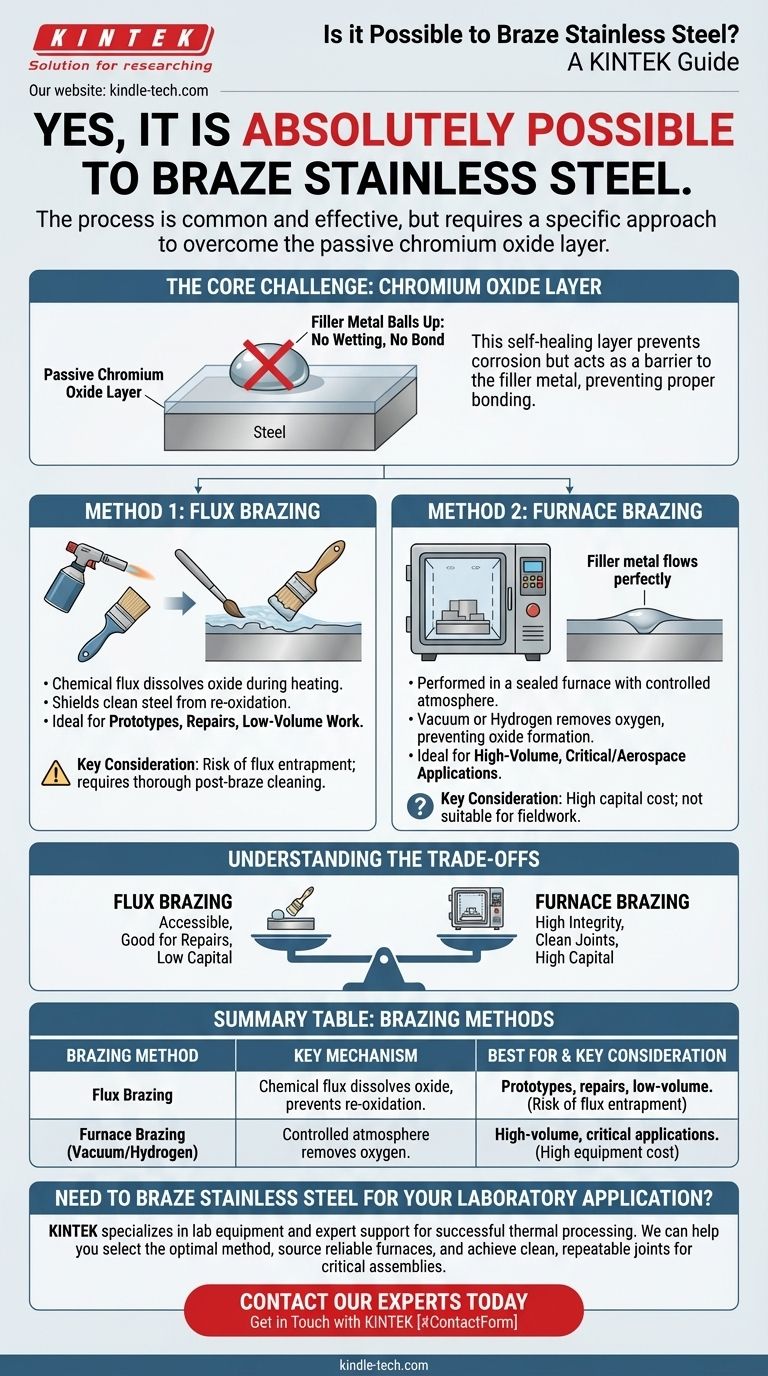
نعم، من الممكن تمامًا لحام الفولاذ المقاوم للصدأ. العملية شائعة وفعالة للغاية، لكنها تتطلب نهجًا محددًا. على عكس الفولاذ الكربوني العادي، يتمتع الفولاذ المقاوم للصدأ بطبقة سلبية ذاتية الشفاء من أكسيد الكروم تمنحه مقاومة للتآكل، ولكن هذه الطبقة نفسها تمنع معدن الحشو المذاب من الالتصاق بشكل صحيح بالسطح.
