في جوهرها، المعالجة الحرارية باللحام بالنحاس هي عملية لربط المعادن عن طريق تسخينها في بيئة محكمة واستخدام معدن حشو ينصهر عند درجة حرارة أقل من المعادن الأساسية. يتم سحب هذا الحشو المنصهر إلى وصلة محكمة بواسطة الخاصية الشعرية، مما يخلق رابطة معدنية قوية ونظيفة ودائمة بمجرد أن تبرد وتتصلب. غالبًا ما تتم العملية في فراغ لضمان أعلى درجة من النقاء وسلامة الوصلة.
المبدأ الأساسي للحام بالنحاس ليس صهر المكونات التي يتم ربطها، بل صهر سبيكة حشو منفصلة تتدفق بينها. وهذا يخلق رابطة قوية دون تشويه أو المساس بسلامة المواد الأساسية.

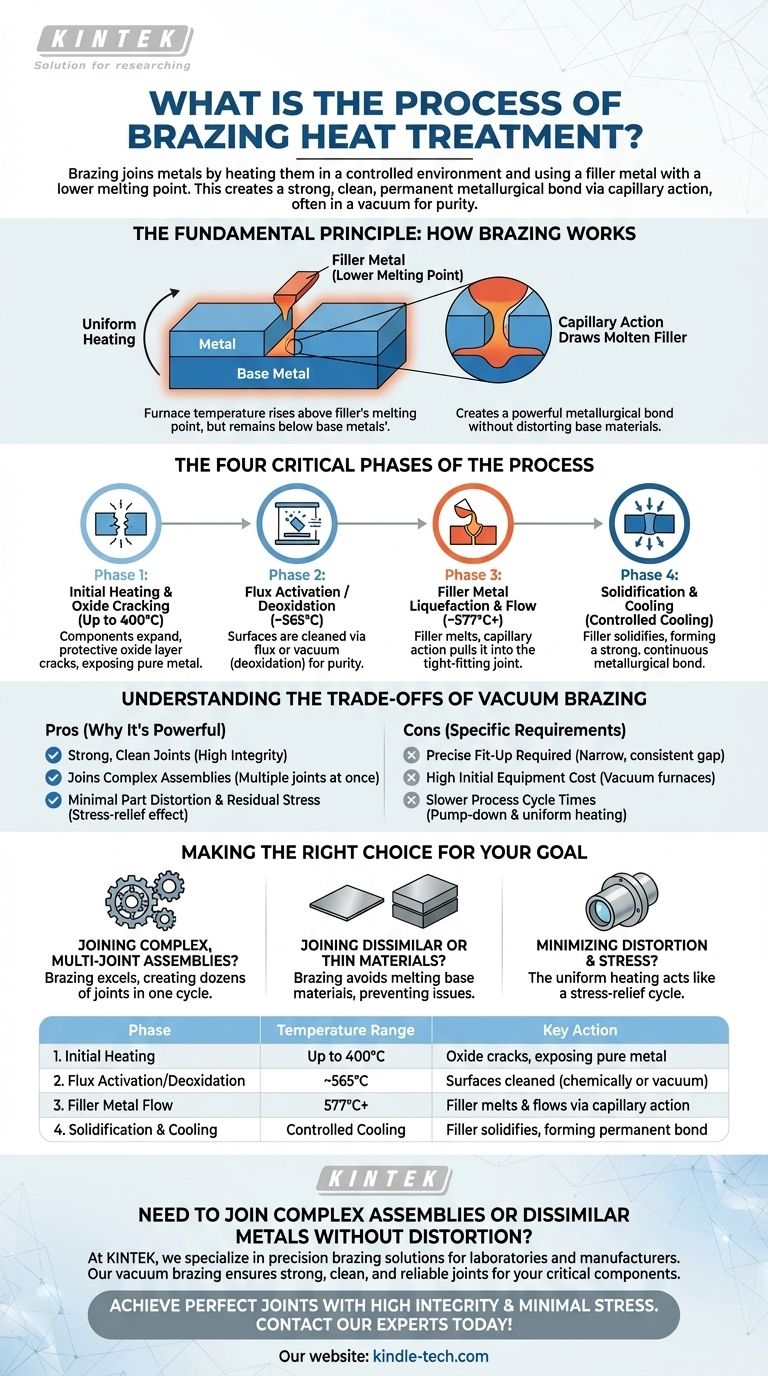
المبدأ الأساسي: كيف يعمل اللحام بالنحاس
يعمل اللحام بالنحاس على عدد قليل من المبادئ الأساسية التي تميزه عن اللحام بالصهر أو اللحام بالقصدير. فهم هذه الأساسيات أمر بالغ الأهمية لتقدير قيمته.
