يتمثل تحسين عملية اللحام بالنحاس في التحكم في عدد قليل من المتغيرات الرئيسية. بينما تعتبر المعلمات الأساسية لدرجة حرارة ووقت البقاء حاسمة، إلا أنها ليست سوى جزء من المعادلة. لإتقان اللحام بالنحاس حقًا، يجب عليك أيضًا إتقان تحضير الوصلة، بما في ذلك النظافة والخلوص، وتطبيق الحرارة بشكل استراتيجي للسماح للعمل الشعري بالقيام بدوره.
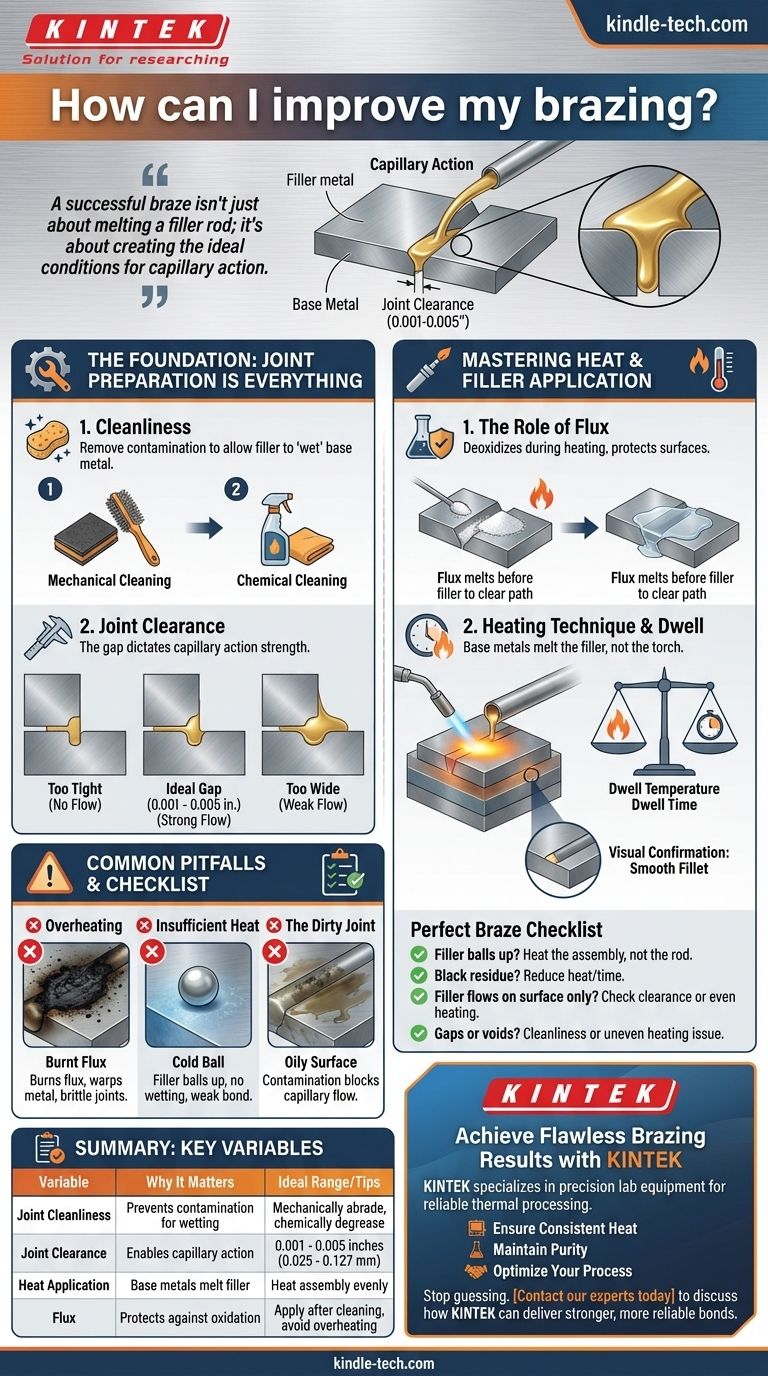
اللحام بالنحاس الناجح لا يتعلق فقط بصهر قضيب الحشو؛ بل يتعلق بخلق الظروف المثالية للعمل الشعري. هذا يعني أن الوصلة يجب أن تكون نظيفة تمامًا، وأن تحتوي على الفجوة الصحيحة، وأن يتم تسخينها بالتساوي لسحب المعدن الحشو المنصهر إلى الوصلة، وتشكيل رابطة كاملة وقوية.

