العيب الأساسي لأي طريقة لمعالجة المعادن هو أنها تمثل حلاً وسطًا جوهريًا. لا توجد طريقة واحدة تتفوق في جميع المجالات؛ فكل منها يفرض مفاضلة بين عوامل حاسمة مثل تكلفة الإنتاج، والسرعة، والخصائص المادية النهائية للجزء، والتعقيد الهندسي الذي يمكن تحقيقه.
التحدي الأساسي في تصنيع المعادن ليس العثور على عملية "مثالية"، بل اختيار العملية التي تحتوي على المجموعة الصحيحة من القيود لتطبيقك المحدد، وميزانيتك، وحجم الإنتاج.

إطار عمل لفهم العيوب
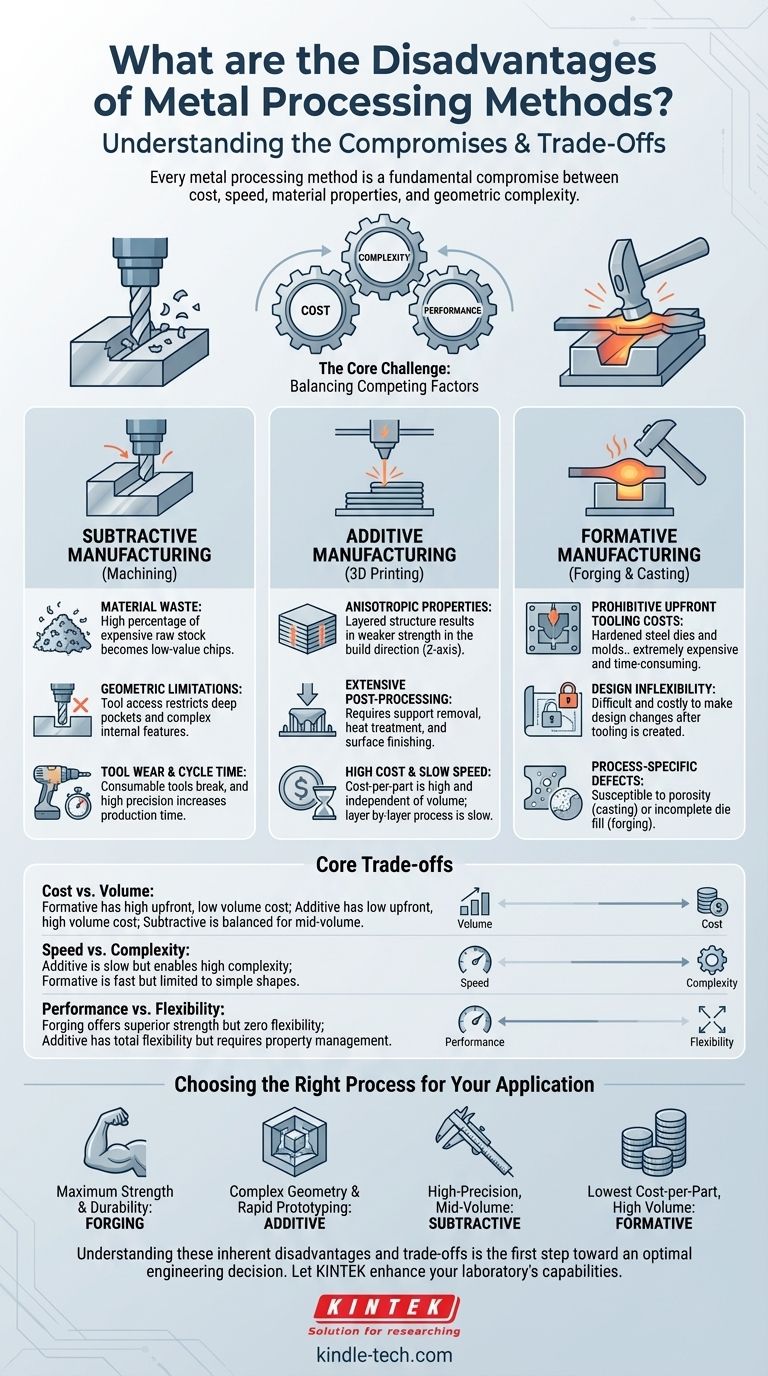
لفهم العيوب المحددة، من الأفضل تجميع الطرق في ثلاث فئات رئيسية: التصنيع الطرحي، والإضافي، والتشكيل. لكل فئة ملف تعريف مميز للعيوب المتأصلة.
عيوب التصنيع الطرحي (التشغيل الآلي)
العمليات الطرحية، مثل الطحن باستخدام الحاسب الآلي (CNC) والخراطة، تخلق شكلاً نهائيًا عن طريق قطع المواد من كتلة صلبة (قالب أو قطعة فارغة).