يعد لحام الفولاذ المقاوم للصدأ ممارسة صناعية قياسية، ولكن النجاح يعتمد كليًا على التغلب على طبقة أكسيد الكروم العنيدة الموجودة على سطحه. يتم تحقيق ذلك عادةً باستخدام إما صهر كيميائي متخصص (flux) أو فرن ذي جو متحكم فيه.

التحدي الأساسي: طبقة أكسيد الكروم
يكمن مفتاح فهم كيفية لحام الفولاذ المقاوم للصدأ في فهم سبب كونه "مقاومًا للصدأ" أولاً. يكمن الحل لتحدي اللحام في إضعاف هذه الخاصية الوقائية مؤقتًا.
ما هي هذه الطبقة الواقية؟
يتفاعل الكروم الموجود في سبيكة الفولاذ المقاوم للصدأ مع الأكسجين الموجود في الهواء لتكوين طبقة رقيقة جدًا وكثيفة وشفافة من أكسيد الكروم.
هذه الطبقة السلبية هي التي تمنع الصدأ والتآكل. إذا تعرضت للخدش، فإنها تتجدد على الفور، مما يوفر حماية مستمرة.
لماذا تمنع مفصلاً جيدًا للحام
يعمل اللحام عندما يتم سحب معدن حشو مصهور إلى المفصل بفعل الخاصية الشعرية و"يبلل" أسطح المعادن الأم. التبليل (Wetting) هو عملية انتشار المعدن السائل وتكوينه اتصالًا وثيقًا بالمعدن الأساسي.
تعمل طبقة أكسيد الكروم كحاجز، مما يمنع معدن الحشو من ملامسة الفولاذ الموجود تحته والارتباط به فعليًا. سيتكتل المعدن ببساطة ويفشل في التدفق، مما يؤدي إلى مفصل ضعيف أو غير موجود.
طرق مثبتة للحام الفولاذ المقاوم للصدأ
لإنشاء مفصل ملحوم قوي، يجب إزالة طبقة الأكسيد والحفاظ على السطح نظيفًا أثناء عملية التسخين. هناك طريقتان أساسيتان لتحقيق ذلك.
الطريقة 1: استخدام صهر كيميائي (Brazing Flux)
للحام بالشعلة أو اللحام بالحث في الهواء الطلق، يلزم وجود صهر كيميائي (flux).
الصهر الكيميائي هو مركب كيميائي يطبق على منطقة المفصل قبل التسخين. يذوب عند درجة حرارة أقل من درجة حرارة معدن الحشو، ويذيب طبقة أكسيد الكروم ويحمي الفولاذ النظيف الآن من إعادة الأكسدة أثناء تسخينه.
الطريقة 2: اللحام بالفرن ذي الجو المتحكم فيه
لإنتاج كميات أكبر أو للتطبيقات التي تتطلب أقصى درجات النظافة، يتم لحام الأجزاء داخل فرن مغلق. تتم إزالة الهواء ويتم استبداله بجو محدد يدير الأكاسيد.
اللحام بالتفريغ (Vacuum Brazing) هو تقنية شائعة حيث تزيل مضخة تفريغ قوية كل الأكسجين تقريبًا من الفرن. مع عدم وجود أكسجين، لا يمكن لطبقة الأكسيد أن تتكون أو تتكون من جديد أثناء دورة التسخين، مما يسمح لمعدن الحشو بتبليل السطح بشكل مثالي.
اللحام بالهيدروجين (Hydrogen Brazing) هو طريقة أخرى للفرن تستخدم جوًا "مختزلًا". يتفاعل غاز الهيدروجين بنشاط ويزيل أكسيد الكروم من سطح الفولاذ، مما يتركه نظيفًا تمامًا لسبائك اللحام.
فهم المفاضلات
يعتمد الاختيار بين الصهر الكيميائي أو اللحام بالفرن بالكامل على تطبيقك وحجم الإنتاج ومتطلبات الجودة. لا توجد طريقة متفوقة عالميًا.
الصهر الكيميائي (Flux Brazing): الإيجابيات والسلبيات
هذه هي الطريقة الأكثر سهولة، وغالبًا ما تتم باستخدام شعلة يدوية بسيطة. وهي مثالية للإصلاحات والتجميعات الفردية والعمل منخفض الحجم.