الأساس: لماذا تحضير الوصلة هو كل شيء
تعود العديد من حالات فشل اللحام بالنحاس إلى سوء التحضير قبل وقت طويل من إشعال الشعلة. إذا لم يكن للمعدن الحشو مكان يذهب إليه أو كان مساره مسدودًا، فلن ينجح أي قدر من الحرارة في إصلاح الوصلة.
الدور الحاسم للنظافة
العدو الأساسي للحام بالنحاس الجيد هو التلوث. تشكل الأكاسيد والزيوت والأوساخ حاجزًا يمنع المعدن الحشو من "ترطيب" أسطح المعدن الأساسي والالتصاق بها.
التنظيف عملية من خطوتين. الأولى هي التنظيف الميكانيكي (باستخدام قطعة قماش كاشطة أو فرشاة سلكية أو مبرد) لإزالة الأكاسيد الثقيلة وإنشاء سطح جديد. يتبع ذلك التنظيف الكيميائي (باستخدام مزيل الشحوم) لإزالة أي زيوت أو شحوم.
فهم خلوص الوصلة (الفجوة)
يعتمد اللحام بالنحاس على العمل الشعري، وهي القوة التي تسحب السائل إلى مساحة ضيقة. وبالتالي، فإن الفجوة بين الجزأين اللذين تقوم بتوصيلهما - خلوص الوصلة - هي أحد العوامل الأكثر أهمية.
إذا كانت الفجوة ضيقة جدًا، فلا توجد مساحة لتدفق المعدن الحشو. إذا كانت الفجوة واسعة جدًا، فسيكون العمل الشعري ضعيفًا جدًا لسحب الحشو وملء الوصلة بالكامل.
بالنسبة لمعظم معادن الحشو الشائعة، يتراوح الخلوص المثالي بين 0.001 و 0.005 بوصة (0.025 - 0.127 مم). هذه الفجوة الضيقة هي التي تخلق السحب الشعري القوي اللازم لوصلة ناجحة.
الغرض من التدفق (الفلكس)
الفلكس هو عامل كيميائي يعمل كمزيل للأكسدة أثناء عملية التسخين. حتى بعد تنظيف الأجزاء، سيؤدي تسخينها إلى تكون أكاسيد جديدة على الفور.
يذوب الفلكس قبل معدن الحشو، وينتشر فوق منطقة الوصلة. يذيب أي أكاسيد تكونت حديثًا ويحمي الأسطح من الأكسدة الإضافية، مما يمهد الطريق لتدفق معدن الحشو بحرية. تذكر أن الفلكس يساعد في التنظيف؛ لكنه لا يحل محله.
إتقان الحرارة وتطبيق الحشو
مع وجود وصلة نظيفة وذات فجوة مناسبة، ينتقل تركيزك إلى التحكم في الحرارة. الهدف هو جعل المعادن الأساسية - وليس لهب الشعلة - تذيب معدن الحشو.
مبدأ "درجة حرارة ووقت البقاء"
درجة حرارة البقاء هي النقطة التي تكون فيها المعادن الأساسية ساخنة بما يكفي لإذابة معدن الحشو عند التلامس. وقت البقاء هو المدة التي تحافظ فيها على هذه الحرارة للسماح للحشو بالتدفق وملء الوصلة بالكامل.
