مصدر الحرارة للحام بالنحاس ليس طريقة واحدة، بل هو مجموعة من التقنيات التي يتم اختيارها بناءً على الاحتياجات المحددة للتطبيق. مصادر الحرارة الأكثر شيوعًا هي الشعلات التي تعمل بالوقود الغازي، والأفران ذات الجو المتحكم فيه، وملفات الحث عالية التردد، ولكل منها توازن فريد بين السرعة والدقة والتكلفة. تشمل الطرق المتخصصة الأخرى اللحام بالمقاومة، والغمس، والأشعة تحت الحمراء.
الفكرة الحاسمة هي أن اختيارك لمصدر الحرارة ليس مسألة تفضيل، بل هو قرار استراتيجي. الطريقة التي تختارها تحدد بشكل مباشر جودة المفصل النهائي، وسرعة الإنتاج، والتكلفة الإجمالية لعمليتك.

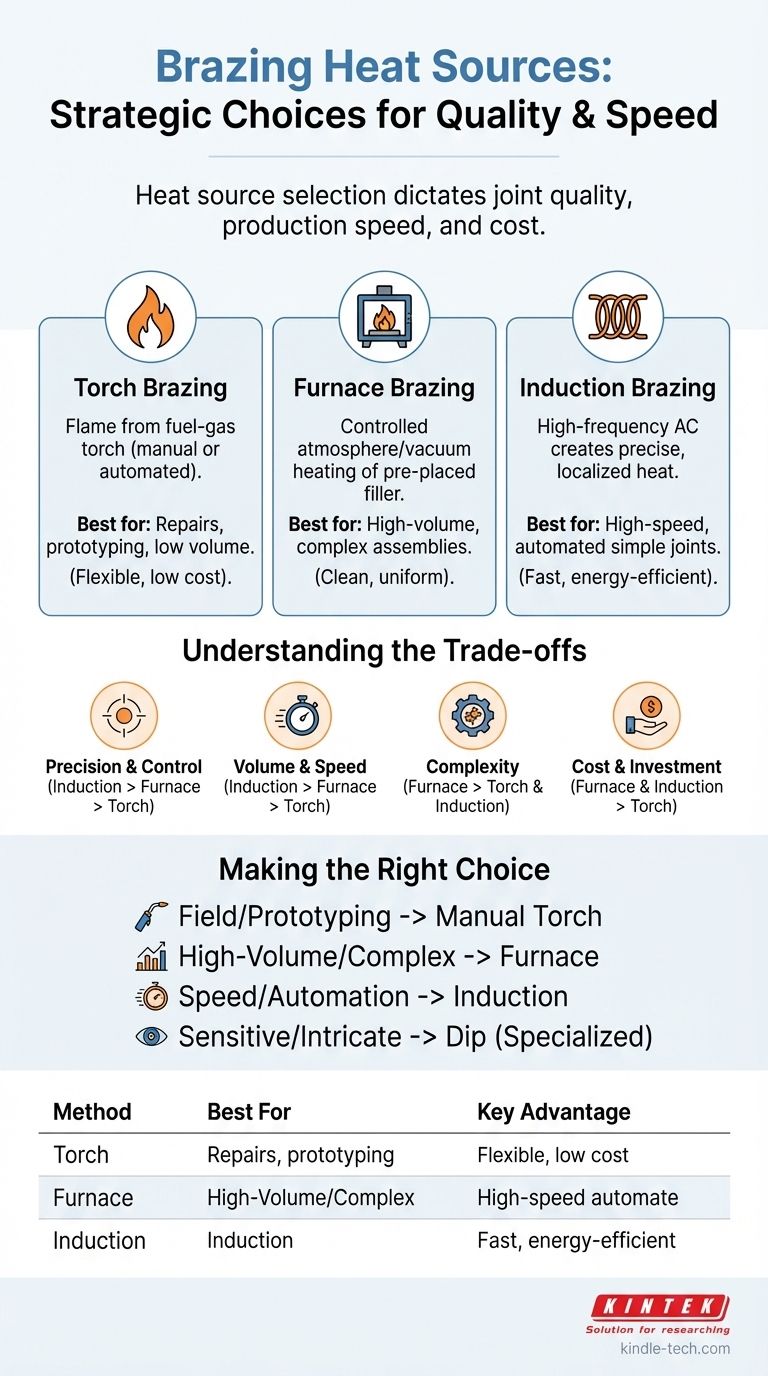
نظرة عامة على مصادر حرارة اللحام الشائعة
لكل طريقة تسخين خصائص مميزة تجعلها مناسبة لمواد مختلفة وتكوينات مفاصل وأحجام إنتاج مختلفة. فهم هذه الخصائص هو مفتاح لعملية لحام ناجحة.
