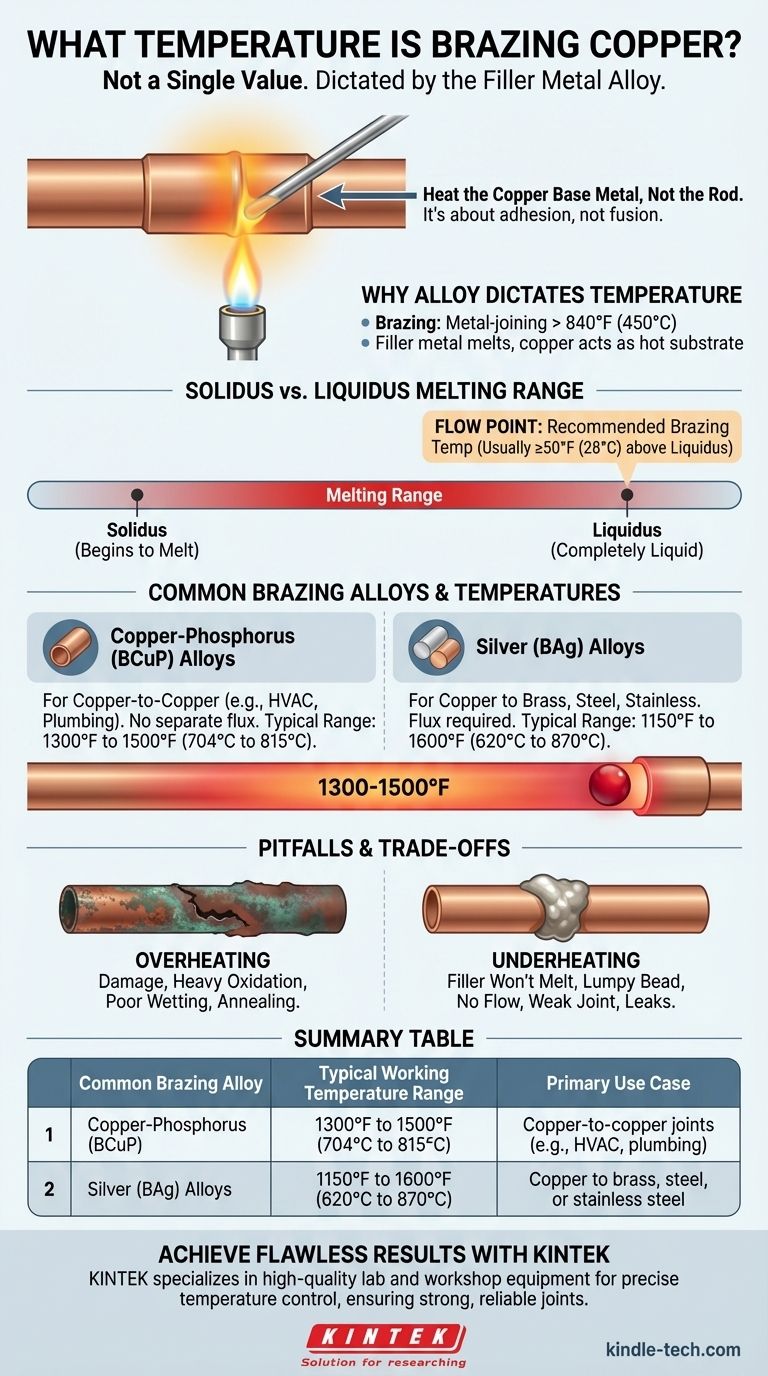
درجة حرارة لحام النحاس بالنحاس ليست قيمة واحدة؛ بل تتحدد بالكامل بواسطة سبيكة المعدن الحشو المحددة التي تستخدمها. تحدث عملية اللحام بالنحاس عند درجات حرارة أعلى من 840 درجة فهرنهايت (450 درجة مئوية)، ولكن درجة الحرارة المستهدفة الدقيقة تكون دائمًا نطاقًا أعلى قليلاً من نقطة الانصهار الكاملة (السيولة) لقضيب اللحام بالنحاس الذي اخترته.
المبدأ الأساسي بسيط: يجب تسخين النحاس بدرجة كافية لإذابة سبيكة اللحام بالنحاس، مما يسمح للسبيكة بالدخول إلى الوصلة. لذلك، تحدد السبيكة درجة الحرارة الصحيحة، وليس النحاس نفسه.

