بينما يعتبر اللحام بالنحاس عملية متعددة الاستخدامات بشكل ملحوظ، لا يوجد معدن يستحيل لحامه بشكل أساسي. بدلاً من ذلك، تقدم بعض المعادن تحديات كبيرة تجعل لحامها بالنحاس غير عملي أو مستحيل باستخدام التقنيات القياسية. العقبات الرئيسية هي نقطة انصهار منخفضة جدًا قريبة من درجة حرارة اللحام بالنحاس أو تكوين طبقة أكسيد صلبة ومستقرة تمنع المعدن الحشو من الترابط.
السؤال ليس عن المعادن التي لا يمكن لحامها بالنحاس، بل عن الخصائص المعدنية — مثل نقاط الانصهار المنخفضة أو الأكاسيد العنيدة — التي تجعل لحام المعدن بالنحاس صعبًا للغاية دون عمليات أو مواد صهر أو أجواء متحكم بها متخصصة للغاية.
المبدأ الأساسي للحام بالنحاس
لفهم التحديات، يجب علينا أولاً مراجعة المتطلب الأساسي للحام بالنحاس. تعمل العملية عن طريق تسخين معدنين أساسيين وإدخال معدن حشو ذي نقطة انصهار أقل. يذوب معدن الحشو هذا، وينجذب إلى الوصلة بفعل الخاصية الشعرية، ثم يتصلب، مكونًا رابطة معدنية قوية.
H3: فرق درجة الحرارة هو المفتاح
للحصول على لحام نحاسي ناجح، يجب أن تكون نقطة انصهار المعادن الأساسية أعلى بكثير من نقطة انصهار معدن الحشو. يسمح هذا لمعدن الحشو بأن يصبح سائلاً بالكامل ويتدفق بشكل صحيح دون إذابة أو إتلاف الأجزاء التي يتم ربطها.
المعادن التي تتحدى عملية اللحام بالنحاس
المعادن التي تعتبر صعبة أو "غير قابلة للحام بالنحاس" تقع عادة في فئتين رئيسيتين.
H3: تحدي نقطة الانصهار المنخفضة
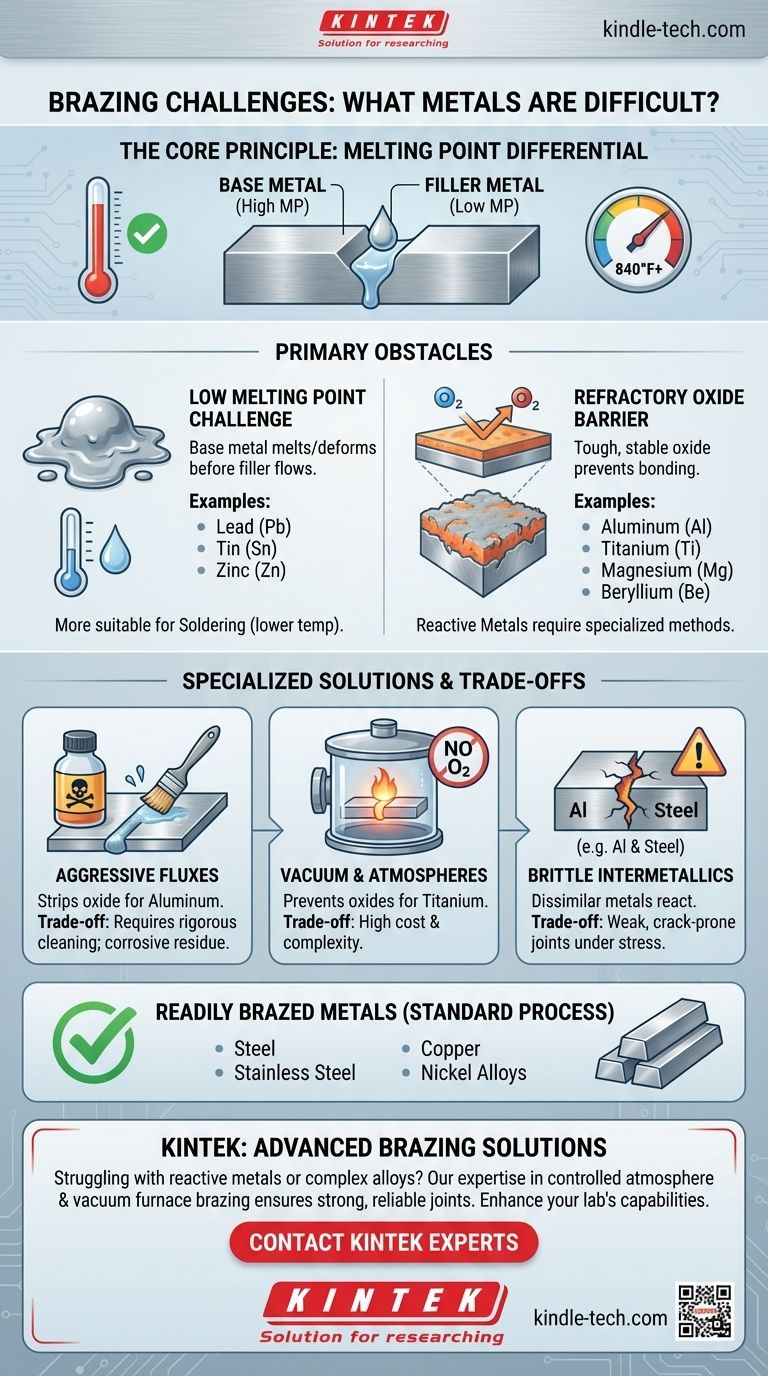