اللحام بالشعلة (Torch Brazing)
اللحام بالشعلة هو الطريقة الأكثر شيوعًا وتنوعًا. يستخدم اللهب المنبعث من شعلة تعمل بالغاز (مثل الأكسجين والأسيتيلين، أو البروبان، أو الغاز الطبيعي) لتسخين الأجزاء وصهر معدن الحشو.
يمكن إجراء هذه الطريقة يدويًا بواسطة عامل ماهر، مما يجعلها مثالية للإصلاحات والنماذج الأولية والإنتاج منخفض الحجم بسبب تكلفتها الأولية المنخفضة وقابليتها للنقل. يمكن أيضًا أتمتتها باستخدام شعلات ثابتة أو أذرع روبوتية للمهام المتكررة ذات الحجم الأكبر.
اللحام بالفرن (Furnace Brazing)
في اللحام بالفرن، يتم تجميع الأجزاء مع وضع معدن الحشو مسبقًا في المفصل. ثم يتم تسخين التجميع بأكمله إلى درجة حرارة اللحام داخل فرن.
تُجرى هذه العملية دائمًا تقريبًا في جو متحكم فيه (مثل النيتروجين أو الهيدروجين) أو فراغ لمنع الأكسدة. هذا يلغي في كثير من الأحيان الحاجة إلى التدفق (flux)، مما ينتج عنه مفاصل نظيفة وعالية الجودة بشكل استثنائي. إنها الطريقة المفضلة للإنتاج بكميات كبيرة والتجميعات المعقدة ذات المفاصل المتعددة.
اللحام بالحث (Induction Brazing)
يستخدم اللحام بالحث تيارًا مترددًا عالي التردد يمر عبر ملف نحاسي. يخلق هذا مجالًا مغناطيسيًا يحث تيارًا كهربائيًا داخل الأجزاء المعدنية، مما يولد حرارة دقيقة وسريعة بالضبط حيثما تكون مطلوبة.
نظرًا لأن التسخين سريع وموضعي للغاية، فإن الحث فعال للغاية في استخدام الطاقة ومثالي للإنتاج الآلي عالي الحجم للمفاصل البسيطة والمتكررة. تصميم ملف الحث أمر بالغ الأهمية ويجب تصميمه خصيصًا ليناسب الهندسة المحددة للجزء.
طرق متخصصة أخرى
على الرغم من أنها أقل شيوعًا، إلا أن الطرق الأخرى تلبي احتياجات صناعية محددة.
اللحام بالغمس (Dip brazing) يتضمن غمر التجميع في حمام من ملح التدفق المنصهر أو معدن الحشو المنصهر، مما يضمن تسخينًا سريعًا وموحدًا. اللحام بالمقاومة (Resistance brazing) يستخدم أقطابًا كهربائية لتمرير تيار كهربائي عالٍ عبر التجميع، مما يولد حرارة عبر المقاومة الكهربائية الطبيعية للأجزاء.
فهم المقايضات
يتطلب اختيار مصدر الحرارة الموازنة بين أربعة عوامل حاسمة: التحكم، والحجم، والتعقيد، والتكلفة. يعد سوء فهم هذه المقايضات مصدرًا شائعًا لفشل اللحام.
الدقة والتحكم في الحرارة
يوفر اللحام بالحث أعلى مستوى من التحكم، حيث يوفر حرارة دقيقة وقابلة للتكرار لمنطقة صغيرة جدًا. يوفر اللحام بالفرن التسخين الأكثر اتساقًا عبر جزء كامل ومعقد.
يعتمد اللحام بالشعلة اليدوي بالكامل على مهارة المشغل وهو الأكثر عرضة للتسخين غير المتسق، أو التسخين الزائد، أو التسخين الناقص، مما قد يعرض سلامة المفصل للخطر.
حجم الإنتاج والسرعة
للحصول على أقصى سرعة في الإنتاج عالي الحجم، لا شيء يتفوق على اللحام بالحث، حيث يمكن أن تستغرق دورات التسخين ثوانٍ. اللحام بالفرن ممتاز أيضًا للأحجام الكبيرة، حيث يمكن معالجة العديد من الأجزاء في وقت واحد في دفعة واحدة.
اللحام بالشعلة أبطأ بشكل عام ومناسب بشكل أفضل للوظائف الفردية أو الأعمال منخفضة الحجم حيث يكون وقت الإعداد للطرق الأخرى غير عملي.
