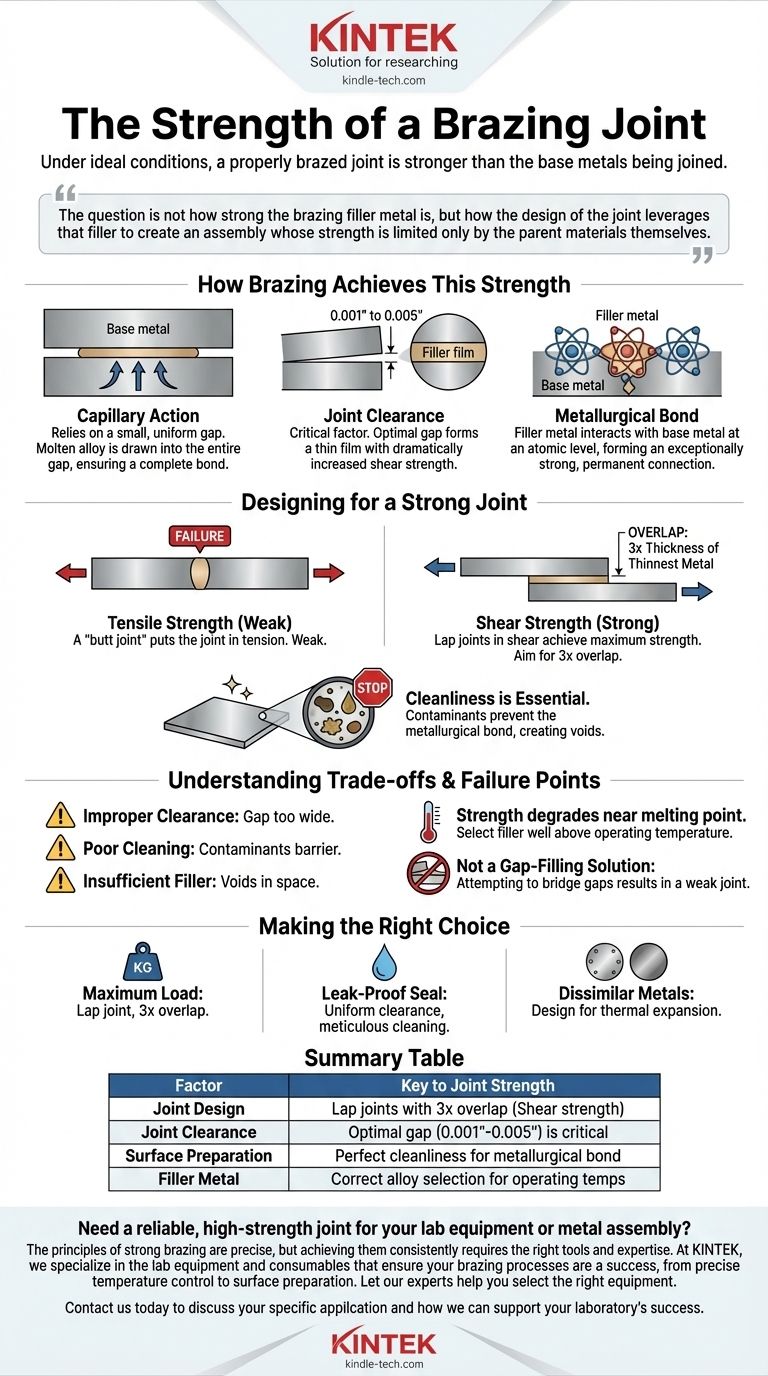
في الظروف المثالية، تكون وصلة اللحام بالنحاس المصممة بشكل صحيح أقوى من المعادن الأساسية التي يتم ربطها. هذا يعني أنه إذا تعرض التجميع لضغط كافٍ لإحداث فشل، فإن المعدن الأساسي نفسه سينكسر قبل أن تنكسر الوصلة. القوة ليست متأصلة في معدن الحشو وحده ولكنها نتيجة للتصميم والإجراء الصحيحين.
السؤال ليس عن مدى قوة معدن حشو اللحام بالنحاس، ولكن كيف يستفيد تصميم الوصلة من هذا الحشو لإنشاء تجميع تكون قوته محدودة فقط بالمواد الأصلية نفسها.

