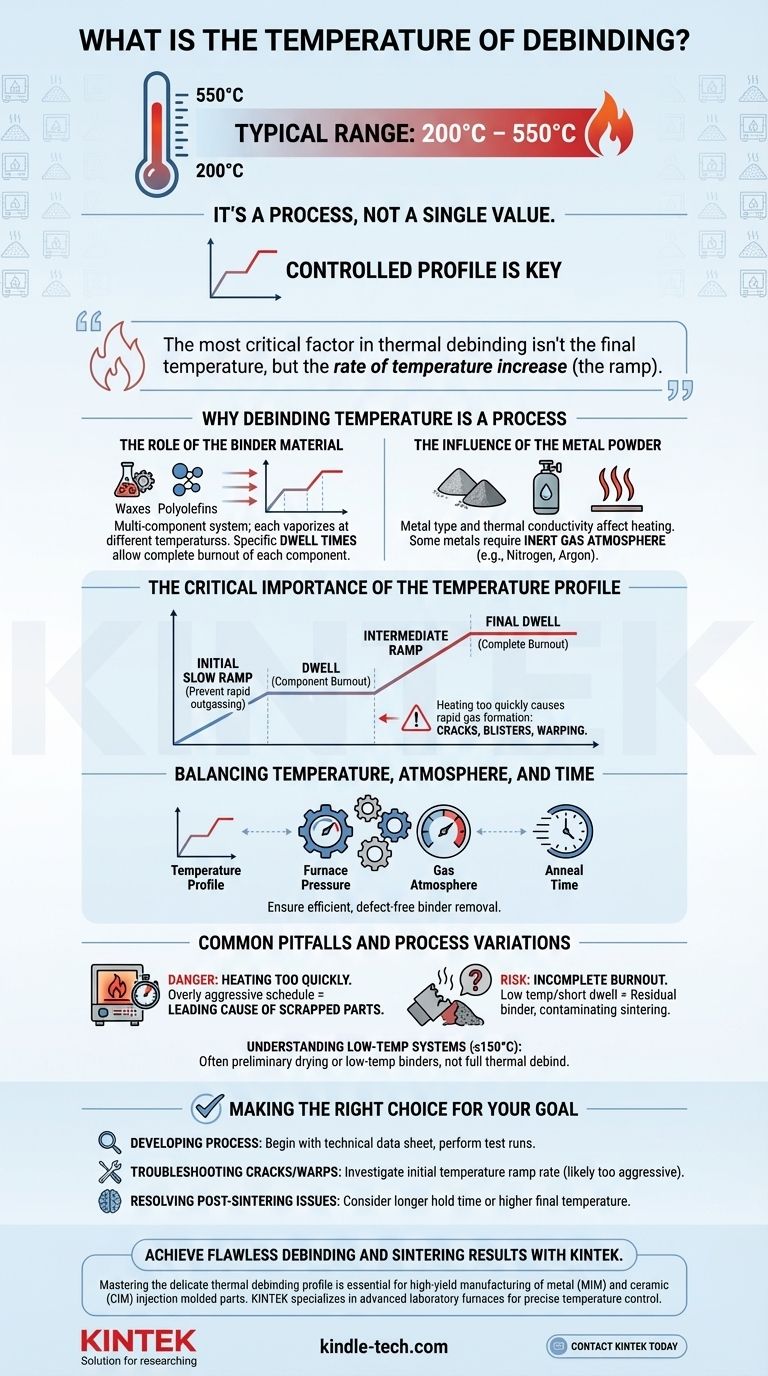
بشكل دقيق، درجة حرارة إزالة المادة الرابطة حرارياً ليست قيمة واحدة بل هي ملف تعريف يتم التحكم فيه بعناية ويعمل عادةً بين 200 درجة مئوية و 550 درجة مئوية. يتم تحديد درجات الحرارة الدقيقة ومعدلات التسخين بالكامل بواسطة نظام المادة الرابطة البوليمرية المحدد المستخدم ونوع مسحوق المعدن في الجزء. الهدف هو إزالة المادة الرابطة ببطء وبشكل كامل دون إحداث عيوب.
العامل الأكثر أهمية في إزالة المادة الرابطة حرارياً ليس درجة الحرارة النهائية، بل هو معدل زيادة درجة الحرارة (الارتفاع). التسخين بسرعة كبيرة يسبب تكون غاز سريع يمكن أن يؤدي إلى تشقق أو تشوه أو تدمير الجزء قبل أن يصل إلى فرن التلبيد.