هدر المواد
العيب الأكثر وضوحًا هو هدر المواد. رقائق المعدن التي يتم إزالتها أثناء التشغيل الآلي لها قيمة أقل بكثير من المخزون الخام، مما يمثل تكلفة مباشرة وكبيرة في كثير من الأحيان. وهذا مؤلم بشكل خاص عند العمل بمواد باهظة الثمن مثل التيتانيوم أو السبائك المتخصصة.
القيود الهندسية
تقتصر هندسة الجزء على الوصول المادي لأداة القطع. قد يكون إنشاء جيوب عميقة وضيقة أو ميزات داخلية معقدة (نتوءات سفلية) صعبًا أو مستحيلًا، مما يتطلب إعدادات متعددة أو آلات متخصصة تزيد التكلفة والوقت.
تآكل الأدوات ووقت الدورة
أدوات القطع هي مواد استهلاكية تتآكل وتتكسر، مما يمثل تكلفة تشغيل مستمرة. علاوة على ذلك، يتطلب تحقيق دقة عالية أو ميزات معقدة غالبًا دورات تشغيل طويلة، مما قد يجعل التكلفة لكل جزء مرتفعة جدًا للإنتاج على نطاق واسع.
عيوب التصنيع الإضافي (الطباعة ثلاثية الأبعاد)
العمليات الإضافية، مثل التلبيد بالليزر المباشر للمعادن (DMLS) أو الذوبان بشعاع الإلكترون (EBM)، تبني الأجزاء طبقة تلو الأخرى من مسحوق معدني.
الخصائص المادية غير المتجانسة
نظرًا لأن الأجزاء تُبنى في طبقات، فإن خصائصها الميكانيكية يمكن أن تكون غير متجانسة - مما يعني أنها أقوى في مستوى X-Y مما هي عليه في المحور Z (اتجاه البناء). يمكن أن تكون هذه نقطة فشل حرجة ويجب أخذها في الاعتبار في التصميم الهندسي.
المعالجة اللاحقة المكثفة
الجزء المعدني "المطبوع" نادرًا ما يكون جزءًا نهائيًا. يتطلب عادةً خطوات معالجة لاحقة متعددة، بما في ذلك الإزالة من لوحة البناء، وإزالة الهياكل الداعمة، والمعالجة الحرارية لتخفيف الضغوط الداخلية، والتشغيل الآلي السطحي أو التلميع لتحقيق التفاوتات والتشطيب المطلوب. كل خطوة تضيف وقتًا وتكلفة.
التكلفة العالية والسرعة البطيئة للحجم
تعتمد تكلفة الجزء في التصنيع الإضافي للمعادن بشكل كبير على الحجم. وهذا يجعلها مثالية للنماذج الأولية لمرة واحدة ولكنها غير مجدية اقتصاديًا للإنتاج الضخم مقارنة بالطرق التشكيلية. كما أن عملية الطبقة تلو الأخرى بطيئة بطبيعتها.
عيوب التصنيع التشكيل (التشكيل والطرق)
العمليات التشكيلية، مثل التشكيل، والصب، والختم، تستخدم القوة أو الحرارة لتشكيل المعدن إلى شكل مرغوب دون إزالة المواد.
تكاليف الأدوات الأولية الباهظة
هذا هو الحاجز الأكبر. إن إنشاء قوالب الفولاذ المقوى للتشكيل أو القوالب للصب مكلف للغاية ويستغرق وقتًا طويلاً. لا يمكن تبرير هذه التكاليف الأولية المرتفعة إلا عن طريق استهلاكها على أحجام إنتاج عالية جدًا (آلاف أو ملايين الأجزاء).
عدم مرونة التصميم
بمجرد إنشاء القالب أو القالب، يصبح إجراء تغييرات في التصميم صعبًا ومكلفًا للغاية، إن لم يكن مستحيلًا. وهذا يجعل العمليات التشكيلية غير مناسبة تمامًا للنماذج الأولية أو التصميم التكراري حيث قد تتغير المتطلبات.
عيوب خاصة بالعملية
لكل عملية تشكيل مجموعة فريدة من العيوب المحتملة. الصب عرضة للمسامية (فقاعات الغاز المحاصرة) والانكماش، بينما يمكن أن يعاني التشكيل من عدم اكتمال ملء القالب أو التقشر السطحي غير المرغوب فيه. تتطلب هذه العيوب تحكمًا صارمًا في العملية للتخفيف منها.
فهم المفاضلات الأساسية
اختيار الطريقة هو توازن بين ثلاثة عوامل متنافسة: التكلفة، والتعقيد، والأداء.
التكلفة مقابل الحجم
تتميز العمليات التشكيلية بتكلفة أولية ضخمة ولكنها الأقل تكلفة لكل جزء عند الحجم الكبير. تتميز العمليات الإضافية بتكلفة أولية منخفضة جدًا ولكنها تكلفة عالية وثابتة لكل جزء. يقع التشغيل الآلي الطرحي في المنتصف، مما يوفر توازنًا للإنتاج بكميات منخفضة إلى متوسطة.
