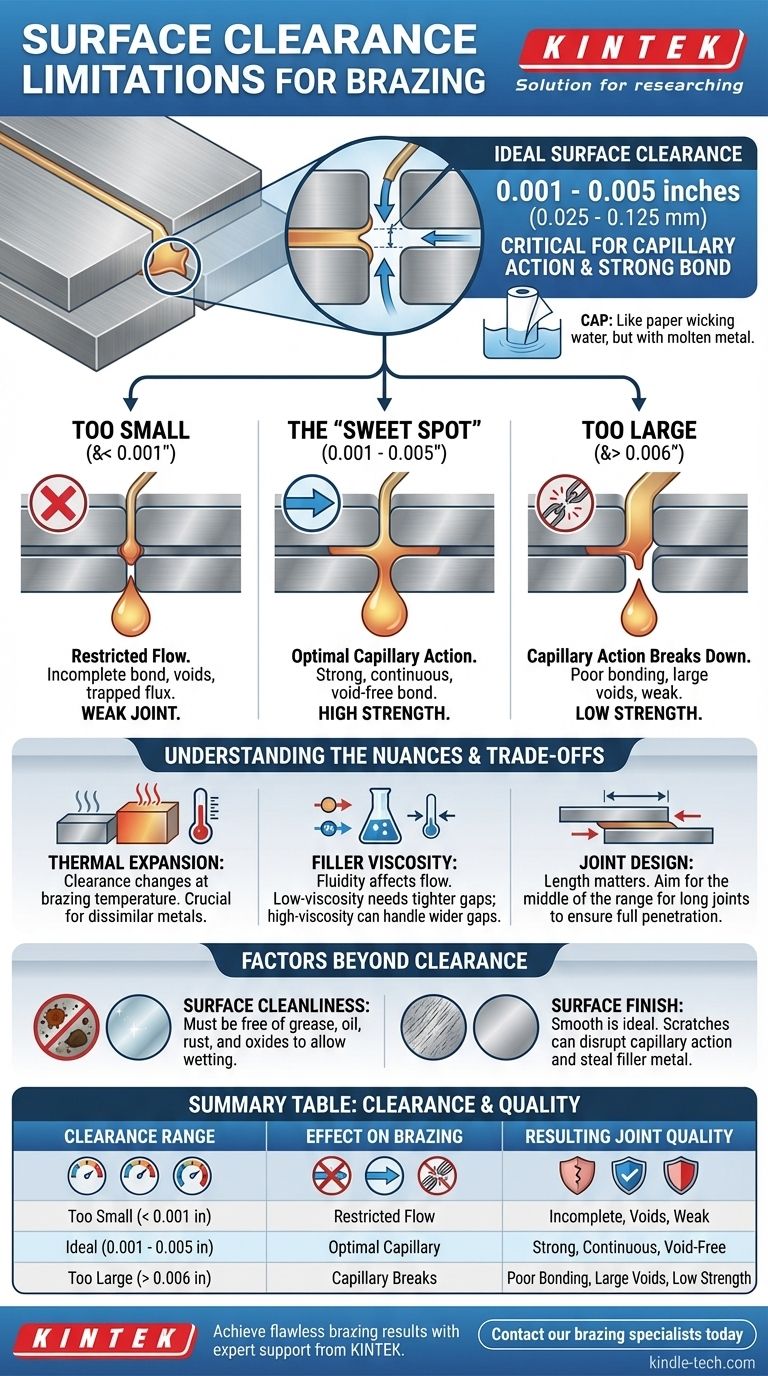
للحصول على وصلة لحام بالنحاس ناجحة، فإن الخلوص السطحي المثالي يتراوح عادةً بين 0.001 و 0.005 بوصة (0.025 مم إلى 0.125 مم). هذه الفجوة الدقيقة ليست اعتباطية؛ إنها العامل الأكثر أهمية لتمكين فعل الشعيرات الدموية، وهي القوة الفيزيائية التي تسحب معدن الحشو المنصهر إلى المفصل لإنشاء رابطة قوية ومستمرة.