لماذا تحدد سبيكة الحشو درجة الحرارة
لتحقيق وصلة لحام بالنحاس قوية، يجب أن تفهم أن اللحام بالنحاس هو عملية التصاق، وليس انصهار. أنت لا تذيب النحاس؛ بل تستخدمه كركيزة ساخنة لإذابة معدن حشو يربط القطع معًا.
تعريف اللحام بالنحاس
اللحام بالنحاس هو عملية ربط معدنية يتم فيها تسخين معدن حشو فوق نقطة انصهاره وتوزيعه بين قطعتين أو أكثر متقاربتين بفعل الخاصية الشعرية. التمييز الرئيسي هو أن معدن الحشو لديه نقطة انصهار أقل من المعدن الأساسي (النحاس).
حسب تعريف الصناعة، يحدث اللحام بالنحاس عند درجات حرارة أعلى من 840 درجة فهرنهايت (450 درجة مئوية). أي عملية أقل من هذه الدرجة تعتبر تقنيًا لحامًا بالقصدير (Soldering).
نقطة التصلب مقابل نقطة السيولة: نطاق الانصهار
لا تنصهر سبائك اللحام بالنحاس عند نقطة واحدة. بل تنصهر على مدى نطاق حراري.
- نقطة التصلب (Solidus): درجة الحرارة التي تبدأ عندها السبيكة بالانصهار.
- نقطة السيولة (Liquidus): درجة الحرارة التي تصبح عندها السبيكة سائلة بالكامل.
للحصول على لحام بالنحاس ناجح، يجب تسخين المعدن الأساسي فوق درجة حرارة السيولة لسبيكة الحشو الخاصة بك.
قاعدة "نقطة التدفق" التقريبية
قاعدة حاسمة هي تسخين النحاس إلى "نقطة تدفق" السبيكة، وهي درجة حرارة اللحام بالنحاس الموصى بها. عادة ما تكون هذه الدرجة أعلى بـ 50 درجة فهرنهايت (28 درجة مئوية) على الأقل من درجة حرارة السيولة للسبيكة.
تضمن هذه الحرارة الإضافية بقاء السبيكة سائلة بالكامل أثناء تدفقها إلى الوصلة، مما يخلق رابطة كاملة وقوية وخالية من التسرب. يمكنك دائمًا العثور على نطاق درجة الحرارة الموصى به هذا في ورقة البيانات الفنية (TDS) الخاصة بالشركة المصنعة لقضيب اللحام بالنحاس المحدد.
سبائك اللحام بالنحاس الشائعة ودرجات حرارتها
بينما يجب عليك دائمًا التحقق من ورقة بيانات السبيكة الخاصة بك، فإن معظم عمليات لحام النحاس بالنحاس تندرج تحت فئتين شائعتين.
سبائك النحاس والفوسفور (BCuP)
هذه هي السبائك الأكثر شيوعًا لربط النحاس بالنحاس، خاصة في أنظمة التدفئة والتهوية وتكييف الهواء (HVAC) والسباكة. يعمل الفوسفور كعامل صهر، لذلك لا يلزم وجود صهارة منفصلة لوصلات النحاس بالنحاس.
يتراوح نطاق درجة حرارة العمل النموذجي لها بين 1300 درجة فهرنهايت إلى 1500 درجة فهرنهايت (704 درجة مئوية إلى 815 درجة مئوية).
سبائك الفضة (BAg)
غالبًا ما تسمى "لحام الفضة" (على الرغم من أنها تقنيًا سبيكة لحام بالنحاس)، تحتوي هذه السبائك على الفضة وتستخدم للوصلات ذات القوة العالية أو لربط النحاس بمعادن أخرى مثل النحاس الأصفر أو الفولاذ أو الفولاذ المقاوم للصدأ. يتطلب وجود صهارة منفصلة دائمًا تقريبًا.
تختلف درجات حرارة عملها بشكل كبير بناءً على محتوى الفضة ولكنها غالبًا ما تكون في نطاق 1150 درجة فهرنهايت إلى 1600 درجة فهرنهايت (620 درجة مئوية إلى 870 درجة مئوية).
فهم المفاضلات والمخاطر
تحقيق درجة الحرارة الصحيحة هو عملية توازن. فكلا الحرارة الزائدة والقليلة جدًا ستعرض سلامة الوصلة للخطر.
خطر السخونة الزائدة
إذا قمت بتطبيق حرارة زائدة، يمكنك إتلاف النحاس. سيتأكسد السطح بشدة، مما قد يمنع سبيكة الحشو من التبلل والالتصاق بشكل صحيح.