التسخين تحت نقطة انصهار المعدن الأساسي
يتم تسخين التجميع بأكمله - المكونات المراد ربطها ومعدن الحشو - بشكل موحد. المفتاح هو أن درجة حرارة الفرن ترتفع فوق نقطة انصهار معدن الحشو ولكنها تظل بأمان تحت نقطة انصهار المعادن الأساسية.
الدور الحاسم لمعدن الحشو
يتم اختيار سبيكة لحام بالنحاس متخصصة، أو معدن حشو، بناءً على المواد الأساسية. تم تصميم هذا الحشو لينصهر عند درجة حرارة دقيقة ومنخفضة عن الأجزاء التي يربطها.
الخاصية الشعرية هي المحرك
عندما ينصهر معدن الحشو، يصبح سائلًا ينجذب بشكل طبيعي إلى الفجوة الضيقة بين قطع العمل. تضمن هذه الظاهرة، المعروفة باسم الخاصية الشعرية، أن يتم ملء الوصلة بالكامل وبشكل موحد.
تشكيل رابطة معدنية
عندما يبرد التجميع، يتصلب معدن الحشو. لا يعمل كمادة لاصقة فحسب؛ بل ينتشر قليلاً في سطح المعادن الأساسية، مكونًا رابطة معدنية قوية ودائمة يمكن أن تكون غالبًا بنفس قوة المواد نفسها.
المراحل الأربع الحاسمة للعملية
بينما المبدأ بسيط، فإن التنفيذ هو عملية حرارية دقيقة ومتعددة المراحل. باستخدام لحام الألومنيوم بالنحاس كمثال شائع، يتم تحديد المراحل بوضوح بواسطة درجة الحرارة.
المرحلة 1: التسخين الأولي وتكسير الأكسيد (حتى 400 درجة مئوية)
عندما تسخن المكونات، تتمدد بمعدلات مختلفة. يتسبب هذا التمدد التفاضلي في تشقق وتكسر طبقة الأكسيد الهشة والواقية (مثل أكسيد الألومنيوم) على سطح المعدن، مما يكشف عن المعدن النقي تحته.
المرحلة 2: تنشيط التدفق أو إزالة الأكسدة (~565 درجة مئوية)
في اللحام التقليدي بالنحاس، يذوب تدفق كيميائي في هذه المرحلة لتنظيف الأسطح. في اللحام بالنحاس في الفراغ، هذه هي النقطة التي تعمل فيها درجة الحرارة العالية وبيئة الضغط المنخفض معًا لإزالة أكسدة المعادن وإزالة الملوثات دون أي مساعدة كيميائية.
المرحلة 3: تسييل وتدفق معدن الحشو (~577 درجة مئوية وما فوق)
هذا هو الحدث الرئيسي. تتجاوز درجة حرارة الفرن نقطة انصهار معدن الحشو، مما يتسبب في تحوله إلى سائل. على الفور، تسحب الخاصية الشعرية السبيكة المنصهرة إلى الوصلة المعدة بين قطع العمل.
المرحلة 4: التصلب والتبريد
بعد فترة زمنية محددة عند درجة حرارة اللحام بالنحاس لضمان التدفق الكامل، يتم تبريد التجميع بعناية. يتصلب معدن الحشو، مما يخلق وصلة اللحام بالنحاس النهائية النظيفة والمستمرة.
فهم المفاضلات في اللحام بالنحاس في الفراغ
بينما هو قوي، فإن اللحام بالنحاس في الفراغ ليس حلاً عالميًا. تعتمد فعاليته على فهم متطلباته وقيوده الخاصة.
