في لحام الألومنيوم بالنحاس، تحدث العملية الحرجة في نطاق درجة حرارة دقيق بين 577 درجة مئوية و 600 درجة مئوية (1071 درجة فهرنهايت و 1112 درجة فهرنهايت). عند هذه الدرجة، يذوب معدن الحشو ويتحرك إلى المفصل، بينما يبقى المعدن الأساسي صلبًا. يجب أن تتم هذه العملية بأكملها في غلاف جوي خاضع للرقابة وخالٍ من الأكسجين لكي تنجح.
يكمن مفتاح فهم درجة حرارة اللحام بالنحاس في رؤيتها ليس كرقم واحد، بل كذروة دورة حرارية مُدارة بعناية. تخدم كل مرحلة من مراحل التسخين والتبريد غرضًا مميزًا، ويعتمد النجاح على التحكم في التفاعل بين درجة الحرارة والوقت والغلاف الجوي.

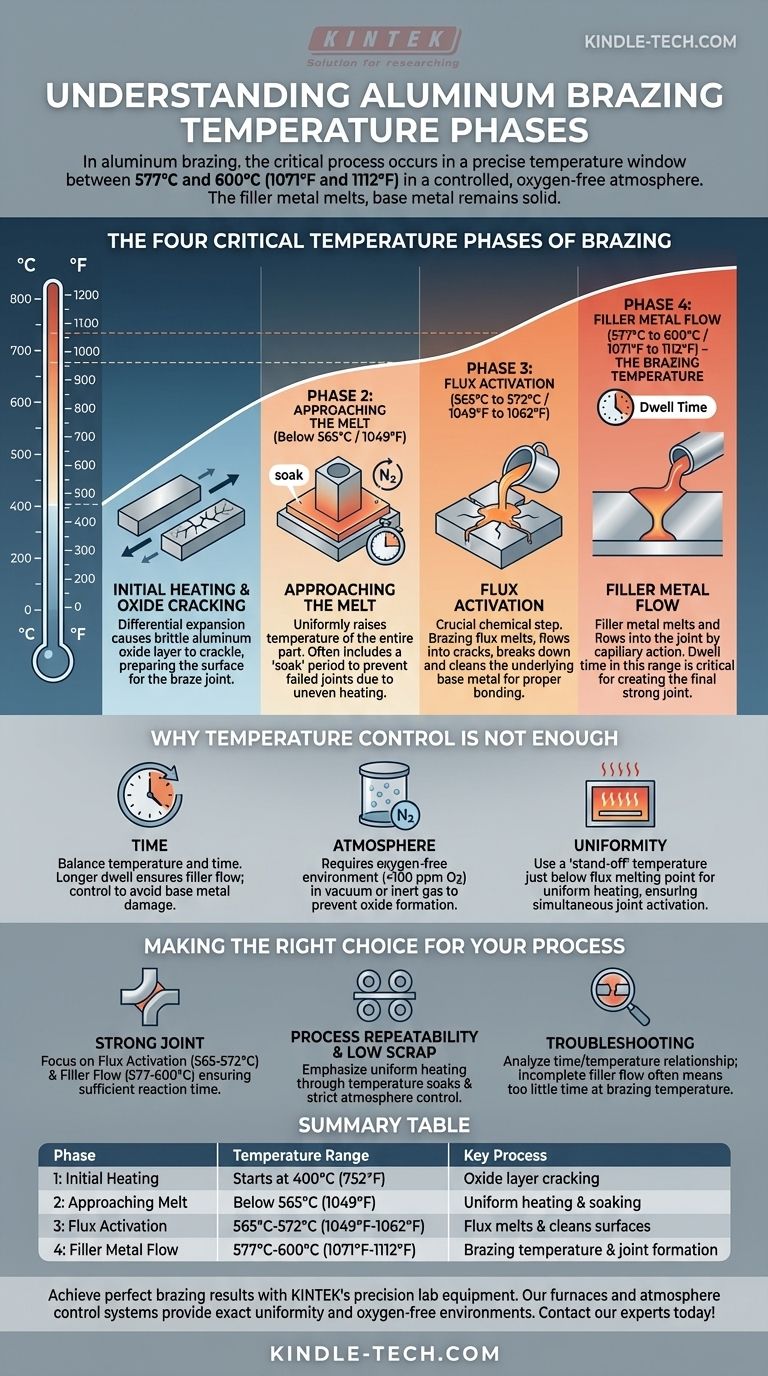
مراحل درجة الحرارة الأربع الحرجة للحام بالنحاس
اللحام بالنحاس ليس مجرد تسخين قطعة حتى يتدفق المعدن. إنها عملية منظمة تحدث فيها تغيرات كيميائية وفيزيائية محددة في نطاقات درجات حرارة محددة. بالنسبة لدورة لحام الألومنيوم بالنحاس النموذجية، تنقسم هذه العملية إلى أربع مراحل.