تعقيد المفصل والمادة
يتفوق اللحام بالفرن في التجميعات المعقدة التي تحتوي على مفاصل متعددة أو غير قابلة للوصول إليها، حيث يتم تسخين الجزء بأكمله بشكل موحد. كما أنه مثالي للمواد الحساسة للغاية للإجهاد الحراري الموضعي.
اللحام بالشعلة والحث هما الأفضل للمفاصل البسيطة التي يسهل الوصول إليها حيث يمكن تطبيق الحرارة مباشرة.
التكلفة والاستثمار الأولي
يتمتع اللحام بالشعلة بأدنى تكلفة أولية للمعدات، مما يجعله متاحًا لأي عملية تقريبًا.
تمثل أنظمة الفرن والحث استثمارًا رأسماليًا كبيرًا. يتم تبرير تكلفتها من خلال الإنتاجية العالية، وانخفاض العمالة، والجودة الفائقة التي توفرها في بيئات الإنتاج الصعبة.
اتخاذ الخيار الصحيح لتطبيقك
يتطلب اختيار مصدر الحرارة قرارًا تقنيًا يجب أن يسترشد بأهداف مشروعك.
- إذا كان تركيزك الأساسي هو الإصلاح الميداني، أو النماذج الأولية، أو العمل منخفض الحجم: يوفر اللحام بالشعلة اليدوي أفضل مزيج من قابلية النقل والمرونة والتكلفة الأولية المنخفضة.
- إذا كان تركيزك الأساسي هو الإنتاج عالي الحجم للأجزاء المعقدة: يوفر اللحام بالفرن جودة مفصل واتساقًا ونظافة لا مثيل لهما على نطاق واسع.
- إذا كان تركيزك الأساسي هو السرعة والأتمتة للمفاصل البسيطة والمتكررة: يوفر اللحام بالحث سرعة ودقة وكفاءة طاقة استثنائيتين للإنتاج الضخم.
- إذا كنت تعمل مع تجميعات ألومنيوم حساسة أو معقدة: قد يكون اللحام بالغمس هو الطريقة الأكثر فعالية لضمان نقل حرارة كامل وموحد.
في نهاية المطاف، يعد فهم كيفية تفاعل كل مصدر حرارة مع موادك وأهدافك الإنتاجية هو الأساس لإنشاء مفاصل ملحومة قوية وموثوقة باستمرار.
جدول الملخص:
| طريقة اللحام | الأفضل لـ | الميزة الرئيسية |
|---|---|---|
| اللحام بالشعلة | الإصلاحات، النماذج الأولية، الحجم المنخفض | تكلفة منخفضة، مرونة عالية |
| اللحام بالفرن | الحجم الكبير، التجميعات المعقدة | جودة المفصل واتساقه الفائقة |
| اللحام بالحث | الإنتاج عالي السرعة والآلي | تسخين دقيق وموضعي وفعال للطاقة |
هل أنت غير متأكد من مصدر حرارة اللحام المناسب لتطبيقك؟ يمكن لخبراء KINTEK المساعدة. نحن متخصصون في توفير معدات المختبر والمواد الاستهلاكية المثالية لتحديات اللحام وربط المواد المحددة لديك.
سواء كنت بحاجة إلى فرن قوي للإنتاج بكميات كبيرة أو أدوات دقيقة للبحث والتطوير، فلدينا الحلول لتعزيز كفاءة عمليتك وجودة المفصل.
اتصل بفريقنا الفني اليوم للحصول على استشارة شخصية واكتشف كيف يمكن لـ KINTEK دعم نجاح مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن معالجة حرارية بالفراغ من الجرافيت بدرجة حرارة 2200 درجة مئوية
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
يسأل الناس أيضًا
- ما هي عملية الفرن الفراغي؟ تحقيق النقاء والدقة في المعالجة ذات درجات الحرارة العالية
- ما هو أحد الأسباب التي تجعل اللحام بالنحاس (Brazing) مفضلاً على طرق الوصل الأخرى؟ وصل المواد المتباينة دون صهرها
- هل يعمل اللحام بالنحاس الأصفر (Brazing) على الحديد الزهر؟ طريقة منخفضة المخاطر لإصلاح المسبوكات المعقدة
- ما هو الفرن الفراغي (فراغ) المستخدم فيه؟ أطلق العنان للنقاء في المعالجة بدرجات الحرارة العالية
- ما هو أفضل استخدام للّحام بالنحاس؟ ربط المعادن غير المتشابهة والتجميعات المعقدة



