متطلبات التناسب الدقيق
يعتمد اللحام بالنحاس كليًا على الخاصية الشعرية. هذا يعني أن الفجوة بين الأجزاء التي يتم ربطها يجب أن تكون صغيرة جدًا ومتسقة، غالبًا بضعة آلاف من البوصة. سيؤدي التناسب الضعيف إلى وصلة غير مكتملة أو ضعيفة.
تكلفة المعدات الأولية العالية
تمثل أفران الفراغ وأنظمة التحكم المرتبطة بها استثمارًا رأسماليًا كبيرًا. وهذا يجعل العملية أكثر ملاءمة للمكونات عالية القيمة أو الإنتاج بكميات كبيرة حيث يمكن استهلاك التكلفة.
أوقات دورة العملية أبطأ
إن الحاجة إلى الضخ إلى فراغ عميق، والتسخين بشكل موحد، والتبريد بطريقة محكمة تعني أن أوقات دورة اللحام بالنحاس أطول عادةً من العمليات مثل اللحام اليدوي.
اتخاذ الخيار الصحيح لهدفك
يعتمد اختيار عملية الربط الصحيحة كليًا على المتطلبات المحددة لتطبيقك.
- إذا كان تركيزك الأساسي هو ربط تجميعات معقدة ومتعددة الوصلات بنظافة: اللحام بالنحاس مثالي لأنه يمكن أن يخلق عشرات أو حتى مئات الوصلات في وقت واحد في دورة فرن واحدة.
- إذا كان تركيزك الأساسي هو ربط معادن مختلفة أو مواد رقيقة جدًا: يتفوق اللحام بالنحاس لأنه يتجنب صهر المواد الأساسية، مما يمنع المشكلات الشائعة التي تجعل لحام هذه المواد صعبًا أو مستحيلًا.
- إذا كان تركيزك الأساسي هو تقليل تشوه الأجزاء والإجهاد المتبقي: يعمل التسخين والتبريد الموحد لعملية اللحام بالنحاس كدورة تخفيف الإجهاد، مما ينتج عنه أجزاء نهائية مستقرة الأبعاد وخالية من الإجهاد.
في النهاية، اللحام بالنحاس هو عملية حرارية ومعدنية دقيقة يتم اختيارها عندما تكون سلامة الوصلة والنظافة والحفاظ على المواد أمرًا بالغ الأهمية.
جدول الملخص:
| المرحلة | نطاق درجة الحرارة | الإجراء الرئيسي |
|---|---|---|
| 1. التسخين الأولي | حتى 400 درجة مئوية | تتشقق طبقة الأكسيد، مما يكشف عن المعدن النقي |
| 2. تنشيط التدفق/إزالة الأكسدة | ~565 درجة مئوية | يتم تنظيف الأسطح (كيميائيًا أو عبر الفراغ) |
| 3. تدفق معدن الحشو | 577 درجة مئوية+ | ينصهر الحشو ويتدفق إلى الوصلة عبر الخاصية الشعرية |
| 4. التصلب والتبريد | تبريد محكم | يتصلب الحشو، مكونًا رابطة معدنية دائمة |
هل تحتاج إلى ربط تجميعات معقدة أو معادن مختلفة دون تشويه؟
في KINTEK، نحن متخصصون في حلول اللحام بالنحاس الدقيقة للمختبرات والمصنعين. تضمن خبرتنا في عمليات اللحام بالنحاس في الفراغ وصلات قوية ونظيفة وموثوقة لمكوناتك الأكثر أهمية. سواء كنت تعمل مع تجميعات معقدة متعددة الوصلات أو مواد رقيقة حساسة، فإن معداتنا ومستهلكاتنا المختبرية مصممة لتقديم نتائج فائقة.
دعنا نساعدك في تحقيق وصلات مثالية ذات تكامل عالٍ وأقل إجهاد. اتصل بخبرائنا في اللحام بالنحاس اليوم لمناقشة احتياجات تطبيقك المحددة!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- فرن معالجة حرارية بالفراغ من الجرافيت بدرجة حرارة 2200 درجة مئوية
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
- فرن معالجة حرارية بالفراغ من الموليبدينوم
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق



