المرحلة 1: التسخين الأولي وتكسير الأكسيد (تبدأ عند 400 درجة مئوية / 752 درجة فهرنهايت)
عندما يتم تسخين التجميع، تتمدد المعادن المختلفة - المادة الأساسية ومعدن الحشو - بمعدلات مختلفة. يتسبب هذا التمدد التفاضلي في تكسر وتشقق طبقة أكسيد الألومنيوم الطبيعية الهشة الموجودة على السطح.
هذا التكسير الأولي هو الخطوة الأولى في إعداد السطح لمفصل اللحام بالنحاس.
المرحلة 2: الاقتراب من الانصهار (أقل من 565 درجة مئوية / 1049 درجة فهرنهايت)
خلال مرحلة التسخين هذه، تظل جميع مكونات التجميع في شكلها الصلب. الهدف الأساسي هنا هو رفع درجة حرارة الجزء بأكمله بشكل موحد، وغالبًا ما يتم ذلك من خلال فترة "نقع" لضمان توزيع متساوٍ للحرارة.
يمنع النقع المناسب منطقة ما من الوصول إلى درجة حرارة اللحام بالنحاس قبل منطقة أخرى، مما قد يؤدي إلى فشل المفصل.
المرحلة 3: تنشيط التدفق (565 درجة مئوية إلى 572 درجة مئوية / 1049 درجة فهرنهايت إلى 1062 درجة فهرنهايت)
هذه خطوة كيميائية حاسمة. في نطاق درجة الحرارة الضيق هذا، يذوب التدفق المستخدم في اللحام بالنحاس. يتدفق التدفق السائل إلى الشقوق في طبقة الأكسيد، مما يؤدي إلى تكسيرها وتنظيف المعدن الأساسي الموجود تحتها.
بدون هذه الخطوة، لا يمكن لمعدن الحشو أن "يبلل" أو يرتبط بشكل صحيح بالمعدن الأساسي، مما يؤدي إلى مفصل ضعيف أو غير موجود.
المرحلة 4: تدفق معدن الحشو (577 درجة مئوية إلى 600 درجة مئوية / 1071 درجة فهرنهايت إلى 1112 درجة فهرنهايت)
هذه هي درجة حرارة اللحام بالنحاس. يصبح معدن الحشو، الذي له نقطة انصهار أقل من المعدن الأساسي، سائلاً. تسحب الخاصية الشعرية معدن الحشو المنصهر إلى الفجوة بين الأجزاء، مما يخلق المفصل الملحوم النهائي والقوي.
الوقت الذي يتم قضاؤه في نطاق درجة الحرارة هذا، والمعروف باسم وقت المكوث، هو معلمة عملية حاسمة.
لماذا التحكم في درجة الحرارة لا يكفي
يعد الوصول إلى درجة الحرارة الصحيحة أمرًا ضروريًا، ولكنه مجرد جزء واحد من لغز أكبر. تتقن عمليات اللحام بالنحاس الأكثر نجاحًا العلاقة بين درجة الحرارة والمتغيرات الرئيسية الأخرى.
دور الوقت
التوازن بين درجة الحرارة والوقت أمر بالغ الأهمية. يمكن أن يساعد وقت المكوث الأطول عند درجة حرارة اللحام بالنحاس القصوى في ضمان تدفق معدن الحشو بالكامل، مما يقلل من الأجزاء الخردة المحتملة.