كيف يحقق اللحام بالنحاس هذه القوة
تأتي القوة الملحوظة لوصلة اللحام بالنحاس من مزيج من المبادئ المعدنية والتصميم الميكانيكي. إنها ليست مجرد مسألة لصق قطعتين من المعدن معًا.
دور الخاصية الشعرية
تعتمد وصلة اللحام بالنحاس على فجوة صغيرة جدًا وموحدة بين جزئي المعدن الأساسي. عندما يتم إدخال معدن الحشو، تسحب الخاصية الشعرية السبيكة المنصهرة إلى هذه الفجوة بأكملها، مما يضمن رابطًا كاملاً ومتسقًا عبر الأسطح المتزاوجة.
مبدأ خلوص الوصلة
المسافة بين الأجزاء التي يتم ربطها، والمعروفة باسم خلوص الوصلة، هي العامل الأكثر أهمية في تحديد القوة. إذا كانت الفجوة واسعة جدًا، فستقتصر قوة الوصلة على القوة المتأصلة لمعدن الحشو، وهو أضعف بكثير من المعدن الأساسي.
إذا كانت الفجوة ضمن النطاق الأمثل (عادة من 0.001 بوصة إلى 0.005 بوصة)، يشكل معدن الحشو طبقة رقيقة ترتبط معدنيًا بالسطحين. هذا التكوين يقيد معدن الحشو، مما يزيد بشكل كبير من مقاومته للقص.
إنشاء رابطة معدنية
يخلق اللحام بالنحاس رابطة معدنية حقيقية. لا يلتصق معدن الحشو بالمعدن الأساسي فحسب؛ بل يتفاعل معه على المستوى الذري. يذيب كمية مجهرية من المعدن الأساسي، مكونًا اتصالًا قويًا ودائمًا بشكل استثنائي عندما يبرد ويتصلب.
التصميم من أجل وصلة قوية
التأكيد على أن وصلة اللحام بالنحاس أقوى من المعدن الأصلي يعتمد كليًا على التصميم الصحيح. ستكون الوصلة المصممة بشكل سيء دائمًا نقطة فشل.
قوة القص على قوة الشد
تتمتع وصلات اللحام بالنحاس بقوة استثنائية في القص وضعف نسبي في الشد. "وصلة التناكبي" (butt joint) (السحب المباشر بعيدًا) تضع الوصلة تحت الشد. "وصلة التراكبي" (lap joint) (حيث تتداخل الأسطح) تضع الوصلة تحت القص.
لتحقيق أقصى قوة، يجب دائمًا تصميم الوصلات كوصلات تراكبية. القاعدة الجيدة هي إنشاء تداخل لا يقل عن ثلاثة أضعاف سمك أرق معدن يتم ربطه. وهذا يضمن أن القوة الكلية للمنطقة الملحومة بالنحاس تتجاوز قوة المعدن الأساسي.
أهمية النظافة
يمكن أن تتشكل الرابطة المعدنية فقط على سطح نظيف تمامًا. أي ملوثات - مثل الزيوت أو الشحوم أو الأكاسيد - ستعمل كحاجز، مما يمنع معدن الحشو من الارتباط بالمعدن الأساسي. سيؤدي ذلك إلى إنشاء فراغات ويقلل بشكل كبير من قوة وسلامة الوصلة.
فهم المقايضات ونقاط الفشل
على الرغم من فعاليته المذهلة، فإن اللحام بالنحاس له شروط محددة يجب احترامها لتحقيق نتيجة ناجحة. فهم سبب فشل الوصلة هو المفتاح لمنعها.
الأسباب الشائعة لفشل الوصلة
عندما تفشل وصلة اللحام بالنحاس عند الوصلة، يكون ذلك دائمًا تقريبًا بسبب انتهاك الإجراء الصحيح. الأسباب الرئيسية هي:
- خلوص الوصلة غير الصحيح: الفجوة الواسعة جدًا تمنع معدن الحشو من تحقيق أقصى قوته.
- التنظيف السيئ: الملوثات تمنع تكوين رابطة معدنية.
- نقص معدن الحشو: لم يتم استخدام ما يكفي من الحشو لملء الفراغ الشعري بالكامل.