هذا توازن دقيق. حرارة قليلة جدًا ولن يتدفق الحشو. حرارة كثيرة جدًا لفترة طويلة جدًا وتخاطر بإتلاف الأجزاء أو حرق الفلكس.
تقنية التسخين: المعادن الأساسية أولاً
خطأ شائع هو تسخين قضيب الحشو مباشرة بالشعلة. سيؤدي ذلك إلى صهر الحشو، لكنه على الأرجح سيتسرب فقط على سطح معدن أساسي بارد دون الالتصاق به.
الطريقة الصحيحة هي تسخين المعادن الأساسية بالتساوي. ركز الشعلة على التجميع، خاصة على الجزء الأكثر سمكًا أو الأكبر حجمًا، حتى يصل إلى درجة حرارة اللحام بالنحاس. ثم، ما عليك سوى لمس قضيب الحشو بالوصلة الساخنة. يجب أن تذيبه حرارة المعادن الأساسية على الفور، وتسحبه إلى الفجوة عن طريق العمل الشعري.
مراقبة التدفق
عندما يذوب معدن الحشو، يجب أن تراه يختفي بسرعة في الوصلة. ستسحب الوصلة المسخنة والمجهزة بشكل صحيح الحشو إلى الجانب الآخر، وغالبًا ما تشكل فيليه صغيرًا وأنيقًا. هذا هو التأكيد البصري للحام بالنحاس الناجح.
فهم الأخطاء الشائعة والفشل
يعود تشخيص فشل اللحام بالنحاس دائمًا تقريبًا إلى مبدأ أساسي تم إغفاله.
الاحترار الزائد: القاتل الصامت
تطبيق الكثير من الحرارة سيء تمامًا مثل القليل جدًا. يؤدي الاحترار الزائد إلى حرق الفلكس، مما يحوله إلى اللون الأسود ويجعله عديم الفائدة كعامل تنظيف. هذا يوقف تدفق الحشو تمامًا. يمكن أن يؤدي أيضًا إلى تشويه المعادن الأساسية أو إنشاء طبقات سبيكة هشة في الوصلة، مما يضعفها بشدة.
حرارة غير كافية: الوصلة الباردة
إذا لم تكن المعادن الأساسية ساخنة بما يكفي، فسيفشل معدن الحشو في "ترطيب" السطح. سيميل إلى التكتل أو تشكيل كتلة سميكة ولزجة على الجزء الخارجي من الوصلة دون اختراقها. هذا يخلق رابطة سطحية بدون قوة تقريبًا.
الوصلة المتسخة: الفشل الأكثر شيوعًا
إذا قمت بتطبيق حرارة كافية ولكن معدن الحشو لا يزال يرفض التدفق إلى الوصلة، فإن السبب هو التلوث على الأرجح. طبقة غير مرئية من الأكسيد أو الزيت تسد المسار الشعري. لا يوجد حل لذلك بخلاف التوقف وتنظيف الأجزاء جيدًا وإعادة تطبيق الفلكس والبدء من جديد.
قائمة مرجعية للحام بالنحاس المثالي
استخدم هذه القائمة لتشخيص المشكلات وتوجيه عمليتك.
- إذا تكتل معدن الحشو ولم يتدفق: من المحتمل أن يكون معدنك الأساسي غير ساخن بما يكفي، أو أن الوصلة ملوثة. ركز على تسخين تجميع الوصلة، وليس قضيب الحشو.
- إذا رأيت بقايا سوداء متقشرة: لقد قمت بتسخين الوصلة بشكل زائد وحرقت الفلكس. قلل وقت التسخين أو استخدم إعداد لهب أقل.
- إذا تدفق الحشو على السطح ولكن ليس داخل الوصلة: من المحتمل أن يكون خلوص الوصلة غير صحيح (ضيق جدًا أو فضفاض جدًا)، أو أنك لا تسخن التجميع بالكامل بالتساوي.