السرعة مقابل التعقيد
يمكن للتصنيع الإضافي إنتاج أي هندسة يمكن تخيلها تقريبًا، لكن عملية البناء بطيئة. العمليات التشكيلية مثل الختم سريعة بشكل لا يصدق في الإنتاج ولكنها تقتصر على الأشكال البسيطة نسبيًا.
الأداء مقابل المرونة
ينتج التشكيل أجزاء ذات قوة فائقة بسبب تدفق الحبوب المتحكم فيه، ولكنه يوفر مرونة تصميمية صفرية بمجرد تصنيع الأدوات. يوفر التصنيع الإضافي مرونة تصميمية كاملة ولكنه يمكن أن يؤدي إلى خصائص مادية أضعف وغير متجانسة تتطلب إدارة دقيقة.
اختيار العملية المناسبة لتطبيقك
تبدأ الإجابة على سؤال "ما هي أفضل طريقة؟" بتحديد الأولوية الأكثر أهمية لمشروعك.
- إذا كان تركيزك الأساسي هو أقصى قوة ومتانة للمادة: غالبًا ما يكون التشكيل هو الخيار الأفضل للأجزاء التي يمكن تشكيلها، لأنه ينتج بنية حبيبية مثالية.
- إذا كان تركيزك الأساسي هو الهندسة المعقدة أو النماذج الأولية السريعة: التصنيع الإضافي هو الحل الذي لا مثيل له، مما يسمح بهندسة لا يمكن لأي طريقة أخرى إنتاجها.
- إذا كان تركيزك الأساسي هو الدقة العالية والتشطيب السطحي الجيد للكميات المنخفضة إلى المتوسطة: يظل التصنيع الطرحي (التشغيل الآلي باستخدام الحاسب الآلي) هو المعيار الصناعي.
- إذا كان تركيزك الأساسي هو أقل تكلفة ممكنة لكل جزء عند أحجام كبيرة جدًا: العمليات التشكيلية مثل الصب أو الختم هي الخيار الأكثر اقتصادية بلا منازع.
فهم هذه العيوب والمفاضلات المتأصلة هو الخطوة الأولى نحو اتخاذ قرار هندسي أمثل.
جدول الملخص:
| طريقة التصنيع | العيوب الأساسية | المفاضلات الرئيسية |
|---|---|---|
| الطرحي (مثل، التشغيل الآلي باستخدام الحاسب الآلي) | هدر كبير للمواد، قيود هندسية، تآكل الأدوات | التكلفة مقابل الدقة |
| الإضافي (مثل، الطباعة ثلاثية الأبعاد للمعادن) | خصائص غير متجانسة، معالجة لاحقة مكثفة، بطيء للحجم | التعقيد مقابل السرعة |
| التشكيل (مثل، التشكيل، الصب) | تكاليف أدوات أولية عالية، عدم مرونة التصميم، عيوب خاصة بالعملية | الأداء مقابل المرونة |
هل تواجه صعوبة في اختيار طريقة معالجة المعادن المناسبة لاحتياجات مختبرك المحددة؟ في KINTEK، نحن متخصصون في توفير معدات ومواد استهلاكية للمختبرات مصممة خصيصًا لمساعدتك في التنقل بين هذه المفاضلات الحاسمة. سواء كنت تحتاج إلى أدوات تشغيل دقيقة، أو أنظمة تصنيع إضافية متقدمة، أو معدات معالجة تشكيلية موثوقة، فإن خبيرنا هنا لضمان تحقيق أفضل خصائص للمواد، وفعالية التكلفة، والتعقيد الهندسي.
دع KINTEK يعزز قدرات مختبرك — اتصل بنا اليوم للحصول على استشارة شخصية!
دليل مرئي
المنتجات ذات الصلة
- قالب ضغط دائري ثنائي الاتجاه للمختبر
- تبخير شعاع الإلكترون طلاء الذهب التنغستن الموليبدينوم بوتقة للتبخير
- فرن تلدين الأسلاك الموليبدينوم بالتفريغ للمعالجة الحرارية بالتفريغ
- فرن صهر القوس لنظام الدوران بالصهر بالحث الفراغي
- آلة تكسير بلاستيك قوية
يسأل الناس أيضًا
- ما هي مزايا استخدام قوالب الجرافيت ثنائية الاتجاه في الضغط الساخن الفراغي للمركبات الفضية والماس؟
- ما هي الوظيفة الأساسية للضغط بالقالب لمساحيق LAGP؟ تحقيق إلكتروليتات صلبة عالية الأداء
- لماذا هناك حاجة لقوالب الضغط ذات الجدران الداخلية من الراتنج غير الموصل لاختبار البطاريات؟ ضمان دقة البيانات
- ما هو قالب الضغط المستخدم لـ؟ تحقيق الدقة والكفاءة المتكررة
- ما هو الغرض من أجهزة الضغط المتخصصة في بطاريات الكبريتيد ذات الحالة الصلبة؟ ضمان الاستقرار الكيميائي الميكانيكي