التحدي في اللحام بالنحاس ليس مجرد تلبية مواصفات الخلوص، بل فهم أن هذه الفجوة هي البيئة التي تجعل العملية تعمل. هدفك هو إنشاء القناة المثالية لعمل فعل الشعيرات الدموية لسحب معدن الحشو بشكل موحد في جميع أنحاء المفصل بأكمله.

مبدأ فعل الشعيرات الدموية: أهمية الخلوص
تعتمد عملية اللحام بالنحاس بأكملها على الظاهرة الفيزيائية المتمثلة في فعل الشعيرات الدموية. وهو ميل السائل للسحب إلى مساحة ضيقة جدًا، حتى ضد قوة الجاذبية. الخلوص الذي تصممه يتحكم بشكل مباشر في فعالية هذه القوة.
"النقطة المثالية" لتدفق الحشو
النطاق الأمثل من 0.001" إلى 0.005" يخلق الظروف المثالية لفعل الشعيرات الدموية. فكر في الأمر مثل منشفة ورقية تمتص الماء؛ المساحات الضيقة بين الألياف تسحب الماء للداخل.
في اللحام بالنحاس، تكون هذه القوة قوية بما يكفي لسحب معدن الحشو المنصهر إلى عمق المفصل، مما يضمن تغطية كاملة ورابطة خالية من الفراغات وعالية القوة.
مشكلة الخلوص القليل جدًا
إذا كانت الفجوة صغيرة جدًا (عادةً أقل من 0.001 بوصة)، فلن يتدفق معدن الحشو المنصهر بحرية.
قد يتصلب الحشو قبل أن يتغلغل بالكامل في المفصل، محتبسًا التدفق أو مسببًا فراغات. يؤدي هذا إلى رابطة غير مكتملة وغير موثوقة وأضعف بكثير مما هو مقصود.
مشكلة الخلوص الكبير جدًا
عندما تكون الفجوة كبيرة جدًا (غالبًا ما تزيد عن 0.006 بوصة)، تنهار قوة فعل الشعيرات الدموية.
بدلاً من أن يتم سحبه للداخل، لن يتمكن معدن الحشو من سد الفجوة بفعالية. يؤدي هذا إلى فراغات كبيرة، وترابط غير متسق، ومفصل تعتمد قوته فقط على معدن الحشو نفسه، وليس على الرابطة القوية مع المواد الأساسية.
فهم المفاضلات والفروق الدقيقة
في حين أن النطاق العام هو دليل موثوق، يمكن لعدة عوامل أن تؤثر على الخلوص المثالي لتطبيقك المحدد. الخبير الحقيقي يأخذ هذه المتغيرات في الاعتبار.
التمدد الحراري للمعادن المتباينة
هذا هو المأزق الأكثر شيوعًا. الخلوص الذي تقيسه في درجة حرارة الغرفة ليس هو الخلوص في درجة حرارة اللحام بالنحاس.
إذا كنت تقوم بربط مادتين مختلفتين، مثل الفولاذ والنحاس، فإن معدلات تمددهما الحراري المختلفة ستغير الفجوة. يجب عليك حساب خلوص المفصل عند درجة حرارة اللحام بالنحاس لضمان وقوعه ضمن النطاق الأمثل.
لزوجة معدن الحشو
تتمتع سبائك اللحام بالنحاس المختلفة بخصائص تدفق مختلفة. قد يعمل معدن الحشو السائل جدًا وذو اللزوجة المنخفضة بشكل أفضل في الطرف الأضيق من نطاق الخلوص، في حين أن سبيكة أكثر تباطؤًا قد تتطلب فجوة أكبر قليلاً.
تصميم المفصل وطوله
يلعب نوع المفصل دورًا أيضًا. بالنسبة لمفصل التداخل الطويل، قد ترغب في استهداف منتصف نطاق الخلوص لضمان أن يكون لمعدن الحشو مسار واضح للسفر للمسافة الكاملة دون أن يتصلب قبل الأوان.
عوامل تتجاوز الخلوص تضمن النجاح
الخلوص المثالي ضروري ولكنه غير كافٍ. حالة أسطح المفصل مهمة بنفس القدر لتمكين فعل الشعيرات الدموية.