قيود درجة الحرارة
تتدهور قوة وصلة اللحام بالنحاس مع اقتراب درجة حرارة الخدمة من نقطة انصهار سبيكة الحشو. يجب عليك اختيار معدن حشو بدرجة حرارة انصهار أعلى بكثير من درجة حرارة التشغيل المقصودة للتجميع.
ليس حلاً لملء الفجوات
على عكس اللحام، لا يمكن استخدام اللحام بالنحاس لملء الفجوات الكبيرة أو غير المتناسقة. تعتمد العملية كليًا على مبدأ الخاصية الشعرية داخل مساحة ضيقة وموحدة. ستؤدي محاولة سد الفجوات إلى وصلة ضعيفة بقوة سبيكة الحشو المصبوبة فقط.
اتخاذ الخيار الصحيح لهدفك
يتطلب تحقيق وصلة أقوى من المعدن الأصلي تصميم الوصلة خصيصًا لعملية اللحام بالنحاس.
- إذا كان تركيزك الأساسي هو أقصى قدرة تحمل للحمل: صمم وصلة تراكبية بتداخل لا يقل عن 3 أضعاف سمك العنصر الأرق لضمان حدوث الفشل في المعدن الأساسي، وليس الوصلة.
- إذا كان تركيزك الأساسي هو إنشاء ختم مانع للتسرب: أعط الأولوية لخلوص وصلة موحد وتنظيف دقيق لضمان ملء شعري كامل بدون فراغات.
- إذا كان تركيزك الأساسي هو ربط معادن مختلفة: اللحام بالنحاس هو خيار مثالي، ولكن يجب عليك تصميم الوصلة لاستيعاب معدلات مختلفة للتمدد الحراري لتجنب الإجهاد أثناء دورة التسخين والتبريد.
من خلال التركيز على تصميم دقيق للوصلة، يمكنك إنشاء تجميع ملحوم بالنحاس بشكل موثوق حيث تكون الوصلة هي الجزء الأقوى من الهيكل.
جدول الملخص:
| العامل | مفتاح قوة الوصلة |
|---|---|
| تصميم الوصلة | وصلات التراكب بتداخل 3x هي الأقوى (قوة القص). |
| خلوص الوصلة | الفجوة المثلى (0.001"-0.005") حاسمة للخاصية الشعرية. |
| تحضير السطح | النظافة التامة ضرورية للرابطة المعدنية. |
| معدن الحشو | الاختيار الصحيح للسبيكة يضمن القوة عند درجات حرارة التشغيل. |
هل تحتاج إلى وصلة موثوقة وعالية القوة لمعدات المختبر أو تجميع المعادن الخاص بك؟
مبادئ اللحام بالنحاس القوي دقيقة، ولكن تحقيقها باستمرار يتطلب الأدوات والخبرة المناسبة. في KINTEK، نحن متخصصون في معدات المختبرات والمواد الاستهلاكية التي تضمن نجاح عمليات اللحام بالنحاس الخاصة بك، من التحكم الدقيق في درجة الحرارة إلى تحضير السطح.
دع خبرائنا يساعدونك في اختيار المعدات المناسبة لتحقيق وصلات أقوى من المعدن الأصلي. اتصل بنا اليوم لمناقشة تطبيقك المحدد وكيف يمكننا دعم نجاح مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- فرن معالجة حرارية بالفراغ مع بطانة من ألياف السيراميك
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن أنبوبي من الكوارتز عالي الضغط للمختبر
يسأل الناس أيضًا
- ما هي عملية التلبيد بالكبس الحراري؟ تحقيق كثافة فائقة للمواد عالية الأداء
- ما هو التلبيد بمساعدة الضغط؟ تحقيق مواد أكثر كثافة وأقوى بشكل أسرع
- ما هي طريقة الكبس الحراري للتلبيد؟ دليل لتصنيع المواد عالية الكثافة
- ما هي الوظيفة الرئيسية لتشكيل الكبس الحراري؟ تحقيق قوة ودقة فائقتين في التصنيع
- ما هو التلبيد بالضغط الساخن في الفراغ؟ تحقيق أقصى كثافة ونقاء في المواد المتقدمة



