إذا كانت نقطة انصهار المعدن الأساسي قريبة جدًا من نطاق درجة حرارة اللحام بالنحاس (عادة 840 درجة فهرنهايت / 450 درجة مئوية وأعلى)، فإن المعدن الأساسي نفسه سيبدأ في الذوبان أو التشوه.
هذا يجعل اللحام بالنحاس القياسي مستحيلاً بشكل فعال للمعادن مثل الرصاص والقصدير والزنك. هذه المواد أكثر ملاءمة للحام بالقصدير، الذي يستخدم معادن حشو ذات درجات حرارة أقل بكثير.
H3: حاجز الأكسيد المقاوم
تتفاعل العديد من المعادن المفيدة للغاية على الفور مع الأكسجين في الهواء لتشكيل طبقة أكسيد صلبة ومستقرة وذاتية الإصلاح على سطحها. تعمل طبقة الأكسيد هذه كحاجز، مما يمنع حشو اللحام السائل من "التبلل" أو الترابط مع المعدن الأساسي النقي الموجود تحتها.
المعادن المعروفة بهذا التحدي تشمل:
- الألومنيوم
- المغنيسيوم
- التيتانيوم
- البريليوم
غالبًا ما تسمى هذه المعادن التفاعلية. بينما يمكن لحامها بالنحاس، تتطلب العملية التغلب على طبقة الأكسيد هذه، مما يعقد العملية بشكل كبير.
فهم المقايضات والحلول
لحام المعادن الصعبة بالنحاس ليس مستحيلاً، ولكنه يتطلب تقنيات متخصصة تأتي مع مقايضات كبيرة في التكلفة والتعقيد والمعالجة اللاحقة.
H3: مواد الصهر العدوانية
بالنسبة للمعادن مثل الألومنيوم، يلزم استخدام مادة صهر شديدة النشاط وغالبًا ما تكون أكالة. يقوم هذا العامل الكيميائي بإزالة طبقة الأكسيد بقوة قبل تدفق معدن الحشو. المقايضة الرئيسية هي أن بقايا مادة الصهر هذه يجب تنظيفها بدقة من التجميع بعد اللحام بالنحاس لمنع التآكل المستقبلي.