- إذا كان لديك فجوات أو فراغات في الوصلة النهائية: يشير هذا إلى مشكلة نظافة أو تسخين غير متساوٍ منع الحشو من الوصول إلى جميع المناطق عن طريق العمل الشعري.
سيؤدي إتقان هذه الأساسيات إلى تحويل عملية اللحام بالنحاس من لعبة حظ إلى عملية هندسية موثوقة وقابلة للتكرار.
جدول الملخص:
| المتغير الرئيسي | لماذا هو مهم | النطاق المثالي/نصائح |
|---|---|---|
| نظافة الوصلة | يمنع التلوث؛ يسمح لمعدن الحشو بـ "ترطيب" المعدن الأساسي. | صقل ميكانيكيًا، ثم إزالة الشحوم كيميائيًا. |
| خلوص الوصلة | يمكّن العمل الشعري من سحب معدن الحشو إلى الوصلة. | 0.001 - 0.005 بوصة (0.025 - 0.127 مم). |
| تطبيق الحرارة | يجب أن تذيب المعادن الأساسية الحشو، وليس الشعلة. | سخن التجميع بالتساوي، مع التركيز على الأجزاء الأكثر سمكًا. |
| الفلكس | يحمي من الأكسدة أثناء التسخين؛ يذيب الأكاسيد الجديدة. | يطبق بعد التنظيف؛ تجنب التسخين الزائد لمنع الاحتراق. |
حقق نتائج لحام بالنحاس لا تشوبها شائبة مع KINTEK
هل تعاني من وصلات غير متسقة أو معدن حشو لا يتدفق؟ ترتبط جودة اللحام بالنحاس لديك ارتباطًا مباشرًا بالتحكم في عمليتك ومعداتك. تتخصص KINTEK في معدات المختبرات الدقيقة والمواد الاستهلاكية التي تدعم المعالجة الحرارية الموثوقة.
نحن نقدم الأدوات والخبرة لمساعدتك على:
- ضمان حرارة متسقة: توفر أفراننا وأنظمة التسخين لدينا تحكمًا دقيقًا في درجة الحرارة للحصول على نتائج موحدة.
- الحفاظ على النقاء: تمنع الفلكس عالية الجودة وعوامل التنظيف التلوث لترطيب مثالي.
- تحسين عمليتك: احصل على مشورة الخبراء المصممة خصيصًا لموادك وتصميمات الوصلات المحددة.
توقف عن التخمين وابدأ في إتقان تطبيقات اللحام بالنحاس. اتصل بخبرائنا اليوم لمناقشة كيف يمكن لحلول KINTEK تعزيز قدرات مختبرك وتقديم روابط أقوى وأكثر موثوقية.
دليل مرئي
المنتجات ذات الصلة
- فرن جو متحكم فيه بدرجة حرارة 1200 درجة مئوية فرن جو خامل بالنيتروجين
- فرن جو متحكم فيه بدرجة حرارة 1400 درجة مئوية مع غاز النيتروجين والجو الخامل
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن الجرافيت بالفراغ المستمر
يسأل الناس أيضًا
- كيف تصنع جوًا خاملًا؟ أتقن العمليات الآمنة والنقية باستخدام التخميل
- ما المقصود بالجو الخامل؟ دليل لمنع الأكسدة وضمان السلامة
- كيف يمكننا تطوير جو خامل لتفاعل كيميائي؟ إتقان التحكم الدقيق في الغلاف الجوي لمختبرك
- ما الذي يوفر جوًا خاملًا؟ حقق السلامة والنقاء باستخدام النيتروجين أو الأرجون أو ثاني أكسيد الكربون
- ما هو الغرض من الغلاف الجوي الخامل؟ دليل لحماية المواد والعمليات الخاصة بك



