لماذا تعتبر درجة حرارة إزالة المادة الرابطة عملية وليست رقماً
فهم "لماذا" وراء نطاق درجة الحرارة أمر ضروري لإنتاج أجزاء عالية الجودة. العملية بأكملها هي توازن دقيق مصمم لإخلاء مادة المادة الرابطة بأمان من الجزء "الأخضر" الهش.
دور مادة المادة الرابطة
المادة الرابطة ليست مادة واحدة بل هي نظام متعدد المكونات، وغالباً ما تكون مزيجاً من البوليمرات مثل الشموع والبوليفينات. يتبخر كل مكون أو يتحلل حرارياً عند درجة حرارة مختلفة.
يجب برمجة الملف الحراري بـ أوقات تثبيت محددة عند نقاط مختلفة. هذا يسمح لمكون واحد من المادة الرابطة بالاحتراق بالكامل قبل أن ترتفع درجة الحرارة لمعالجة المكون التالي ذي درجة الحرارة الأعلى.
تأثير مسحوق المعدن
يمكن لمسحوق المعدن نفسه أن يؤثر على العملية أيضاً. بعض المعادن شديدة التأثر بالأكسدة، مما يتطلب أن تتم إزالة المادة الرابطة في جو غاز خامل محدد (مثل النيتروجين أو الأرجون).
علاوة على ذلك، تؤثر الموصلية الحرارية لمسحوق المعدن على كيفية انتقال الحرارة عبر الجزء، مما يؤثر على معدلات الارتفاع وأوقات التثبيت المطلوبة لضمان إزالة المادة الرابطة من اللب بنفس معدل السطح.
الأهمية الحاسمة للملف الحراري
تُعرف دورة إزالة المادة الرابطة الناجحة بملفها الحراري—التسلسل المبرمج لمعدلات التسخين والتثبيت. هذا الملف أهم بكثير من أي قراءة واحدة لدرجة الحرارة.
الارتفاع البطيء الأولي
بداية الدورة هي المرحلة الأكثر خطورة. الارتفاع البطيء الأولي أمر حاسم لمنع مكونات المادة الرابطة ذات درجة الحرارة المنخفضة من التحول إلى غاز بسرعة كبيرة.
يخلق هذا التغويز المفاجئ ضغطاً داخلياً هائلاً، مما يؤدي إلى أكثر عيوب إزالة المادة الرابطة شيوعاً: التشققات، والفقاعات، وتشوه الأجزاء.
الموازنة بين درجة الحرارة، والجو، والوقت
لا تعمل درجة الحرارة بمعزل عن غيرها. يجب موازنتها بعناية مع معلمات الفرن الأخرى.
يجب التحكم في عوامل مثل ضغط الفرن وتركيب جو الغاز جنباً إلى جنب مع الملف الحراري ووقت التلدين لضمان إزالة المادة الرابطة بكفاءة ودون التسبب في تفاعلات كيميائية غير مرغوب فيها.
المزالق الشائعة والاختلافات في العملية
يتطلب تحقيق إزالة مثالية للمادة الرابطة تجنب الأخطاء الشائعة وفهم أن الأنظمة ليست كلها متماثلة.
خطر التسخين بسرعة كبيرة
المأزق الرئيسي هو جدول تسخين مفرط العدوانية. هذا هو السبب الرئيسي للأجزاء التالفة. الرغبة في تقصير أوقات الدورة يمكن أن تكون مكلفة إذا أدت إلى مكونات متشققة أو مشوهة.
خطر الاحتراق غير الكامل
على العكس من ذلك، إذا كانت درجة الحرارة منخفضة جداً أو كانت أوقات التثبيت قصيرة جداً، فقد تبقى بعض مكونات المادة الرابطة ذات درجة الحرارة العالية في الجزء.
يمكن أن تلوث هذه المادة الرابطة المتبقية فرن التلبيد، والأهم من ذلك، يمكن أن تتغوز بعنف خلال مرحلة التلبيد الأكثر سخونة، مما يدمر الجزء عندما يكون الأوان قد فات للإصلاح.
فهم أنظمة درجات الحرارة المنخفضة
قد تصادف أنظمة تعمل عند درجات حرارة منخفضة، مثل 150 درجة مئوية كحد أقصى. هذه عادة لا تستخدم لإزالة كاملة للمادة الرابطة حرارياً.
بدلاً من ذلك، غالباً ما تستخدم لخطوة تجفيف أولية بعد عملية إزالة المادة الرابطة بالمذيبات، أو لأنظمة المادة الرابطة ذات المكونات ذات درجة الحرارة المنخفضة للغاية. إزالة كاملة للمادة الرابطة حرارياً لإزالة جميع المواد العضوية سيتطلب دائماً تقريباً درجات حرارة أعلى من 200 درجة مئوية.
اتخاذ القرار الصحيح لهدفك
لتحديد عمليتك، يجب عليك أولاً تحديد أولويتك. يجب تصميم ملف إزالة المادة الرابطة ليتناسب مع المادة الرابطة والمواد وهندسة الجزء المحددة لديك.
- إذا كان تركيزك الأساسي هو تطوير عملية جديدة: ابدأ بورقة البيانات الفنية من مورد المادة الرابطة أو المواد الأولية وقم بإجراء اختبارات على أجزاء غير حرجة.
- إذا كان تركيزك الأساسي هو استكشاف الأخطاء وإصلاح التشققات أو التشوهات: تحقق فوراً من معدل الارتفاع الأولي لدرجة الحرارة؛ فمن شبه المؤكد أنه مفرط العدوانية بالنسبة لهندسة الجزء أو سمكه.
- إذا كان تركيزك الأساسي هو حل مشكلات ما بعد التلبيد: ضع في اعتبارك احتمال عدم اكتمال احتراق المادة الرابطة، مما قد يتطلب وقتاً أطول للتثبيت أو درجة حرارة نهائية أعلى قليلاً في ملف إزالة المادة الرابطة لديك.
في النهاية، إتقان ملف إزالة المادة الرابطة الحراري هو المفتاح لتحقيق تصنيع متقدم ثابت وعالي الإنتاجية.
جدول الملخص:
| الجانب الرئيسي | الوصف |
|---|---|
| نطاق درجة الحرارة النموذجي | 200 درجة مئوية إلى 550 درجة مئوية |
| الهدف الأساسي | إزالة المادة الرابطة بالكامل دون إحداث عيوب (تشققات، تشوه). |
| العامل الأكثر أهمية | معدل زيادة درجة الحرارة (الارتفاع)، وليس درجة الحرارة النهائية. |
| التأثيرات الرئيسية | تركيب نظام المادة الرابطة ونوع مسحوق المعدن/السيراميك. |
| المأزق الشائع | التسخين بسرعة كبيرة، مما يسبب تكون غاز سريع وفشل الجزء. |
حقق نتائج مثالية في إزالة المادة الرابطة والتلبيد مع KINTEK.
يعد إتقان ملف إزالة المادة الرابطة الحراري الدقيق أمراً ضرورياً للتصنيع عالي الإنتاجية للأجزاء المقولبة بالحقن المعدنية (MIM) والسيراميكية (CIM). تتخصص KINTEK في أفران المختبرات المتقدمة والمواد الاستهلاكية المصممة للتحكم الدقيق في درجة الحرارة والتسخين الموحد، مما يضمن إزالة المادة الرابطة بأمان وتماماً.
يمكن لخبرائنا مساعدتك في اختيار المعدات المناسبة وتحسين عمليتك لتجنب العيوب الشائعة مثل التشققات والتشوهات. دعنا نقدم الحلول الحرارية الموثوقة التي يحتاجها مختبرك للحصول على نتائج متسقة وعالية الجودة.
اتصل بـ KINTEK اليوم لمناقشة متطلباتك المحددة لإزالة المادة الرابطة والتلبيد.
دليل مرئي
المنتجات ذات الصلة
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن دوار كهربائي صغير لتقطير الكتلة الحيوية
- فرن الفرن الصهري للمختبر ذو الرفع السفلي
- فرن الجرافيت الفراغي ذو التفريغ السفلي لمواد الكربون
- فرن غاز خامل بالنيتروجين المتحكم فيه
يسأل الناس أيضًا
- ما هو دور فرن التلدين عالي الحرارة في تحضير نفايات سي إس-ألومينوسيليكات؟ رؤى محاكاة رئيسية
- لماذا يعتبر المعالجة بالتقسية في فرن الكوتقة عالي الحرارة أمرًا بالغ الأهمية لتحضير طبقة وسيطة من Sb-SnO2؟
- ما هي الوظيفة الأساسية لأفران العزل أو الأنابيب ذات درجات الحرارة العالية لطلاءات السيراميك؟ ضمان أقصى قدر من المتانة
- ما هي الظروف التي يوفرها الفرن الصندوقي لتخزين الطاقة بالملح المنصهر؟ محاكاة الخبراء لبيئات الطاقة الشمسية المركزة (CSP)
- ما هي أهمية دمج فرن صهر ذي درجة حرارة عالية في نظام اختبار التآكل بالصدمات؟



