يمكن أن يؤدي التسخين الزائد الشديد أيضًا إلى تلدين النحاس، مما يجعله لينًا وضعيفًا، أو في أسوأ الحالات، قد يذيب أنبوب النحاس نفسه.
مشكلة عدم كفاية التسخين
عدم كفاية الحرارة هو السبب الأكثر شيوعًا لفشل وصلات اللحام بالنحاس. إذا لم يكن النحاس ساخنًا بدرجة كافية، فلن تذوب سبيكة الحشو وتتدفق بشكل صحيح عن طريق الخاصية الشعرية.
ينتج عن ذلك حبة سميكة ومتكتلة تبقى على سطح الوصلة بدلاً من أن تُسحب إلى الداخل. لن يكون للوصلة أي قوة وستتسرب بالتأكيد.
الدور الحاسم للتحكم في الحرارة
تذكر أن تسخن المعدن الأساسي، وليس قضيب الحشو. الهدف هو رفع درجة حرارة أنبوب النحاس والوصلة. ثم تلمس القضيب بالوصلة الساخنة، ويجب أن تذيب الحرارة من النحاس السبيكة على الفور، وتسحبها إلى الفجوة.
اتخاذ الخيار الصحيح لهدفك
يعتمد نجاحك على مطابقة الحرارة والسبيكة والتقنية الخاصة بك للوظيفة المحددة.
- إذا كان تركيزك الأساسي هو وصلة نحاس-إلى-نحاس قياسية (مثل في أنظمة التدفئة والتهوية وتكييف الهواء): استخدم سبيكة BCuP واستهدف توهجًا أحمر كرزيًا على النحاس، والذي يتوافق مع نطاق 1300-1500 درجة فهرنهايت.
- إذا كان تركيزك الأساسي هو ربط النحاس بالنحاس الأصفر أو الفولاذ: اختر سبيكة فضة BAg مع الصهارة المناسبة واستشر ورقة بياناتها للحصول على درجة حرارة العمل الدقيقة.
- إذا كان تركيزك الأساسي هو سلامة الوصلة المطلقة: ابحث دائمًا عن ورقة البيانات الفنية لسبيكة اللحام بالنحاس المحددة واتبع نطاق درجة الحرارة الموصى به بدقة.
في النهاية، معرفة المواد الخاصة بك هي المفتاح لإتقان عملية اللحام بالنحاس.
جدول ملخص:
| سبيكة اللحام بالنحاس الشائعة | نطاق درجة حرارة العمل النموذجي | حالة الاستخدام الأساسية |
|---|---|---|
| النحاس والفوسفور (BCuP) | 1300 درجة فهرنهايت إلى 1500 درجة فهرنهايت (704 درجة مئوية إلى 815 درجة مئوية) | وصلات النحاس بالنحاس (مثل أنظمة التدفئة والتهوية وتكييف الهواء، السباكة) |
| سبائك الفضة (BAg) | 1150 درجة فهرنهايت إلى 1600 درجة فهرنهايت (620 درجة مئوية إلى 870 درجة مئوية) | النحاس بالنحاس الأصفر، الفولاذ، أو الفولاذ المقاوم للصدأ |
حقق نتائج لحام بالنحاس لا تشوبها شائبة باستخدام المعدات المناسبة
يتطلب إتقان لحام النحاس بالنحاس تحكمًا دقيقًا في درجة الحرارة. سواء كنت تعمل في مجال التدفئة والتهوية وتكييف الهواء، أو السباكة، أو التصنيع المتقدم، فإن امتلاك الأدوات المناسبة ضروري لإنشاء وصلات قوية وموثوقة.
تتخصص KINTEK في معدات المختبرات والورش عالية الجودة، بما في ذلك الأفران التي يتم التحكم في درجة حرارتها وحلول التسخين التي توفر الحرارة المنتظمة والمتسقة اللازمة لنتائج لحام بالنحاس مثالية. تساعد منتجاتنا الفنيين والمهندسين على تجنب مخاطر السخونة الزائدة وعدم كفاية التسخين، مما يضمن سلامة الوصلة في كل مرة.
دعنا نساعدك على الارتقاء بعملية اللحام بالنحاس الخاصة بك. اتصل بخبرائنا اليوم للعثور على حل التسخين المثالي لسبيكتك وتطبيقك المحدد.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- رغوة النحاس
- بوتقة وقارب تبخير بالنحاس الخالي من الأكسجين لطلاء التبخير بالحزمة الإلكترونية
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- ورقة معدنية رغوية من النيكل والنحاس
يسأل الناس أيضًا
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به