ومع ذلك، يجب التحكم في ذلك بعناية لتجنب إتلاف المعادن الأساسية.
أهمية الغلاف الجوي
يتطلب اللحام بالنحاس بيئة خالية من الأكسجين. يشكل الأكسجين بسرعة أكاسيد على أسطح المعادن الساخنة، مما يمنع معدن الحشو من الترابط. يجب إجراء العملية في فراغ أو غلاف جوي متحكم فيه من غاز خامل مثل النيتروجين النقي، مع مستويات منخفضة للغاية من الأكسجين (<100 جزء في المليون) والرطوبة.
الحاجة إلى التوحيد
غالبًا ما يتم استخدام درجة حرارة "وقوف" أو "نقع" أقل بقليل من نقطة انصهار التدفق. يتيح الإمساك بالتجميع عند درجة الحرارة هذه للجزء بأكمله، بغض النظر عن سمكه أو شكله، الوصول إلى درجة حرارة موحدة.
يضمن هذا أنه عند حدوث التسخين النهائي إلى درجة حرارة اللحام بالنحاس، يتم تنشيط المفصل بالكامل وتدفقه في نفس الوقت.
اتخاذ القرار الصحيح لعمليتك
يجب أن يملي هدفك النهائي نهجك في التحكم في درجة الحرارة، سواء كان ذلك لزيادة قوة المفصل إلى أقصى حد أو ضمان اتساق العملية.
- إذا كان تركيزك الأساسي هو مفصل قوي وكامل: انتبه جيدًا لمراحل تنشيط التدفق (565-572 درجة مئوية) وتدفق معدن الحشو (577-600 درجة مئوية)، مع ضمان وقت كافٍ لإكمال كل تفاعل.
- إذا كان تركيزك الأساسي هو تكرار العملية والخردة المنخفضة: ركز على التسخين الموحد من خلال نقع درجات الحرارة والحفاظ على سيطرة صارمة على غلاف الفرن أو مستوى الفراغ.
- إذا كنت تستكشف أخطاء المفاصل الفاشلة: قم بتحليل العلاقة بين إعدادات الوقت ودرجة الحرارة، حيث غالبًا ما يكون تدفق الحشو غير المكتمل ناتجًا عن وقت قليل جدًا عند درجة حرارة اللحام بالنحاس الصحيحة.
في نهاية المطاف، إتقان اللحام بالنحاس يدور حول إتقان الملف الحراري بأكمله، وليس مجرد قيمة درجة حرارة واحدة.
جدول الملخص:
| المرحلة | نطاق درجة الحرارة | العملية الرئيسية |
|---|---|---|
| 1: التسخين الأولي | تبدأ عند 400 درجة مئوية (752 درجة فهرنهايت) | تكسير طبقة الأكسيد |
| 2: الاقتراب من الانصهار | أقل من 565 درجة مئوية (1049 درجة فهرنهايت) | التسخين الموحد والنقع |
| 3: تنشيط التدفق | 565 درجة مئوية - 572 درجة مئوية (1049 درجة فهرنهايت - 1062 درجة فهرنهايت) | ذوبان التدفق وتنظيف الأسطح |
| 4: تدفق معدن الحشو | 577 درجة مئوية - 600 درجة مئوية (1071 درجة فهرنهايت - 1112 درجة فهرنهايت) | درجة حرارة اللحام بالنحاس وتكوين المفصل |
حقق نتائج لحام بالنحاس مثالية مع معدات مختبر KINTEK الدقيقة. توفر أفراننا الصناعية وأنظمة التحكم في الغلاف الجوي التجانس الدقيق لدرجة الحرارة والبيئة الخالية من الأكسجين المطلوبة لدورات لحام الألومنيوم بالنحاس الخالية من العيوب. سواء كنت تركز على قوة المفصل أو تكرار العملية، تتخصص KINTEK في المعدات المخبرية والمواد الاستهلاكية التي تلبي الاحتياجات الأكثر تطلبًا لمعالجة الحرارة في مختبرك.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا تحسين عملية اللحام بالنحاس الخاصة بك!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة



















