى التفريغ يعرض نتائجك للخطر. دع خبرائنا يساعدونك في اختيار النظام المثالي للمواد ومتطلبات التطبيق المحددة لديك.
اتصل بـ KINTEK اليوم لمناقشة احتياجاتك في اللحام بالنحاس واكتشاف كيف يمكن لمعداتنا المتخصصة تعزيز إمكانيات مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تجفيف بالشفط للمختبرات عمودي بسعة 56 لترًا
- فرن تفحيم الخزف السني بالشفط
- آلة التثبيت البارد بالفراغ لتحضير العينات
- فرن تجفيف فراغي مخبري 23 لتر
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما






