نعم، يمكن لحام الألمنيوم بنجاح. إنها عملية ربط راسخة ومستخدمة في العديد من الصناعات عالية الأداء، بما في ذلك صناعات الطيران وأشباه الموصلات. يكمن مفتاح العملية ليس في الألمنيوم نفسه، ولكن في الاستراتيجية المستخدمة لإدارة طبقة الأكسيد القاسية وغير المرئية التي تتشكل على سطحه على الفور.
يعتمد نجاح لحام الألمنيوم بالكامل على خطوة واحدة حاسمة: التغلب على طبقة الأكسيد الطبيعية الواقية. تم تصميم كل جانب من جوانب العملية، بدءًا من اختيار التدفق (flux) وحتى أجواء الفرن، لإزالة هذا الحاجز والسماح لمعدن الحشو بتكوين رابطة معدنية حقيقية مع المادة الأساسية.

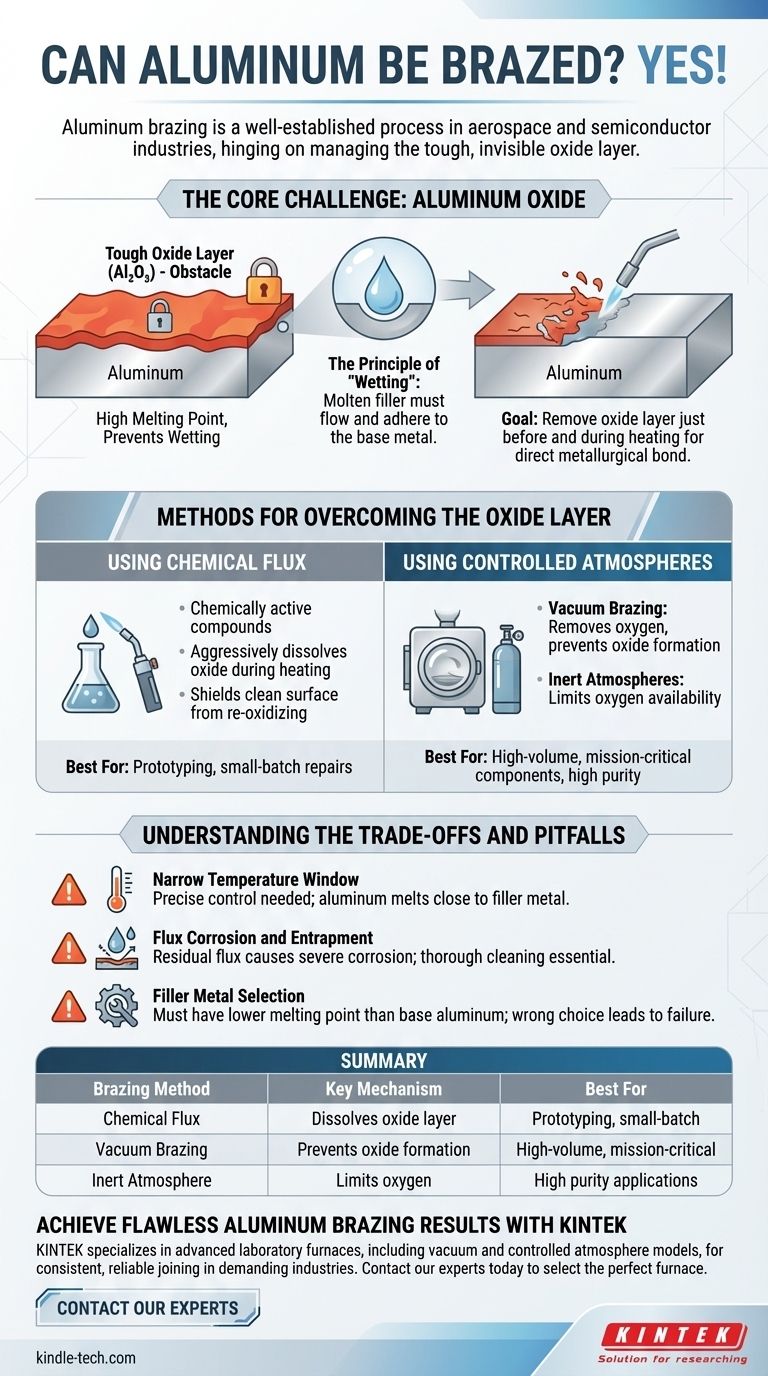
التحدي الأساسي: أكسيد الألومنيوم
الصعوبة الأساسية في لحام الألمنيوم ليست خاصية في المعدن بل في كيمياء سطحه. فهم هذا هو المبدأ الأول للحام الناجح.
لماذا يمثل الأكسيد العائق
عند تعرضه للهواء، يشكل الألمنيوم على الفور طبقة رقيقة وصلبة ومستقرة كيميائيًا من أكسيد الألومنيوم (Al₂O₃). تتمتع هذه الطبقة بنقطة انصهار عالية جدًا، أعلى بكثير من معدن الألومنيوم الأساسي نفسه.
مبدأ "التبليل" (Wetting)
لكي ينجح اللحام، يجب على معدن الحشو المنصهر أن "يبلل" أسطح الأجزاء المراد ربطها. هذا يعني أنه يحتاج إلى التدفق عبر المعدن الأساسي والالتصاق به. تعمل طبقة أكسيد الألومنيوم كحاجز، مما يمنع معدن الحشو من الاتصال المباشر وتكوين رابطة.
هدف عملية اللحام
لذلك، يتمثل الهدف التقني المركزي لأي عملية لحام للألمنيوم في إزالة طبقة الأكسيد هذه قبل وأثناء عملية التسخين. وهذا يسمح لمعدن الحشو بالتدفق إلى الوصلة والارتباط مباشرة بالألمنيوم النقي الموجود تحتها.
طرق التغلب على طبقة الأكسيد
يتم استخدام استراتيجيتين أساسيتين لهزيمة طبقة الأكسيد، كل منهما مناسب لتطبيقات مختلفة ومستويات إنتاج مختلفة.
استخدام التدفق الكيميائي (Chemical Flux)
التدفقات هي مركبات نشطة كيميائيًا يتم تطبيقها على الوصلة قبل التسخين. عندما يتم تسخين التجميع، يذوب التدفق ويذيب بقوة طبقة أكسيد الألومنيوم. كما أنه يحمي السطح النظيف من إعادة الأكسدة، مما يسمح لمعدن الحشو بتبليل الوصلة بشكل صحيح.
استخدام الأجواء المتحكم بها
للتطبيقات عالية الحجم أو عالية النقاء، غالبًا ما يستخدم لحام الفرن. تعالج هذه العملية طبقة الأكسيد عن طريق التحكم في البيئة نفسها.
- لحام التفريغ (Vacuum Brazing): من خلال إجراء العملية في فراغ عالٍ، تتم إزالة الأكسجين من البيئة. وهذا يمنع تكوّن طبقة الأكسيد في المقام الأول، مما يسمح بوصلة نظيفة وقوية بشكل استثنائي دون الحاجة إلى تدفق كيميائي.
- الأجواء الخاملة (Inert Atmospheres): يمكن أن يحد استخدام جو غاز خامل أيضًا من كمية الأكسجين المتاحة، على الرغم من أن التفريغ يكون أكثر فعالية بشكل عام للمعادن التفاعلية مثل الألومنيوم.
فهم المفاضلات والمزالق
على الرغم من فعاليتها، يتطلب لحام الألمنيوم تحكمًا دقيقًا في العملية لتجنب المشكلات الشائعة.
نافذة درجة حرارة ضيقة
تتمتع سبائك الألومنيوم بنقطة انصهار منخفضة نسبيًا قد تكون قريبة جدًا من درجة انصهار معدن حشو اللحام. وهذا يخلق نافذة عملية ضيقة، مما يتطلب تحكمًا دقيقًا للغاية في درجة الحرارة لصهر الحشو دون صهر الأجزاء الأم أو تشويهها.
تآكل التدفق واحتباسه
إذا تم استخدام طريقة تعتمد على التدفق، فمن الضروري إزالة جميع بقايا التدفق بعد اللحام. يمكن للتدفق المتبقي أن يمتص الرطوبة من الهواء ويسبب تآكلًا شديدًا وعدوانيًا عند الوصلة. التنظيف المناسب بعد اللحام ليس اختياريًا؛ بل هو ضروري للنزاهة طويلة الأمد للجزء.