نظافة السطح الحرجة
كما تشير المراجع، يجب أن تكون المكونات نظيفة تمامًا وخالية من الشحوم والزيت والصدأ والأكاسيد. أي مادة ملوثة تعمل كحاجز، وتمنع بشكل فعال معدن الحشو من تبليل المادة الأساسية وتوقف تدفق الشعيرات الدموية في مساره.
أهمية التشطيب السطحي
السطح الأملس والموحد هو المثالي. علامات الخدش، أو الخدوش العميقة، أو المناطق الخشنة المصقولة بالرمل يمكن أن تعطل فعل الشعيرات الدموية. يمكن سحب معدن الحشو بعيدًا عن المفصل وإلى هذه العيوب، مما يحرم خط الترابط من المادة التي يحتاجها.
اتخاذ الخيار الصحيح لهدفك
يتطلب اختيار الخلوص المستهدف الموازنة بين القوة المثالية وواقع التصنيع. استخدم هدفك الأساسي كدليل لك.
- إذا كان تركيزك الأساسي هو أقصى قوة للمفصل: استهدف الطرف الأضيق من النطاق، حوالي 0.001" إلى 0.002"، حيث ينتج هذا أقوى رابطة معدنية.
- إذا كان تركيزك الأساسي هو استيعاب تفاوتات الإنتاج: قد يكون الخلوص الأوسع قليلاً، من 0.002" إلى 0.005"، أكثر عملية وفعالية من حيث التكلفة للتصنيع بكميات كبيرة.
- إذا كان تركيزك الأساسي هو لحام المعادن المتباينة: يجب أن تكون خطوتك الأولى هي حساب خلوص المفصل عند درجة حرارة اللحام بالنحاس لاستيعاب التمدد الحراري قبل اختيار هدف.
إتقان خلوص المفصل هو المفتاح لإنشاء تجميعات ملحومة بالنحاس متسقة وموثوقة وعالية القوة.
جدول الملخص:
| نطاق الخلوص | التأثير على اللحام بالنحاس | جودة المفصل الناتجة |
|---|---|---|
| صغير جدًا (< 0.001 بوصة) | تدفق الحشو مقيد | رابطة غير مكتملة، فراغات، مفصل ضعيف |
| مثالي (0.001 - 0.005 بوصة) | فعل شعيرات دموية أمثل | رابطة قوية، مستمرة، خالية من الفراغات |
| كبير جدًا (> 0.006 بوصة) | فعل الشعيرات الدموية ينهار | ترابط ضعيف، فراغات كبيرة، قوة منخفضة |
حقق نتائج لحام بالنحاس خالية من العيوب بدعم الخبراء من KINTEK.
الخلوص المثالي للمفصل أمر بالغ الأهمية لإنشاء روابط قوية وموثوقة في تجميعات المختبر أو الإنتاج الخاصة بك. سواء كنت تعمل مع معادن قياسية أو متباينة، يمكن لخبرة KINTEK في المعدات المخبرية والمواد الاستهلاكية مساعدتك في تحسين عملية اللحام بالنحاس لتحقيق أقصى قدر من القوة والاتساق.
اتصل بأخصائيي اللحام بالنحاس لدينا اليوم لمناقشة تطبيقك المحدد واكتشاف كيف يمكن لحلولنا أن تعزز نتائجك.
دليل مرئي
المنتجات ذات الصلة
- فرن جو متحكم فيه بدرجة حرارة 1200 درجة مئوية فرن جو خامل بالنيتروجين
- فرن جو متحكم فيه بدرجة حرارة 1400 درجة مئوية مع غاز النيتروجين والجو الخامل
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن الجرافيت بالفراغ المستمر
يسأل الناس أيضًا
- ما هو مثال على الغلاف الجوي الخامل؟ اكتشف أفضل غاز لعمليتك
- كيف يمكننا تطوير جو خامل لتفاعل كيميائي؟ إتقان التحكم الدقيق في الغلاف الجوي لمختبرك
- هل يمكن تسخين غاز النيتروجين؟ استغل الحرارة الخاملة للدقة والسلامة
- ما هي المعالجة الحرارية في جو خامل؟ احمِ معادنك من الأكسدة ونزع الكربنة
- ما المقصود بالجو الخامل؟ دليل لمنع الأكسدة وضمان السلامة



