العيب الرئيسي هو خطر احتباس الصهر الكيميائي (flux entrapment). إذا علق الصهر الكيميائي داخل المفصل النهائي، فقد يؤدي ذلك إلى التآكل بمرور الوقت. التنظيف الشامل بعد اللحام إلزامي لإزالة كل بقايا الصهر الكيميائي، وهو ما قد يكون صعبًا في الأشكال الهندسية المعقدة.
اللحام بالفرن: الإيجابيات والسلبيات
تنتج هذه الطريقة مفاصل نظيفة للغاية وذات تكامل عالٍ مع قابلية تكرار ممتازة، مما يجعلها مثالية للتطبيقات الحرجة والإنتاج الضخم. نظرًا لعدم استخدام أي صهر كيميائي، فلا يوجد خطر من التآكل بعد اللحام بسبب المواد الكيميائية المحتبسة.
العيب الرئيسي هو التكلفة الرأسمالية المرتفعة وتعقيد المعدات. اللحام بالفرن هو عملية دفعات غير مناسبة للعمل الميداني أو الإصلاحات السريعة.
اتخاذ الخيار الصحيح لهدفك
يجب أن يكون قرارك مدفوعًا بالمتطلبات المحددة لمشروعك.
- إذا كان تركيزك الأساسي هو نموذج أولي بسيط أو إصلاح لمرة واحدة: استخدم صهرًا كيميائيًا أسود عالي الجودة مصممًا خصيصًا للفولاذ المقاوم للصدأ وشعلة قياسية.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة أو الجودة بمستوى الطيران والفضاء: اللحام بالفرن في جو مفرغ أو مختزل هو الخيار الصحيح لنظافته وقابليته للتكرار.
- إذا كان تركيزك الأساسي هو ربط الفولاذ المقاوم للصدأ بمعدن آخر (مثل النحاس): اللحام هو طريقة ممتازة، ولكن القاعدة تظل كما هي - يجب عليك استخدام صهر كيميائي أو جو يمكنه التعامل مع طبقة أكسيد الفولاذ المقاوم للصدأ.
ينجح لحام الفولاذ المقاوم للصدأ في اختيار التقنية المناسبة لإدارة طبقة الأكسيد الواقية له طوال مدة عملية التسخين.
جدول الملخص:
| طريقة اللحام | الآلية الرئيسية | الأفضل لـ | الاعتبار الرئيسي |
|---|---|---|---|
| الصهر الكيميائي (Flux Brazing) | الصهر الكيميائي يذيب طبقة الأكسيد ويمنع إعادة الأكسدة. | النماذج الأولية، الإصلاحات، العمل منخفض الحجم. | خطر احتباس الصهر الكيميائي؛ يتطلب تنظيفًا شاملاً. |
| اللحام بالفرن | التفريغ أو جو الهيدروجين يزيل الأكسجين، مما يمنع تكون الأكسيد. | الإنتاج بكميات كبيرة، التطبيقات الحرجة/الفضائية. | تكلفة معدات عالية؛ غير مناسب للعمل الميداني. |
هل تحتاج إلى لحام الفولاذ المقاوم للصدأ لتطبيق المختبر الخاص بك؟
يتطلب لحام مكونات الفولاذ المقاوم للصدأ لمعدات المختبر الخاصة بك دقة وتقنية مناسبة لضمان سلامة المفصل ومنع التآكل. تتخصص KINTEK في توفير معدات المختبر والدعم الخبير اللازمين للمعالجة الحرارية الناجحة.
يمكننا مساعدتك في:
- اختيار طريقة اللحام المثلى لسبائك الفولاذ المقاوم للصدأ وتطبيقك المحدد.
- توفير الأفران الموثوقة والملحقات للحام بالجو المتحكم فيه.
- تحقيق مفاصل نظيفة وقوية وقابلة للتكرار لتجميعات المختبر الحرجة الخاصة بك.
اتصل بخبرائنا اليوم لمناقشة مشروعك وضمان نجاح عملية اللحام الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن تفحيم الخزف السني بالشفط
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
يسأل الناس أيضًا
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق



