H3: الفراغ والأجواء المتحكم بها
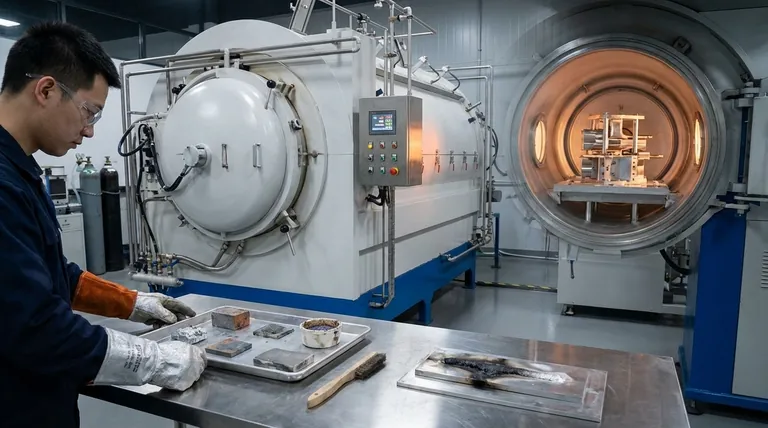
بالنسبة للمعادن شديدة التفاعل مثل التيتانيوم، حتى مادة الصهر الأكثر عدوانية تكون غير كافية. الطريقة الوحيدة الموثوقة هي إجراء عملية اللحام بالنحاس داخل فرن تفريغ. عن طريق إزالة كل الأكسجين، يتم منع تكوين طبقة الأكسيد تمامًا، مما يسمح لمعدن الحشو بالترابط مباشرة مع المعدن الأساسي. تنتج هذه العملية وصلات نظيفة وقوية بشكل استثنائي ولكنها أغلى وأكثر تعقيدًا بكثير من اللحام بالنحاس في الهواء الطلق.
H3: خطر المركبات البينية الهشة
عند لحام معادن غير متشابهة بالنحاس، خاصة المعادن التفاعلية بالسبائك الشائعة مثل الفولاذ (على سبيل المثال، الألومنيوم بالفولاذ)، يمكن أن تنشأ مشكلة جديدة. عند درجات حرارة اللحام بالنحاس، يمكن أن يتفاعل المعدنان المختلفان مع بعضهما البعض عند واجهة الوصلة، مكونين مركبات بينية صلبة وهشة. يمكن لهذه المركبات أن تضعف الوصلة بشكل كبير، مما يجعلها عرضة للتشقق تحت الضغط.
اختيار الخيار الصحيح لتطبيقك
على عكس التحديات المذكورة أعلاه، يتم لحام معادن مثل الفولاذ والفولاذ المقاوم للصدأ والنحاس وسبائك النيكل بسهولة لأن أكاسيد سطحها يمكن إزالتها بسهولة بواسطة مواد الصهر القياسية، مما يجعلها مثالية لمجموعة واسعة من التطبيقات.
- إذا كان تركيزك الأساسي على البساطة وفعالية التكلفة: اختر المعادن الأساسية الشائعة مثل الفولاذ أو النحاس أو النحاس الأصفر، والتي يتم لحامها بسهولة بالمعدات ومواد الصهر القياسية.
- إذا كان تركيزك الأساسي على ربط الألومنيوم خفيف الوزن: كن مستعدًا لاستخدام سبائك لحام الألومنيوم المتخصصة ومواد صهر شديدة النشاط تتطلب إجراءات تنظيف دقيقة بعد اللحام بالنحاس.
- إذا كان تركيزك الأساسي على التيتانيوم عالي الأداء أو المعادن التفاعلية: يجب عليك التخطيط لعمليات متقدمة ومكلفة مثل اللحام بالنحاس في فرن تفريغ لضمان سلامة الوصلة.
في النهاية، فهم تحديات المواد هذه يحول اللحام بالنحاس من مهمة بسيطة إلى عملية هندسية دقيقة.
جدول الملخص:
| فئة المعدن | التحدي الرئيسي | أمثلة شائعة |
|---|---|---|
| المعادن ذات نقطة الانصهار المنخفضة | نقطة الانصهار قريبة جدًا من درجة حرارة اللحام بالنحاس | الرصاص، القصدير، الزنك |
| المعادن التفاعلية | تشكل طبقة أكسيد صلبة ومستقرة | الألومنيوم، التيتانيوم، المغنيسيوم |
هل تواجه صعوبة في ربط المعادن الصعبة مثل الألومنيوم أو التيتانيوم؟ تتخصص KINTEK في حلول اللحام بالنحاس المتقدمة ومعدات المختبرات للمعادن التفاعلية والسبائك المعقدة. تضمن خبرتنا في اللحام بالنحاس في الأجواء المتحكم بها وأفران التفريغ وصلات قوية وموثوقة لتطبيقاتك الأكثر تطلبًا. اتصل بخبرائنا اليوم لمناقشة احتياجاتك المحددة في ربط المعادن واكتشف كيف يمكننا تعزيز قدرات مختبرك!
دليل مرئي