اختيار معدن الحشو
يعد اختيار معدن الحشو المناسب أمرًا بالغ الأهمية. هذه عادةً ما تكون سبائك ألومنيوم-سيليكون مصممة خصيصًا لدرجة انصهار أقل من سبيكة الألومنيوم الأساسية التي يتم ربطها. يمكن أن يؤدي الاختيار الخاطئ بسهولة إلى فشل الجزء أثناء العملية.
اتخاذ القرار الصحيح لتطبيقك
يجب أن يملى نهجك في لحام الألمنيوم بتعقيد المكون الخاص بك، والأداء المطلوب، وحجم الإنتاج.
- إذا كان تركيزك الأساسي على النماذج الأولية أو الإصلاحات الصغيرة الدفعات: غالبًا ما تكون الطرق القائمة على التدفق مثل لحام الشعلة هي النهج الأكثر سهولة وفعالية من حيث التكلفة.
- إذا كان تركيزك الأساسي على الإنتاج بكميات كبيرة ذات أشكال هندسية معقدة: يوفر لحام الفرن ذو الغلاف المتحكم فيه أو لحام التفريغ اتساقًا وجودة وصلة لا مثيل لهما.
- إذا كان تركيزك الأساسي على المكونات الحيوية للمهمة والنزاهة القصوى للوصلة: يعتبر لحام التفريغ هو الخيار الأفضل، لأنه يزيل خطر احتباس التدفق والتآكل.
إن لحام الألمنيوم بنجاح هو في الأساس مسألة تحكم دقيق في كيمياء سطحه وبيئته الحرارية.
جدول ملخص:
| طريقة اللحام | الآلية الرئيسية | الأفضل لـ |
|---|---|---|
| التدفق الكيميائي | يذيب طبقة الأكسيد أثناء التسخين | النماذج الأولية، إصلاحات الدفعات الصغيرة |
| لحام التفريغ | يمنع تكوين الأكسيد عن طريق إزالة الأكسجين | الإنتاج بكميات كبيرة، المكونات الحيوية للمهمة |
| الجو الخامل | يحد من الأكسجين لإدارة طبقة الأكسيد | التطبيقات التي تتطلب نقاءً عاليًا |
احصل على نتائج لحام ألومنيوم خالية من العيوب مع KINTEK.
يتطلب لحام الألمنيوم تحكمًا دقيقًا في درجة الحرارة والجو لإدارة طبقة الأكسيد الصعبة. سواء كنت تقوم بتطوير نماذج أولية أو تتوسع للإنتاج بكميات كبيرة، فإن المعدات المناسبة ضرورية للنجاح.
تتخصص KINTEK في أفران المختبرات المتقدمة، بما في ذلك نماذج التفريغ والتحكم في الجو، المصممة خصيصًا لعمليات الربط عالية الأداء مثل لحام الألمنيوم. توفر حلولنا البيئة المتسقة والموثوقة اللازمة لإنشاء وصلات قوية وخالية من التآكل لصناعات الطيران وأشباه الموصلات والصناعات الأخرى المتطلبة.
دعنا نساعدك في اختيار الفرن المثالي لتطبيقك. اتصل بخبرائنا اليوم لمناقشة متطلباتك المحددة وضمان نجاح عملية اللحام لديك.
دليل مرئي
المنتجات ذات الصلة
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- آلة فرن الضغط الساخن بالفراغ مكبس الضغط الساخن بالفراغ
- فرن معالجة حرارية بالفراغ وفرن صهر بالحث المغناطيسي
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
يسأل الناس أيضًا
- كيف يسهل فرن الضغط الساخن بالتفريغ عملية التكثيف عند درجات حرارة منخفضة؟ تحقيق كثافة سيراميكية فائقة
- ما هو الدور الذي تلعبه أفران الضغط الساخن الفراغي (VHP) في تكثيف مركبات الفولاذ المقاوم للصدأ الأوستنيتي 316؟
- ما هي المزايا التي يوفرها فرن الضغط الساخن الفراغي لإلكتروليتات السيراميك LSLBO؟ تحقيق كثافة نسبية 94٪
- ما هي ظروف المعالجة الأساسية التي توفرها أفران الضغط الساخن الفراغي؟ تحقيق مركبات نحاس-كربيد السيليكون/ألماس عالية الكثافة
- ما هي وظائف فرن الضغط الساخن الفراغي لمسبوكات Al6061/B4C؟ تحقيق كثافة بنسبة 100%



















